Технические отличия медных труб
В соответствии с Государственным стандартом существуют такие виды измерения медных труб:
- Метрическое;
- Дюймовое.
Медные трубы для отопления
Труба медная метрическая имеет высокую стойкость к пониженным температурам, поэтому может выдержать прохождение любых сред. Трубы, предназначенные для систем водопровода, отопления, кондиционирования, холодильного оборудования маркируются в дюймах.
Диаметры метрических труб измеряются с наружной стороны, а дюймовых — с внутренней.
Для того чтобы правильно перевести дюймы в миллиметры, существует специальная таблица. Таблица предполагает точный расчет, так как в ней сведены:
- Значения в дюймах;
- Внешний диаметр в мм;
- Эквивалентный диаметр.
По способу производства медные изделия бывают:
- Холоднокатаные;
- Прессованные;
- Тянутые.
Капиллярная медная трубка имеет круглое сечение и производится методом холодной деформации (тянутая). Капиллярная трубка применяется в:
- Системах охлаждения (промышленное и бытовое холодильное оборудование);
- Системах кондиционирования;
- Гелиосистемах.
Капиллярные медные трубки
Также капиллярная трубка широко применяется в таких областях:
- Энергетики;
- Приборостроения;
- Судостроительства;
- Химической отрасли.
Капиллярная трубка производится с разным наружным и внутренним диаметром.
При изготовлении продукции производители ее маркируют, где указывают следующие параметры:
- Плотность;
- Гранично допустимую температуру плавления;
- Коэффициент теплопроводности;
- Коэффициент шероховатости.
Трубам, которые имеют невысокий коэффициент теплопроводности, не нужна дополнительная теплоизоляция. Коэффициент шероховатости определяет степень гладкости внутренней поверхности изделий. Чем она выше, тем меньше будет отложений и дольше строк службы труб.
В зависимости от внешнего исполнения медная трубка может быть:
- Хромированная;
- Оребренная.
Хромированная трубка имеет более привлекательный вид, поэтому выпускается большинством современных производителей.
Хромированная медная труба
Хромированная медь отличается отменными прочностными характеристиками, она используется в пищевой и мебельной промышленности. Оребренные изделия являются великолепным и герметичным теплообменником.
Особенности отопления из медных труб
Для создания отопительных систем применяются трубы из меди исключительно круглого сечения. Хотя производители еще изготавливают прокат с прямоугольным и квадратным профилем. Изделия также выпускаются в толстостенном и тонкостенном исполнении.
Первый вариант трубной продукции производится с толщиной стенки от 0,8 мм до 10 мм при помощи сварки и бесшовного метода. У второго этот параметр равен 0,15-0,7 мм. При установке отопления медными трубами в основном применяется прокат, диаметр которого составляет минимум 3/8 дюйма. Независимо от размеров изделий системы отопления из меди имеют плюсы и минусы.
Преимущества
Медные элементы теплового контура здания эффективно обогревают строения с минимальными энергетическими затратами. Именно материал обеспечивает отопительным сетям существенные преимущества:
- Большой срок службы, превышающий 50 лет.
- Длительные временные периоды эксплуатации без ремонта и технического обслуживания.
- Высокая коррозионная устойчивость, потому что стенки трубопроводов не способны пропускать воздух.
- Способность выдерживать давление минимум в 30 атм.
- Устойчивость перед ультрафиолетом.
- Отсутствие взаимодействия с химическими элементами, в централизованной отопительной сети. При перемещении теплоносителя, в составе которого хлор. На внутренних медных поверхностях образуется тонкая защитная пленка, увеличивающая эксплуатацию.
- Минимальная вероятность накоплений отложений внутри трубопровода, так как его стенки не имеют явной шероховатости. Эта особенность также влияет на снижение гидравлического давления. Поэтому для создания теплового контура применяются трубопрокат меньшего диаметра и используются менее мощные насосные агрегаты.
- Не надо выполнять монтаж компенсаторов из-за небольшого коэффициента теплового расширения. Метровый отрезок трубопровода удлинится на 1 мм при увеличении температуры с 20⁰C до 90⁰C.
- Высокая степень экологической чистоты.
- Прекрасные антибактериальные свойства.
- Привлекательная внешняя поверхность, позволяющая использовать системы из медных труб в качестве дизайнерских элементов интерьеров.
- Небольшая масса благодаря минимальной толщине стенок медных труб. Метровый отрезок изделия диаметром 20 мм весит не более 0,6 кг. Небольшая толщина стенок повлияла также на увеличение внутреннего сечения. Оно больше по сравнению с аналогичными изделиями из других материалов.
Когда система создана из пластичных труб, то она способна выдерживать 6-кратное размораживание. Если же при ее монтаже использовались жесткие изделия, тогда сеть перенесет 3 цикла замерзания и оттаивания.
Высокая теплопроводность металла позволяет устанавливать меньшее количество радиаторов, если монтаж трубопроводов выполняется открытым способом.
Монтаж отопления
Пластичность меди способствует снижению количества фитингов, потому что прокат можно согнуть на требуемый угол руками при использовании специального инструмента.
Недостатки
Система отопления из медных трубопроводов также имеет целый ряд недостатков:
- Вероятность появления коррозии на внешней поверхности.
- При монтаже в стенах и в других конструкциях требуется применять теплоизоляционные материалы, чтобы снизить потери тепла.
- На стенки трубопроводов могут негативно воздействовать блуждающие токи из-за высокой электропроводности материала.
- Большая вероятность образования электрохимической коррозии, если медный прокат соединяется с трубами из других материалов.
- Сложность монтажных работ особенно при использовании пайки.
Коррозия медиТеплоизоляция трубопровода
К трубопроводам из меди нужно бережно относиться и обеспечить для них защиту от механических воздействий. В противном случае изделия потеряют свою форму, потому что металл представляет собой мягкий материал.
Самостоятельная сборка
Монтаж трубопровода с помощью медных труб вполне осуществим своими руками. Для этого используют газовую горелку и припой, который бывает двух видов – твердый и мягкий. Твердый припой используют при высокотемпературной пайке в коммуникациях для водоснабжения, газа и отопления. Мягкий – для пайки при более низких температурах в бытовых условиях.
