Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.
Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
Источник
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Читать также: Как сделать сцепку на мотоблок
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев для пайки электрическим паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово – 12,5 Свинец – 25 Висмут – 50 Кадмий – 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово – 6,9 Свинец – 45,1 Висмут – 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово – 25 Свинец – 25 Висмут – 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово – 33,4 Свинец – 33,3 Висмут – 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово – 61 Свинец – 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово – 61 Свинец – 37 Медь – 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово – 90 Свинец – 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово – 40 Свинец – 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово – 30 Свинец – 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово – 10 Свинец – 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа – 1 | Олово – 55 Цинк – 25 Кадмий – 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа – 2 | Олово – 40 Цинк – 25 Кадмий – 20 Алюминий – 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Области применения
Чаще всего трубы из меди применяют для транспортировки газа и в качестве водопроводов. Производство газового оборудования, тормозных и гидравлических систем, автокондиционеров и теплообменников невозможно представить без медного трубопроката.
Тот факт, что медные трубы можно надежно соединить, не используя при этом сварку, делает их привлекательным вариантом для создания транспортных магистралей для вязких горючих сред. При этом речь идет не только о бытовых системах. К примеру, из меди довольно часто изготовляются топливопроводы для автомобилей.
Также следует отметить стойкость труб из меди к повышенному давлению (до 230 атм.), по сравнению с изделиями из пластика или стали. Особенно ценится их способность хорошо переносить замерзание. Изделия хорошо переносят воздействие хлора и обладают антисептическими свойствами.
Применение пайки твердыми припоями
Область применения пайки твердыми припоями определяется ее промежуточным положением между низкотемпературной пайкой и сваркой. Везде, где требуется получить более прочное соединение, чем это можно сделать с использованием мягких припоев, способное к тому же работать в условиях высоких температур, и в то же время сохранить структуру соединяемых металлов, не допустить их разупрочнения и деформации (как это имеет место при сварке), применяют высокотемпературную пайку.
Пайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с твердосплавными пластинами. Припаивание последних обеспечивает достаточную прочность соединения и не оказывает отрицательного воздействия на твердость и геометрию режущих пластин.
Резцы
Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных и медных трубопроводов, работающих под высоким давлением или повышенной температуре в различных системах — холодильных, теплообменных и пр. — также не может обойтись без пайки твердыми припоями.
Широко используется высокотемпературная пайка при ремонте автомобилей — радиаторов, трубопроводных систем двигателя и трансмиссии, кузовов, различных деталей — везде, где нельзя или нежелательно применять сварку.
Целесообразно использование высокотемпературной пайки для соединения между собой тонкостенных деталей, работающих при значительных нагрузках и упругих деформациях.
Для ремонта медных и латунных бытовых изделий, подвергающихся в процессе эксплуатации высоким температурам, высокотемпературная пайка является способом ремонта не имеющим альтернативы. Таких, например, как старинный самовар, растапливаемый дровами. В этом случае мягкие припои не могут применяться из-за неспособности выдерживать высокую температуру нагрева.