Соблюдайте следующую последовательность действий для процесса пайки труб мягким припоем:
- зачистка щеткой и зашкуривание внутренней части соединения ;
- нанесение флюс-пасты внутри и снаружи;
- нагревание места соединения с помощью газовой горелки.
Воспользуйтесь такими советами. Не стоит снимать заусенцы после обрезки на краях труб наждачной бумагой. Один из концов труб надо расширить труборасширителем, чтобы они входили друг в друга
При нанесении флюс-пасты следите, чтобы ее не было слишком много и она не попала в просвет трубы при пайке.
Важно не перегревать место соединения, достаточно 15-20 секунд для получения эффекта. Нагрев прекращают, когда флюс приобретает серебристый цвет
https://youtube.com/watch?v=z0YhZ7c80hI
Перед пуском готовой системы желательно промыть ее большим напором воды, чтобы удалить все частицы от процесса монтажа.
Работа с открытым огнем требует соблюдения техники безопасности. Жизнь и здоровье стоит того, чтобы позаботиться о нем во время проведения данных работ.
Медные трубопроводы благодаря своим отличным свойствам показали себя, как надежный вариант системы отопления вместе с возможностью горячего и холодного водоснабжения.
Хотите купить медные трубы загляните в Мтруба
Мы специализируемся на продаже труб и других комплектующих из меди, гарантируя высокое качество продукции. Вся представленная на нашем сайте продукция отвечает требованиям ГОСТа, имеет все необходимые сертификаты и разрешения.

Позвоните нашему менеджеру, и мы предложим высококачественные медные трубы, цена которых приятно удивит. Наши специалисты всегда помогут выбрать необходимый вид трубы, расскажут все нюансы ее использования и монтажа.







Только у нас:
-огромный выбор продукции в наличии и под заказ;- продукция лучших отечественных и зарубежных производителей;- самые выгодные цены в Украине;- удобные условия оплаты;- возможность получить профессиональную консультацию;- быстрая и качественная доставка в любой регион Украины;
Любая сантехника должна гарантировать надежность и безопасность, потому как разорвавшаяся труба может свести на нет огромный объем работ: привести в негодность напольные покрытия, мебель, бытовую технику, повредить обои и штукатурку. Выбор комплектующих для любых сантехнических работ – это сложная задача, требующая определенных знаний и навыков.

Доверьтесь профессионалам – покупайте медные трубы и комплектующие в интернет- магазине «Мтруба»!
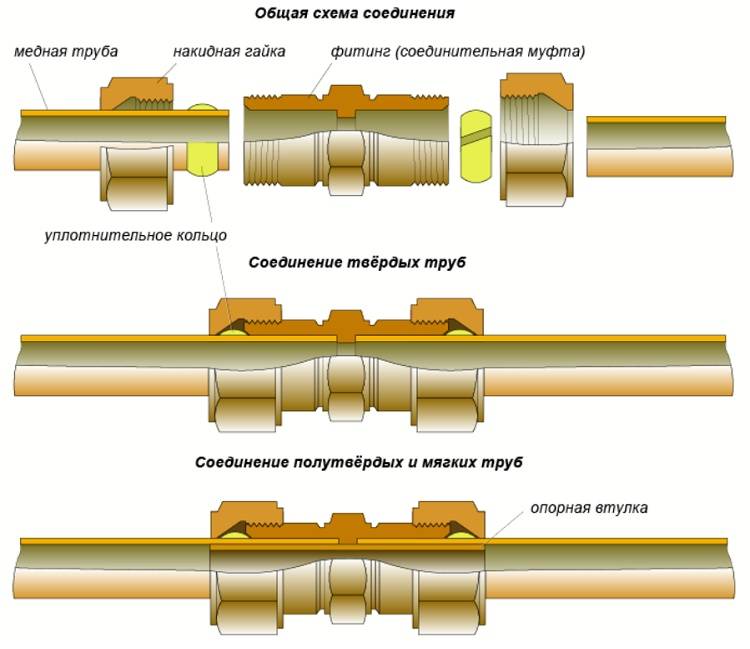
Особенности разных методов соединения
Монтаж узлов на медных трубопроводах выполняется следующими способами:
- сварной – с нагревом до температуры, близкой к температуре плавления,
- капиллярный – пайка при невысокой температуре,
- резьбовый – скручивание на резьбу,
- обжимной – с применением компрессионных фитингов,
- опрессовочный – с помощью пресс-фитингов и пресс-клещей.
Каждый из методов имеет нюансы проведения монтажных работ и особенности получаемых узлов. Сварка и пайка позволяют образовать надежные неразъемные узлы, но для их выполнения необходимо сварочное оборудование, а его применение не всегда возможно. Остальные способы можно применять для монтажа медных трубопроводов в помещениях, где проведены отделочные работы, в непосредственной близости от других коммуникаций, в том числе рядом с газовыми трубами.
Сварное соединение медных труб
Сварка трубной продукции из меди производится только встык.
Работы выполняются в следующем порядке:
- Под соединяемые элементы прокладывают асбестоцементные листы, чтобы снизить потери тепла и ускорить нагревание трубы и фитинга.
- Торцы фитинга и трубы нагревают газовой горелкой, работающей на высокой мощности.
- Стыкуют оплавленные срезы и плотно прижимают их друг к другу, избегая перекосов.
- Остывший шов проковывают, чтобы снизить зернистость образовавшегося грата.
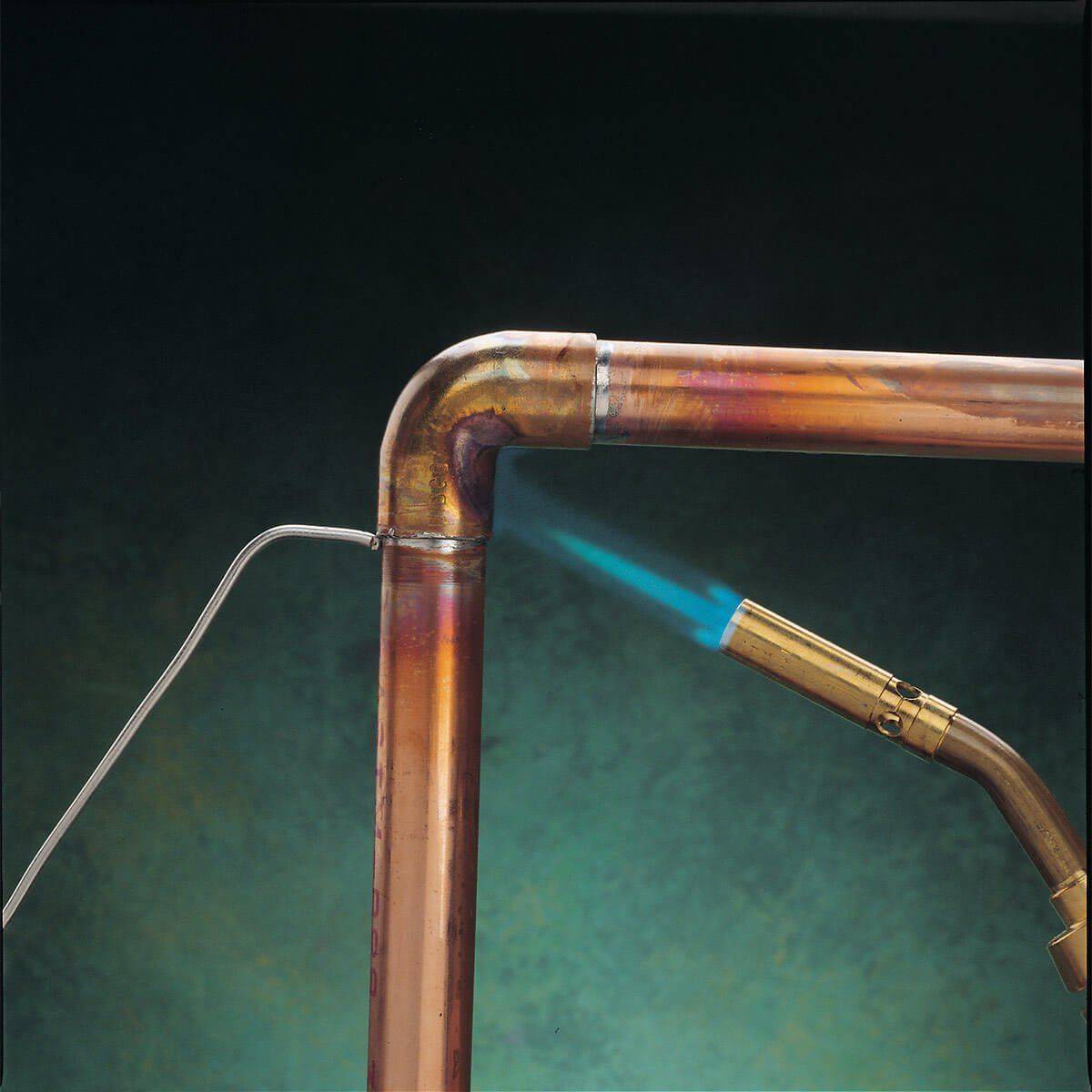
Капиллярное соединение или пайка
Более популярным, чем сварка, методом монтажа медных узлов является пайка. Во-первых, этот метод не требует сильного нагревания соединяемых деталей и последующей проковки шва. Во-вторых, нет ограничений по времени работ, так как нагревать нужно не трубы и фитинги, а припой – тонкую проволоку из технической меди.
Выполняется соединение в несколько шагов:
- Вставляют трубу в раструб фитинга.
- Нагревают место соединения, нанося припой на трубу вдоль края надетого на нее раструба.
- Расплавленный припой поднимается по зазору между медными элементами, равномерно заполняя его.
- Дают образованному узлу остыть.
- После остывания очищают наружную часть соединения от остатков припоя при помощи чистящего средства. Внутренности трубопровода с этой же целью промывают водой сразу или по окончании монтажа всех узлов.
https://youtube.com/watch?v=JIxYpuGdZW8
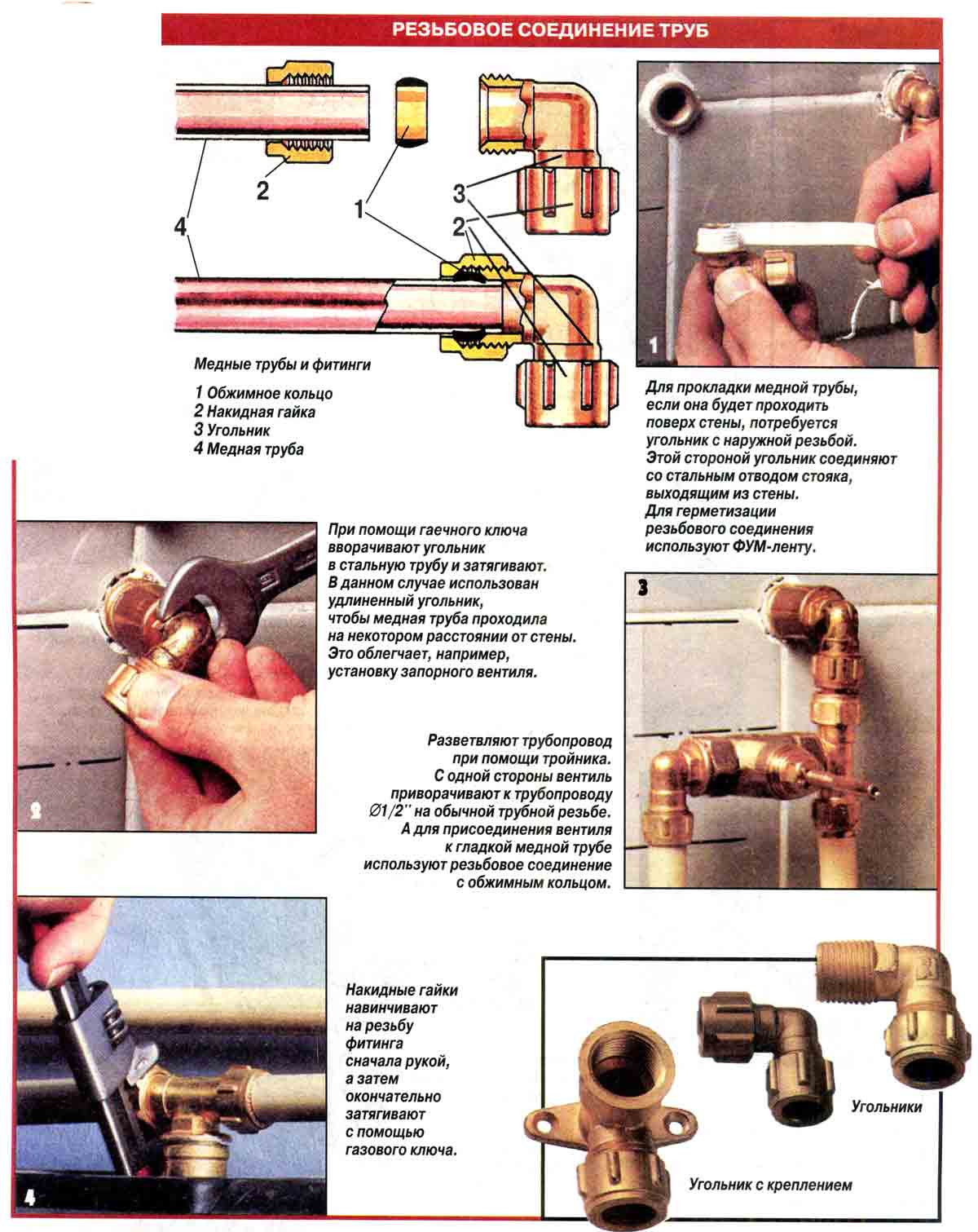
Использование резьбовых фитингов
Самым простым является соединение на резьбу, выполняемое, если нужно образовать разъемный узел. Чаще всего для этого способа применяются стальные и латунные фитинги, которые могут иметь внутреннюю или внешнюю резьбу.