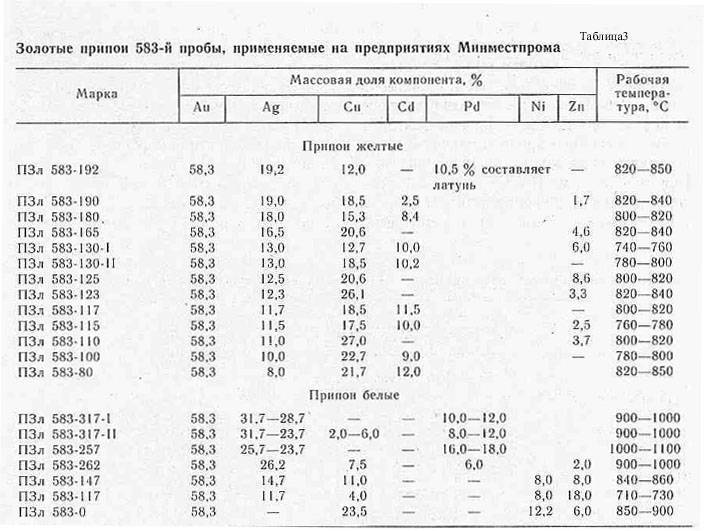
Высокий процент серебра
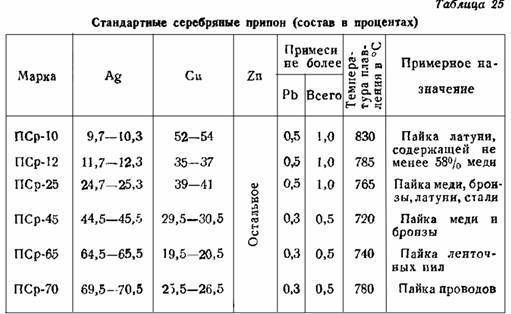
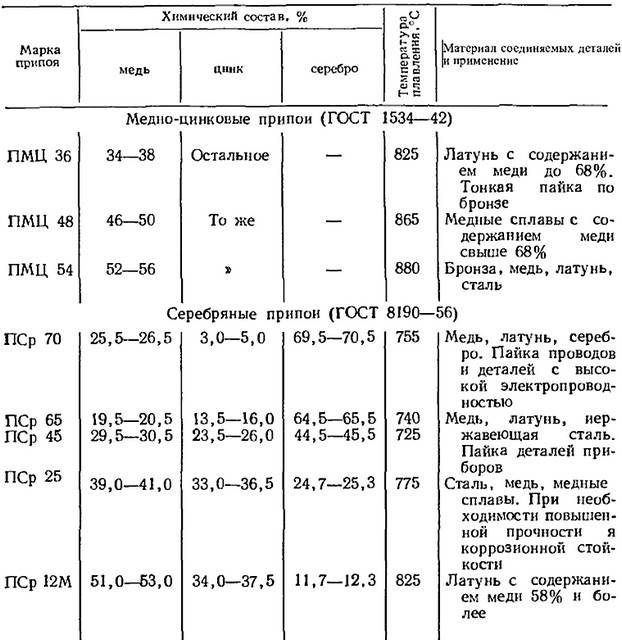
Припой ПСр-65, содержащий помимо обозначенного в маркировке количества серебра, 20% меди и около 15% цинка, имеет узконаправленное применение. Им спаивают полотна ленточных пил.
Серебряный сплав ПСр-70 имеет большую цену. Концентрация благородного металла в нем составляет 70%. Помимо этого в состав входит около 26% меди, приблизительно 3% цинка 0,1% железа, по 0,005 % свинца и висмута.
Этот серебряный припой имеет хорошую электропроводность, применяется при спаивании электрических узлов. Место соединения проводов, полученное данным методом, существенно не уменьшает способность всей системы проводить ток.
 Близки по элементному составу сплавы ПСр-71 и ПСр 72. Они содержат 71% и 72%, соответственно, серебра. Чуть более 0,1% составляют железо, свинец и висмут. В припое ПСр-71 имеется 1% фосфора.
Близки по элементному составу сплавы ПСр-71 и ПСр 72. Они содержат 71% и 72%, соответственно, серебра. Чуть более 0,1% составляют железо, свинец и висмут. В припое ПСр-71 имеется 1% фосфора.
Состав с концентрацией серебра 70-80% применяются для ремонта ювелирных украшений. Другие направления использования ограничивает высокая стоимость припойных материалов с большим количеством благородного металла.
Способы

Высокотемпературный. Тугоплавкий припой на основе серебра или меди создает жесткое и прочное соединение. Шов называется твердым и выдерживает механические и температурные нагрузки. Чтобы отжиг не приводил к ухудшению прочности основных деталей, следует охлаждать готовую пайку исключительно естественным образом, без обдува холодным воздухом или опускания в жидкость.
Такая пайка применяется для труб размером от 12 до 159 мм, работающих при температуре среды до 125оС.
Низкотемпературный. Такую пайку называют мягкой. Припои готовят на базе металлов с низкой температурой плавления. Невысокая температура позволяет избежать отжига, и снижения прочности труб не происходит. Метод формирует швы шириной от 7 до 50 мм, на трубах от 6 до 100 мм в диаметре.
Мягкие соединения нельзя использовать при монтаже газопроводов.
Что понадобится в процессе?