Выполняется монтаж следующим образом:
- Наматывают на внешнюю резьбу фитинга или трубы ФУМ-ленту.
- Вкручивают элемент с внешней резьбой внутрь элемента, имеющего внутреннюю, вручную.
- Завинчивают фитинг до упора при помощи гаечного ключа.
Обжимные фитинги
Компрессионная арматура состоит из корпуса с внешней резьбой на штуцерах, обжимной гайки и одного или двух обжимных колец. Суть метода соединения заключается в том, что торцевую часть трубы зажимают между штуцером фитинга и обжимной гайкой. Удобен этот способ тем, что проводится без нагрева, без специальных инструментов – достаточно разводного ключа, этим же ключом при необходимости можно демонтировать узел. При этом надежность компрессионного узла гораздо выше, чем у резьбового. Обжимные фитинги производят из различных материалов, но для соединения медных труб применяются только те, у которых обжимные кольца изготовлены из меди.
Соединение выполняется в следующем порядке:
- Снимают с фитинга и надевают на трубу обжимную гайку, сдвигают ее в сторону от края.
- Поочередно выполняют эти же действия с обжимными кольцами.
- Вставляют в трубу штуцер фитинга.
- Поочередно сдвигают к корпусу фитинга кольца и навинчивают гайку.
- Затягивают обжимную гайку ключом.
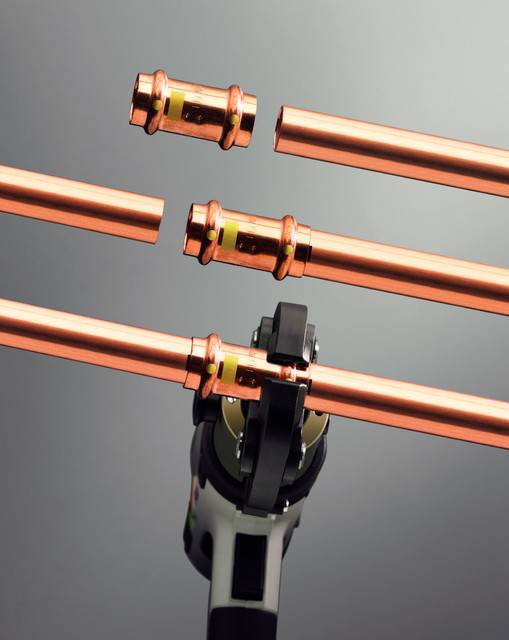
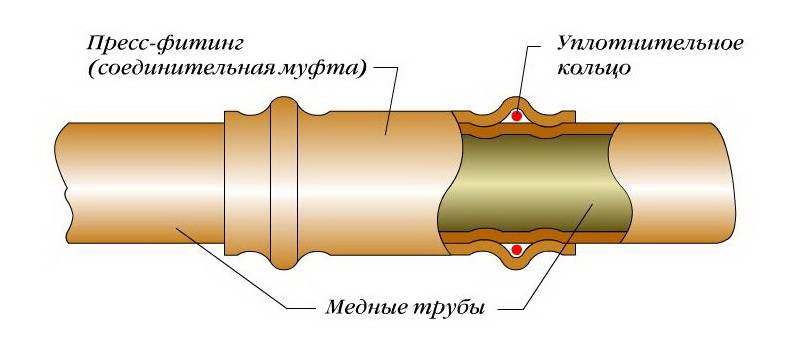
Особенности применения пресс-фитингов
Опрессовка напоминает обжимной метод соединения, но для выполнения опрессовочного узла необходим пресс-фитинг и пресс-клещи.
Фитинг для опрессовки состоит из корпуса с гладким или ребристым штуцером, фиксирующего кольца и пресс-кольца.
Порядок монтажа узла:
- Надевают на трубу пресс-кольцо и фиксирующее кольцо, сдвигают их в сторону от среза.
- Устанавливают штуцер в трубу.
- Сдвигают поочередно кольца к корпусу фитинга.
- Затягивают пресс-кольцо пресс-клещами.
Получаемое соединение является неразборным и по надежности не уступает сварному и капиллярному.
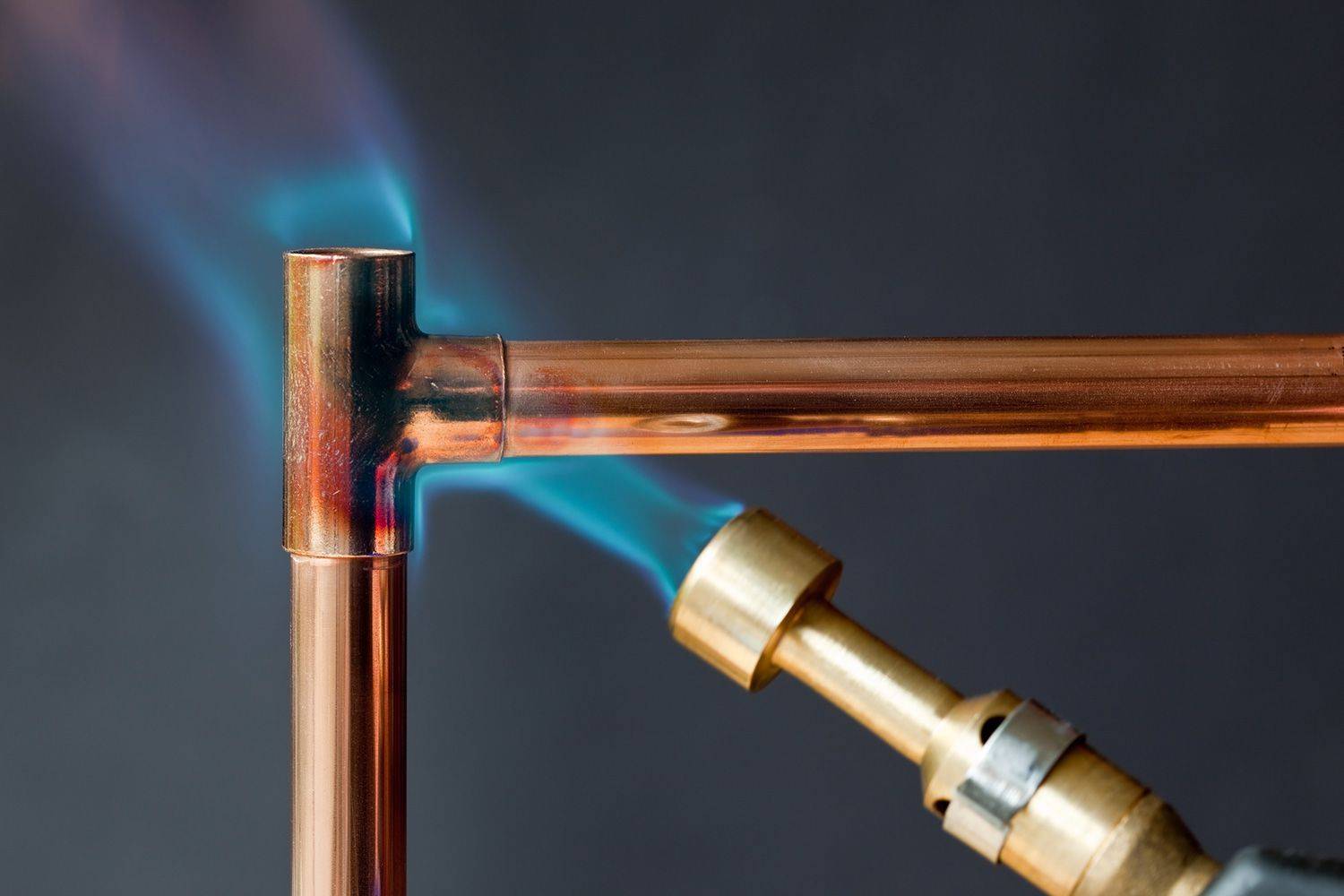
Процесс пайки
Пайка – это наиболее простой метод. Видео 3.
До работы проводится осмотр размеров фитингов, и если нужно, то выполняют калибровку труб. А вот калибровку раструба фитинга при этом делать не рекомендуют; Элементы, которые собираемся паять освобождаются от полимерной оболочки на необходимую длину. С наружной и внутренней стороны заготовки на кромке снимаются заусеницы; Трубу и раструб чистят от грязи. Внутреннюю сторону раструба и внешнюю сторону труб, щетками по металлу чистят до блеска, затем наносится флюс. Флюс и остальные элементы для работы нужно применять хорошего качества
Для конечного результата это очень важно. Флюс накладывается кисточкой на внешнюю часть трубы;
- Далее производится сборка раструба и гладкого конца. Полученное соединение нагревается газовой горелкой. Пламя при этом выставляется равномерно мягкое и широкое;
- Температуру нагревания при процессе можно контролировать зрительно. Если от флюса поднимается дым, который вызывает испарение индикаторного вещества, то это отвечает температуре 200 градусов. Если изделие от накала приобрела красный цвет, то температура поднялась до 600 градусов (при этом цвет пламени факела меняется из голубого на зеленый).
- Необходимо следить, чтобы фитинги не прикасались к каким-нибудь другим предметам, а то тепло будет расходоваться не в том направлении, которое необходимо. А если нужно нагревать заготовку большого диаметра, то огонь газовой горелки перемещается вокруг соединения. Это делается для улучшения прогрева;
- Припой вводят в капилляры в одном месте. Его количество равняется диаметру элементов, которые будем паять. Если паяют тройниковое соединение, то действуют так. Вначале греют прямые части снизу, а затем детали вверху. Это делается, чтобы тепло от последующих нагревов не расплавило ранее выполненное соединение;
- Шов, который получился, тщательно чистится, чтобы не появлялась коррозия.
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.
Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
- муфты,
- прокладки,
- разнообразные фитинги.
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.
Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Подготовка и выполнение соединения накатной канавкой
Как и для других процессов соединения меди без пайки, правильная подготовка концевой части трубы имеет первичную значимость для создания прочного, герметичного шва. Правильный выбор инструмента соединения накатными канавками под каждый тип медной трубы также очевиден. Необходимо соблюдать рекомендации производителя для обеспечения безопасной, безаварийной подготовки таких видов соединений.
Таблица допустимых давлений и температур для этого типа соединений
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Накатная канавка, D = 50,8 – 203,2 мм, тип K, L | 0 — 2065 | минус 35 / плюс 120 для K минус 30 / плюс 80 для L |
| Накатная канавка, D = 50,8 – 101,2 мм, D = 50,8 – 203,2 мм тип M | 0 — 1725 | минус 35 / плюс 120 |
| 0 — 1375 | минус 30 / плюс 80 |
Пошаговый процесс сборки узла накатными канавками:
- Отрезать по размеру концевые части медных труб точно перпендикулярно оси.