- флюс для обработки поверхности заготовки;
- припой, соответствующий выбранному методу пайки;
- устройство для снятия фаски с торца трубы;
- проволочные щетка и ерш для того, чтобы зачистить заготовки;
- расширитель труб;
- измерительный инструмент: рулетка, мерный калибр, угольник, ватерпас;
- горелка.
Портативная пропановая горелка дает возможность прогреть стык за несколько секунд. В тех местах, где использование открытого пламени недопустимо, стыки прогревают электропаяльником со сменными прижимами и электродами на разные диаметры трубы
Особенности физико-химических процессов
При проведении пайки припой сначала нагревается и смягчается, а затем приобретает жидкое состояние. Данный температурный промежуток называют зоной плавления. Скрепляемые части при пайке нагревают, но до жидкой консистенции не доводят. Стадия сплавления жидкого припоя наступает, когда степень его нагрева превышает температуру плавления, называемую рабочей.
Припой, находясь в расплавленном состоянии, смачивает соединяемый металл и растекается, благодаря чему ликвидируются щели между стыкуемыми участками труб.

Период, в течение которого нагревается место соединения, а потом припой кристаллизируется, приобретая твердое состояние, как правило, равно 4 -5 минут. При этом паяльник должен выделять столько тепла, чтобы в течение двух минут нагрева жидкий припой успевал вступить в реакцию со стыкуемыми поверхностями. Только при соблюдении данных условий флюс и детали не успеют перегреться.
Что такое припой?
Припой – это чистый металл или термопластичный сплав из нескольких компонентов. Предназначается для соединения медных деталей в общую целостную сеть.
Под воздействием высоких температур припой плавится, распространяется по зоне обработки и герметизирует поверхность. После окончательного остывания на трубном материале образуется прочный, ровный шов без погрешностей
Технология стыковки двух фрагментов, проведенная по такому принципу, называется пайкой.
Среди основных достоинств методики стоит выделить:
- соединение без деформации;
- сохранение первоначальной формы обрабатываемых деталей;
- отсутствие всякого внутреннего напряжения;
- отличная прочность и высокий уровень герметичности созданного шва;
- устойчивость скрепленной области к разным температурным режимам, включая интенсивное прогревание;
- простое разъединение шовных участков в случае возникновения потребности изменить формат системы.
Проводят пайку специальным оборудованием – паяльником, газовой горелкой или паяльной лампой. Непосредственно перед работой зону тщательно зачищают от поверхностных дефектов и технических масел, и только потом приступают работе.
Процесс соединения трубных фрагментов осуществляется легко и быстро, но требует обязательного соблюдения правил элементарной безопасности. Во избежание проблем и получения травм, на руки нужно надеть плотные рабочие перчатки, лицо и глаза закрыть специальными очками или маской, а одежду защитить плотным фартуком. Это убережет мастера от потенциально возможных несчастных случаев.
Для пайки в бытовых условиях чаще всего используют паяльник. Горелку или лампу применяют там, где мощностных возможностей паяльника не хватает или требуется соединить детали большой толщины и внушительной массы
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
ФОТО: market.sakh.comФОТО: market.sakh.comФОТО: solarschool.dkФОТО: laketravisplumber.comФОТО: reicheltplumbing.com
Капиллярный
 Капиллярный вид пайки – самый распространенный. Многие, применяя его, даже не подозревают о таком названии. Суть технологии заключается в следующем.
Капиллярный вид пайки – самый распространенный. Многие, применяя его, даже не подозревают о таком названии. Суть технологии заключается в следующем.
Припой расплавляют, он нагревается и заполняет собой пространство между двумя подготовленными деталями. Смачивание поверхности деталей и удержание припоя происходит во многом благодаря эффекту капиллярности.
Капиллярный вид пайки распространен в быту и на различных производствах. Для его проведения потребуется паяльник или горелка. По сути, любой вид пайки можно считать в определенной мере капиллярным, поскольку в каждом присутствует капиллярное смачивание поверхностей заготовок жидким припоем.
Другие критерии классификации
Помимо подразделения припоев на два основных типа, их классифицируют по ряду других признаков.
- Тип расплавления. Часть используемых припоев расплавляется полностью, а часть только частично. При этом есть композиционные варианты, которые совмещают в себе оба сплава.
- По основному химическому элементу. Припой принято называть тем металлом, который присутствует в его составе в наибольшем количестве.