- Удалить заусенцы после реза и снять фаску.
- Накатить канавки нужных размеров, как того требует производитель фитингов.
- Осмотреть фитинги, прокладки, зажимы, на отсутствие повреждений.
- Смазать прокладки в соответствии с рекомендациями производителя.
Перед окончательной сборкой осмотреть зажимные поверхности на чистоту, на отсутствие строительного мусора. Собрать соединение в соответствии с рекомендациями производителя.
Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.





Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.
Разъемные и прессовые сопряжения
Чтобы выполнить прессовое соединение, нужен специализированный инструмент – обжимные клещи. Они бывают как ручными, так и электрическими. После зачистки трубы и фитинга они совмещаются, снаружи на стык накладываются клещи и выполняется обжатие. Соединение считается неразъемным и достаточно надежным.
Разъемное сопряжение делается по примеру металлопластиковых труб, поскольку принцип совмещения латунного фитинга с трубой точно такой же. Соответственно, стоимость соединителя в несколько раз выше, чем фитинга для пайки. Зато для монтажа понадобятся лишь 2 гаечных ключа. Подробности выполнения работы представлены на видео:
Сборка медного трубопровода методом пайки
Наибольшей герметичности можно достичь, если соединять трубы методом пайки. При выполнении работы необходимо четко соблюдать рекомендуемые правила безопасности.
Инструменты
Для сборки трубопровода методом пайки потребуется следующий набор материалов и инструментов:
- медные трубы, количество и диаметр которых определяется по схеме;
- труборез (в отсутствии устройства можно воспользоваться обычной ножовкой по металлу);
- трубогиб;
- металлическая щетка для подготовки трубы для пайки;
- наждачная бумага (используется в дополнение к щетке);
- труборасширитель – специальное устройство для увеличения диаметра одной из соединяемых труб;
- газовая горелка;
- фаскосниматель (устройство для удаления заусенцев после обрезки труб);
- флюс-состав, который позволяет произвести дополнительную чистку труб и способствует более равномерному распределению припоя;

Разновидности флюса для пайки
припой – металлический сплав, которым заполняется пространство между трубами в процессе пайки.

Разновидности припоя для разных видов пайки
Флюс и припой подбираются в зависимости от вида пайки (низкотемпературной или высокотемпературной), причем флюс и припой должны максимально соответствовать друг другу.
Процесс пайки
Как соединять медные трубы методом пайки? Для получения прочного соединения рекомендуется придерживаться следующей схемы:
- нарезаются трубы. Длина каждого участка трубопровода должна соответствовать схеме, в которой указана медная разводка труб по жилому помещению;

Резка труб труборезом
- с концов труб снимается фаска. Затем участки для пайки зачищаются до достижения максимально ровной поверхности и очищаются от окислов и иных загрязнений при помощи металлической щетки;

Подготовка поверхности трубы к пайке
- для достижения максимальной герметичности паевого соединения конец одной трубы необходимо расширить на 2 мм – 3 мм;

Увеличение диаметра трубы
- место будущей пайки обрабатывается флюсом. Поскольку химический состав может негативно повлиять на кожу рук, то работа производится в защитных перчатках. Флюс в виде пасты удобнее всего наносить при помощи небольшой кисточки;
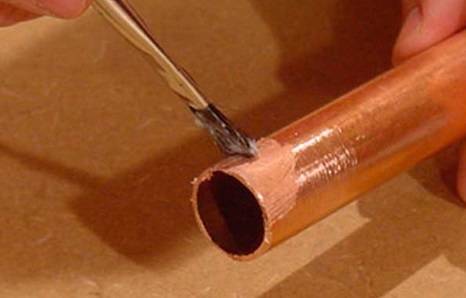
Нанесение флюса на участок трубы
- разогревается до нужной рабочей температуры горелка;
- флюс немного расплавляется;
- соединяются трубы;
- излишнее количество флюса удаляется при помощи сухой мягкой тряпки;
- производится пайка. На разогретый участок плавно наносится припой, который при нагреве расплавляется и заполняет все свободное пространство;

Заполнение припоем в процессе пайки
- на 3 – 5 минут (до полного остывания) соединение оставляется в неподвижном состоянии;
- следующий участок трубопровода присоединяется аналогичным образом.
Пайка труб производится при высокой температуре. Кроме этого нередко в ходе выполнения работы выделяются вредные вещества. Поэтому сборку трубопровода методом пайки необходимо производить в хорошо проветриваемом помещении и вдали от легковоспламеняющихся веществ или предметов.
Возможные способы монтажа медных труб подробно рассмотрены на видео.
После предварительной сборки производится прокладка медных труб согласно ранее разработанной схеме. Для крепления трубопровода можно использовать хомут, кронштейн или иные приспособления. Кроме этого прокладывать трубы можно в стенах.
Нормативные требования и маркировки
В соответствии с государственным стандартом для измерения проката из меди используется метрическая система для обозначения наружного диаметра и дюймы, с помощью которых указывается внутренний размер труб. Именно последний вариант применяется, когда монтируются отопительные системы.
Стандартом для проката из меди служит ГОСТ 617-2006. В нормативном документе отражены требования к марке металла, толщина стенок и размер сечений труб. Все детали обозначаются маркировками. При ее расшифровке можно получить следующую информацию:
- Форму сечения. При установке систем отопления используются круглые трубы, поэтому в обозначении ставится «КР».
- Способ производства. Изделия, представляющие собой холоднодеформированную тянутую продукцию, обозначаются «Д». Такие трубопроводы производятся длиной 1,5-6 м. Прокат, изготовленный с помощью прессования, обозначается литерой «Г». В соответствии с нормативными стандартами его длина составляет 1-6 м.
- Точность изготовления, которая может быть нормальной и повышенной. Для обозначения используются буквы соответственно «Н» и «П».
- Длину. Индексом «НД» обозначается немерная продукция, литеры «МД» используются для маркировки мерных изделий, буквы «КД» применяются для кратных медных труб, а «БТ» — для проката в бухтах.