- По способу получения припоя. Некоторые припои продаются в готовом виде, а некоторые образуются прямо в процессе пайки. Последние представляют собой соединение слоев сплавов, флюса, канифоли, фольги.
- По наличию флюса. Часть припоев необходимо флюсовать отдельно в процессе пайки, а часть сразу имеет необходимое покрытие.
- По форме изделий. Наиболее распространены проволочные, прутковые, трубчатые припои. Для специализированных задач могут использоваться листовые, порошковые и даже пастообразные варианты.
Вещества для изготовления
Паяльный флюс своими руками можно приготовить, используя такие вещества, как спирты, кислоты, масла различного происхождения. В них ценятся высокие антиокислительные свойства и хорошая растворяемость.
При выборе, как сделать флюс для пайки, предпочтение можно отдать самому простому веществу – ацетилсалициловой кислоте, или, как более привычно аспирину. Его без проблем можно найти в аптеке, или даже разыскать в домашней аптечке. Этот препарат имеет невысокую стоимость. Перед началом работы таблетку аспирина растворяют в небольшом количестве жидкости до исчезновения осадка.
Вместо аспирина допустимо использование гранул лимонной кислоты белого цвета. При использовании аспирина или лимонной кислоты происходит выделение значительного количества газа, поэтому помещение, где происходит пайка, должно обладать действующей вентиляцией.

Канифоль и глицерин
Жидкий флюс можно приготовить из канифоли. Прежде, как сделать флюс, необходимо с помощью деревянного молотка растолочь канифоль в мелкий порошок. От степени измельченности зависит время приготовления флюса.
Затем этот порошок, имеющий консистенцию пудры, растворить в этиловом или медицинском спирте, используя стеклянную посуду. После тщательного размешивания раствор следует оставить на некоторое время для полного растворения.
Далее для окончательного растворения канифоли в спирте следует поместить отстоявшийся раствор в горячую водяную баню, и нагревать до температуры 80 градусов. Во время нагревания раствор необходимо постоянно перемешивать, а затем дождаться охлаждения. Для пайки раствор удобно набирать шприцом.
Глицериновый флюс можно приготовить аналогическим образом, растворяя канифоль не в спирте, а в глицерине. Растолченная в порошок канифоль растворяться в глицерине будет дольше, зато сам раствор получится более густым, что сделает работу с ним более легкой. Качество состава улучшится, если сначала растворить растолченную канифоль в этиловом спирте, а смешать раствор с глицерином. Такую смесь после окончания пайки необходимо смыть.
На основе кислоты
В рекомендациях, как приготовить флюс для пайки на основе кислот, подразумевается соляная кислота, а также фосфорная. Соляную кислоту высокой концентрации необходимо развести пополам с водой. Этим раствором заливаются гранулы цинка, размещенные в стеклянной посуде.
Растворение цинка в соляной кислоте сопровождается бурной реакцией, заключающейся в значительном выделении водорода. Поэтому помещение должно быть хорошо вентилируемым. Рядом с местом работы должен отсутствовать открытый огонь.
Флюсом, полученным с применением соляной кислоты можно паять изделия из стали. При добавлении в раствор немного нашатыря появляется возможность для спаивания различных металлов и сплавов. Удачный флюс получается с применением фосфорной кислоты. Его можно применять, когда предстоит соединять изделия из нержавеющей стали.
Наносить на изделия жидкие флюсы можно тонкой кисточкой. Хранить следует в стеклянной посуде с узким горлышком, чтобы уменьшить возможность испарения.
Жировые смеси
Паяльный жир представляет интерес в основном для профессиональных сварщиков. Однако, и в этом случае возможно изготовить флюс пасту своими руками. Такое название паяльный жир получил из-за внешнего сходства с веществом животного происхождения.
Для приготовления нейтрального паяльного жира применяется смесь канифоли и стеарина. Она успешно растворяет имеющуюся оксидную пленку. Пайка с ее применением осуществляется с меньшими проблемами. У припоя увеличивается текучесть, что дает возможность его попадания в различные щели и неровности поверхностей. Благодаря хорошей растворимости такую пасту легко удалить с поверхности после окончания процесса.
Сущность нейтрального паяльного флюса заключается в том, что после того, как паяльное жало осуществляет его нагрев, он переходит в жидкую форму, и, выгорая, образует защитную пленку, функцией которой является препятствие окислению поверхности.