- Особые условия, к которым может относиться увеличенная длина изделия в бухтах. В этом случае используется «У». Наличие литеры «Б» обозначает, что продукция изготовлена с высокой точностью по отношению к длине. Если в маркировке присутствует буква «К» — это значит, что труба произведена с повышенной точностью относительно кривизны.
Система отопления создается чаще всего при использовании твердых неотожженных трубопроводов. Мягкая медная продукция, которая в процессе производства была подвергнута воздействию высокой температуры, применяется при монтаже теплого пола. Ведь отожженные изделия без труда гнутся в необходимом направлении.
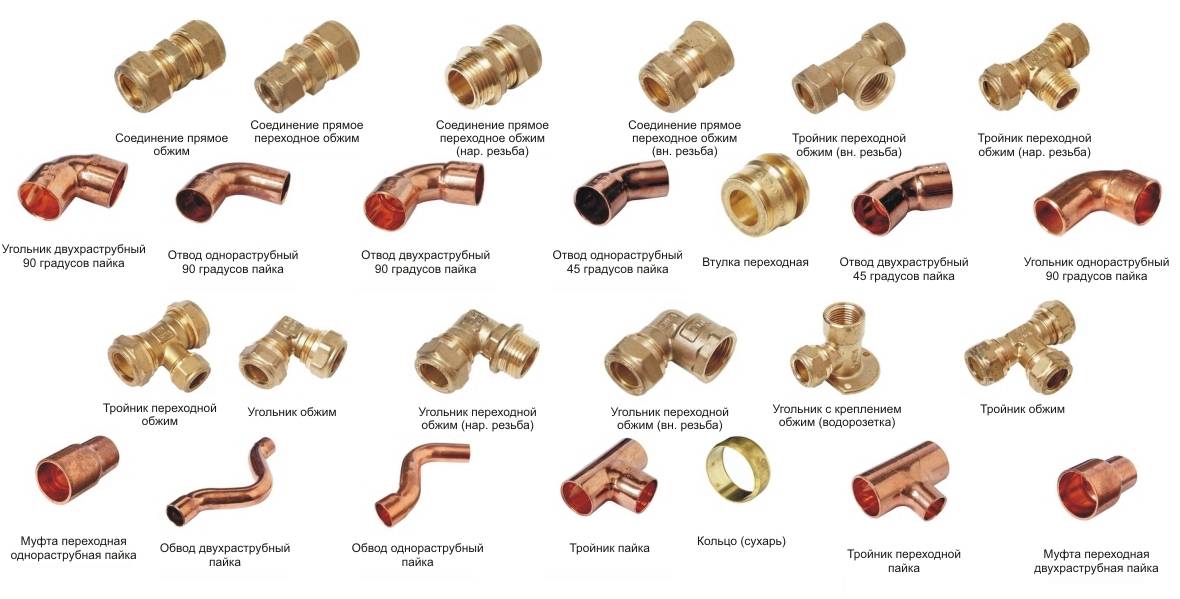
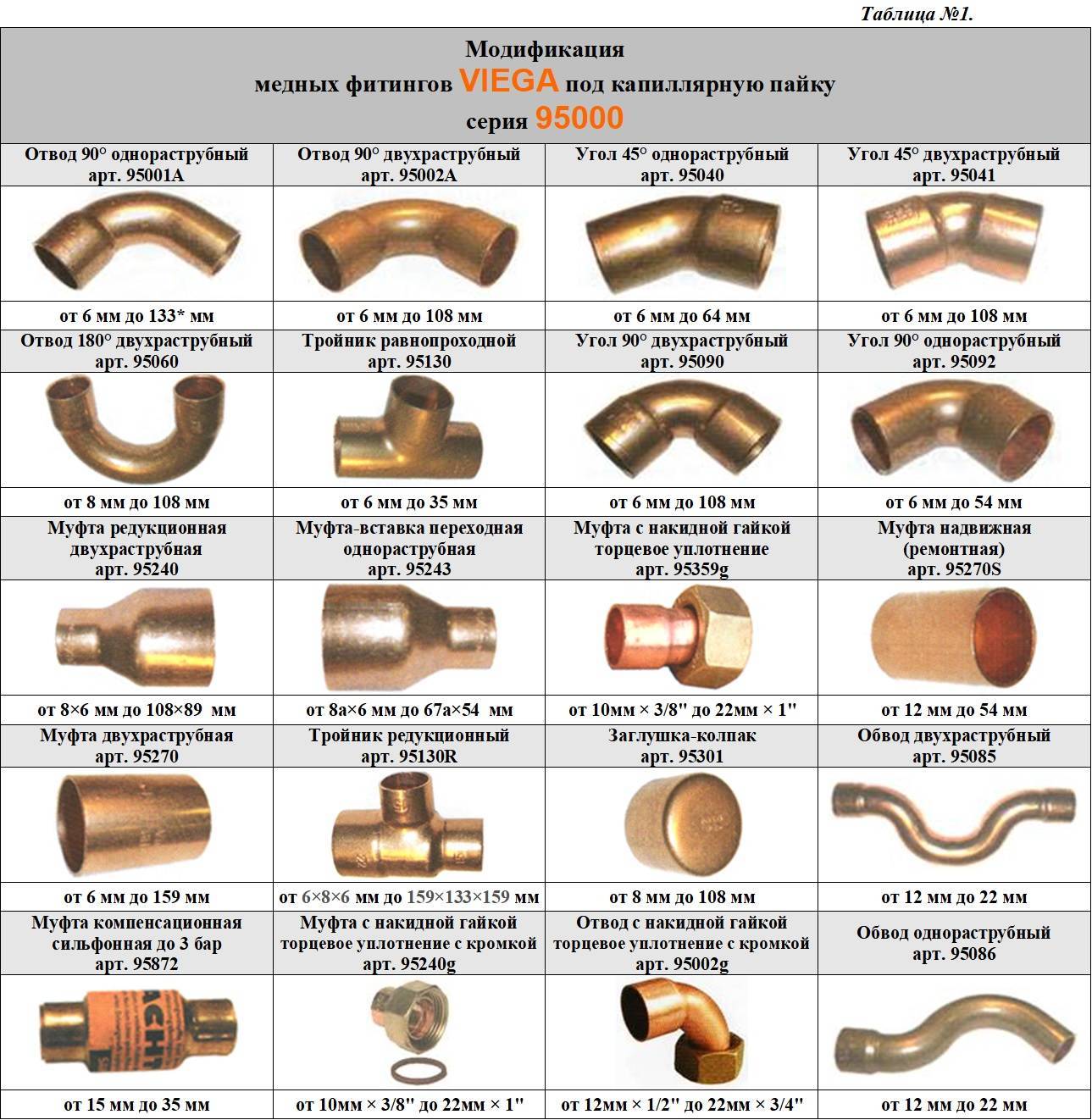
Фитинги для соединения медных трубопроводов
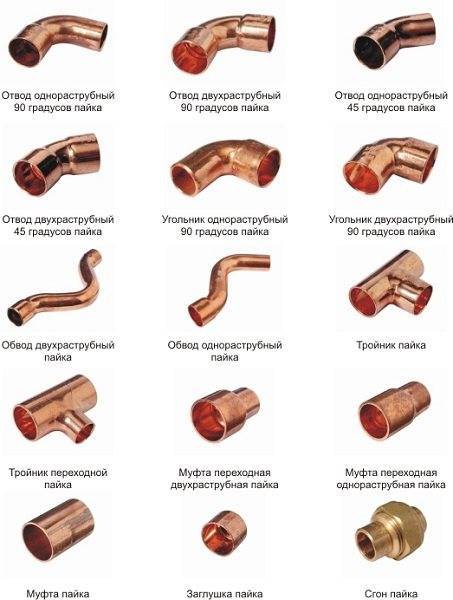
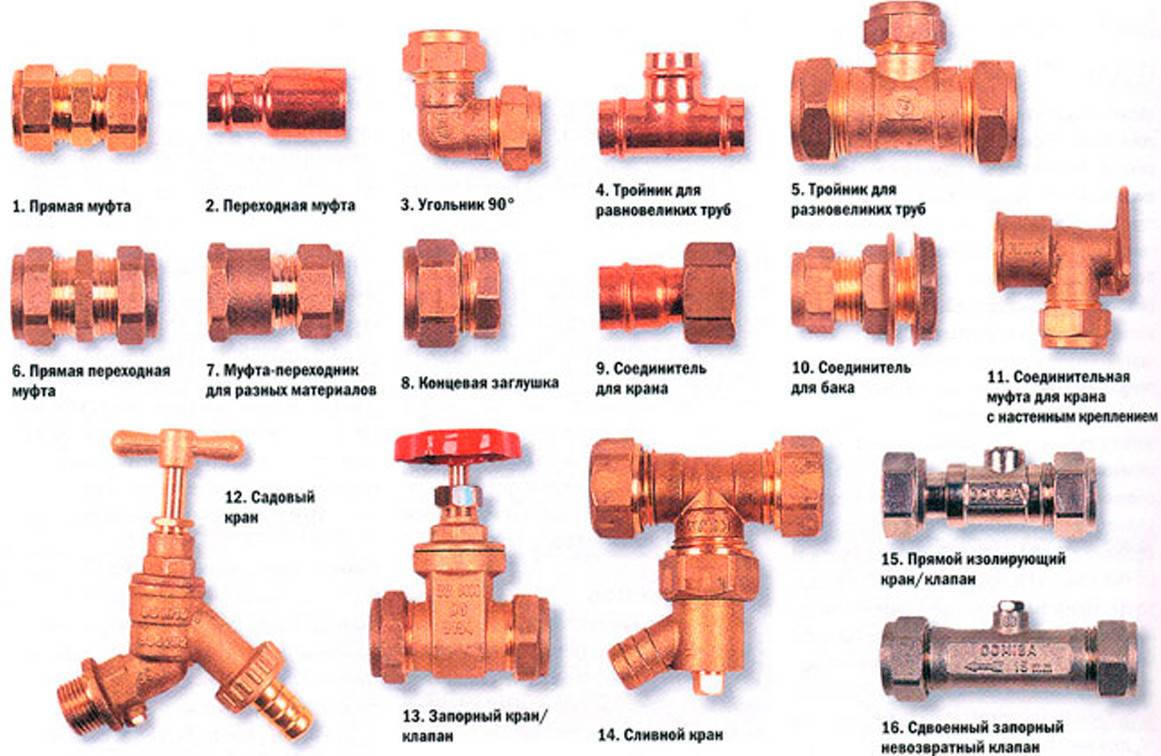
Медные фитинги — фасонные элементы, посредством которых отдельные участки трубопровода стыкуются между собой. Фитинги для медных труб выпускаются в следующих конфигурациях:
- параллельные муфты;
- тройники;
- угольники (на 45 и 90 градусов);
- крестовины.
Вышеуказанные медные фитинги могут быть одноразмерными — для соединения труб одинакового диаметра, либо переходными — для соединения разных по размеру участков трубопровода.