Другая форма пасты – активный паяльный жир. В его состав входят такие вещества, как вазелин, цинк, хлориды аммония и парафин. Такой флюс находит применение при пайке значительно окисленных поверхностей, а также металлов, которые с трудом подвергаются этому процессу.
Применение активных паяльных жиров не рекомендовано для работы с электроникой и другими деликатными видами, поскольку агрессивные вещества могут разрушить тонкие детали.
Как припаивать трубы?
С целью присоединения металлических заготовок собственными руками необходимо приобрести специальный инструмент, оснащение и материалы. Для осуществления припаивания понадобится следующий инструмент: 1. Труборез. 2. Газовая горелка. 3. Шерсть металлическая. 4. Припой бессвинцовый. 5. Флюс.
Процесс паяния такой:
- Очистить участок присоединяемой детали и нанести порцию флюса;
- Надеть очищенный фитинг вручную, применяя специальный инструмент;
- Применяя газовую горелку, разогреть присоединяемый участок меди до заметного изменения ее цвета;
- Далее, использовать припой.
Припаивание медных заготовок – труб, разнообразных деталей, является сложным процессом, который под силу знающим и способным мастерам.
Технология высокотемпературной пайки
В приведенном примере в качестве паяемых деталей выбраны части гаечного ключа. В качестве припоя — материал, представляющий собой пруток, покрытый флюсом. Необходим также высокоактивный флюс, подходящий для нержавеющих сталей. Инструментом нагрева является газовая горелка.
Горелка для пайки
Пайка выполняется в такой последовательности. Механическим путем зачищаются стыковые части деталей. Операция необходима для удаления стойкой окисной пленки, которая покрывает нержавеющие стали.
Зачистка деталей пред пайкой
Детали зажимаются в тисках в требуемом положении.
Фиксирование деталей
Зона пайки промазывается флюсом.
Нанесение флюса
Зажигается горелка, и устанавливается необходимый режим горения. Пламя должно быть восстановительным, с небольшой нехваткой кислорода (но не до копоти и желтого огня). Пересыщенное кислородом пламя окисляет поверхность металла.
Производится разогрев паяемой зоны до начала изменения цвета детали (при прикосновении, флюс на прутке должен начать плавиться). Прогревать нужно все соединение, перемещая пламя в разные стороны.
Прогрев деталей
Осуществляется офлюсовывание стыка флюсом с прутка — трением последнего по стыку. Если используется неофлюсованный пруток, после прогрева кончика, его нужно окунуть во флюс, чтобы тот покрыл его.
Нанесение флюса прутка припоя
Нагрев зоны пайки доводится до вишневого цвета. Обычно пайка твердыми припоями производится в интервале цветов от темно-вишневого до светло-вишневого.
Нагрев деталей до более высокой температуры
Расплавляется припой. При достаточном количестве флюса он легко растекается по зоне пайки, затягивается в стык.
Нанесение припоя
Детали после пайки
Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения.
После окончания операции производится зачистка спая.
Очистка спаянного гаечного ключа
И вот результат — готовое изделие.
Гаечный ключ спаянный высокотемпературной пайкой
Гаечный ключ спаянный высокотемпературной пайкой
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Что понадобится в процессе?
Для проведения рассматриваемой работы требуются материалы и инструменты. Среди особенностей отметим следующие моменты:
- Очистка соединяемой поверхности проводится при помощи флюса. Он удаляет окислительную пленку и снижает поверхностное натяжение.
- Основным материалом можно назвать припой. Для высокой температуры подходит вариант исполнения, в состав которого не включается свинец. Этот момент указывается на упаковке. Припой изготавливается в виде проволоки различной длины, диаметр поперечного сечения составляет 3 мм.
- Работа с трубами может проводится при применении трубореза. Он служит для резки заготовки на отдельные части.
- Удаление заусенец проводится при применении специального фаскоснимателя. Сильные дефекты торцевой поверхности станут причиной, по которой две детали не получится соединить встык.
- Внутренняя поверхность трубы очищается при помощи щетки или ершика. Это делается для того, чтобы обеспечить требуемую пропускную способность системы.
- В некоторых случаях пайка может проводиться только при предварительном нагреве заготовки. Для этого используется газовая горелка, которая имеет узконаправленное пламя. Вариант исполнения с баллоном со смесью пропана и бутана может прослужить в течение длительного периода.
Чаще всего используются электрические паяльники, которые изготавливаются для обработки медных заготовок. Устройство может работать с мягким и твердым припоем. Работать с электрическим паяльником достаточно просто, достаточно включить его и выбрать требуемый температурный режим. Для разметки области пайки используется рулетка, маркер, строительный уровень.




Виды пайки
Пайку меди в домашних условиях можно проводить по разным технологиям. Для каждого из способа проведения работ необходимы разные расходные материалы и инструмент. Существует несколько технологий пайки медных изделий. О каждой из них стоит поговорить подробнее.
Твердым припоем
Пайка меди твердым припоем — популярный способ соединения деталей. Чтобы осуществить процедуру, потребуется электропаяльник или газовая горелка. При проведении работ нужно учитывать определённые особенности:
- При этом виде пайки использование припоя обязательно. Даже если нужно паять медную проволоку.
- В качестве расходного материала желательно использовать олово или никель.
В первую очередь расплавляется расходный материал. После этого он наносится на место соединения. Выжидается время до полного остывания припоя.

Пайка меди твердым припоем
В печах
Печи используют на больших предприятиях и заводах. Они позволяют добиться равномерного разогрева соединяемых деталей. Благодаря этому сокращается количество некачественных швов. Применение припоя обязательно.
Флюсовая
При использовании флюса для соединения медных деталей образуются излишки расходного материала, от которых возникает коррозия. Из-за этого шов быстро приходит в негодность. Надёжность соединения зависит от качества припоя.
Вакуумная
Процедура вакуумной пайки проводится не только при соединении медных деталей, но и при обработке изделий из других металлов. Для проведения рабочего процесса используются промышленные печи и специальные контейнеры. В ходе работы используются мягкие типы расходных материалов.
Низкотемпературная
В первую очередь медленно разогревается припой. Быстро увеличивать температуру паяльника нельзя. Нужно дождаться пока низкотемпературный припой расплавится и в этот момент убрать паяльник. Состав должен самостоятельно заполнить пустоты между деталями и скрепить их.

Низкотемпературная пайка меди
Высокотемпературная
Если нужно получить соединение устойчивое к воздействию высоких температур, применяется пайка высокотемпературного типа. Чтобы скрепить между собой отдельные детали, они разогреваются до 700 градусов по Цельсию. При этом применяется не обычный паяльник, а газопламенный нагреватель.
Основные ошибки
Начинающие пайщики часто делают ошибки. Самые типовые из них таковы:
- Не устраненные дефекты поверхности после раскроя: задиры, стружка, овальность. Пайка поверх дефектов ослабляет соединение, снижает его долговечность и герметичность.
- Некачественное обезжиривание.
- Сужение монтажного зазора. Узкая пайка также будет ненадежной.
- Недогрев заготовок. Холодные детали не смогут своим теплом расплавить припой и обеспечить его затекание в монтажный зазор. Холодная пайка может развалиться при простом прикосновении.
- Недостаток флюсовой пасты. Часть поверхности шва, не покрытая флюсом, не очищается от окисной пленки и не пропаивается.
- Пережог стыка. При этом выгорает флюс, окисная пленка не разрушается полностью, кроме того, на поверхности возникает окалина. Прочность пайки существенно снижается.
- Попытка проверки на прочность горячего стыка. Приводит к деформации слоя припоя в монтажном зазоре и его отслоению от деталей.
Частой ошибкой является также пренебрежение требованиями техники безопасности. Высокие температуры, вредные испарения, химически активные флюсы требуют применения средств индивидуальной защиты. К ним относятся:
- защитные очки;
- обувь, одежда и головной убор из негорючей ткани;
- плотные спилковые перчатки
- респиратор.
Рядом с местом пайки не должно быть легковоспламеняемых материалов, оно должно хорошо проветриваться. Нельзя паять в верхнем положении.
Правильно подобранный паяльный состав позволяет получать надежные и прочные паяные соединения
Не менее важно использовать подходящий флюс и строго соблюдать требования технологии пайки и технику безопасности
Первые несколько швов лучше запаять под присмотром опытного пайщика.