Фитинги под пайку
Соединительные изделия, предназначенные для стыковки методом пайки, называются капиллярными. Их внутренние стенки покрыты тонким слоем оловяного припоя — расплавленный припой заполняет зазор между стенками соединяющихся изделий и после отвердевания прочно сцепляет их между собой.
Среды качественных изделий под пайку отметим фитинги Sanha. Данная компания производит медные фитинги всех распространенных типоразмеров согласно немецким стандартам качества из сплава марки CW024A. Соединения способы выдерживать давление в диапазоне 16-40 Бар и рабочую температуру в 110 градусов.
Технология соединения медных трубопроводов методом пайки достаточно проста в исполнении:
- Стыкующиеся поверхности трубы и фитинги очищаются от загрязнений, обезжириваются и обрабатываются мелкозернистой наждачной бумагой.
- На стенки трубы наносится слой низкотемпературного флюса толщиной до 1 мм.
- Соединяющиеся элементы стыкуются между собой, после чего место стыка прогревается термофеном или газовой горелкой до температуры 400 0 на протяжении 10-15 секунд .
- Выжидается время охлаждения стыка, после чего остатки флюса очищаются ветошью.
Выполнять пайку необходимо в проветриваемом помещении, так как при плавлении припоя и флюса выделяются вредные для организма газы.
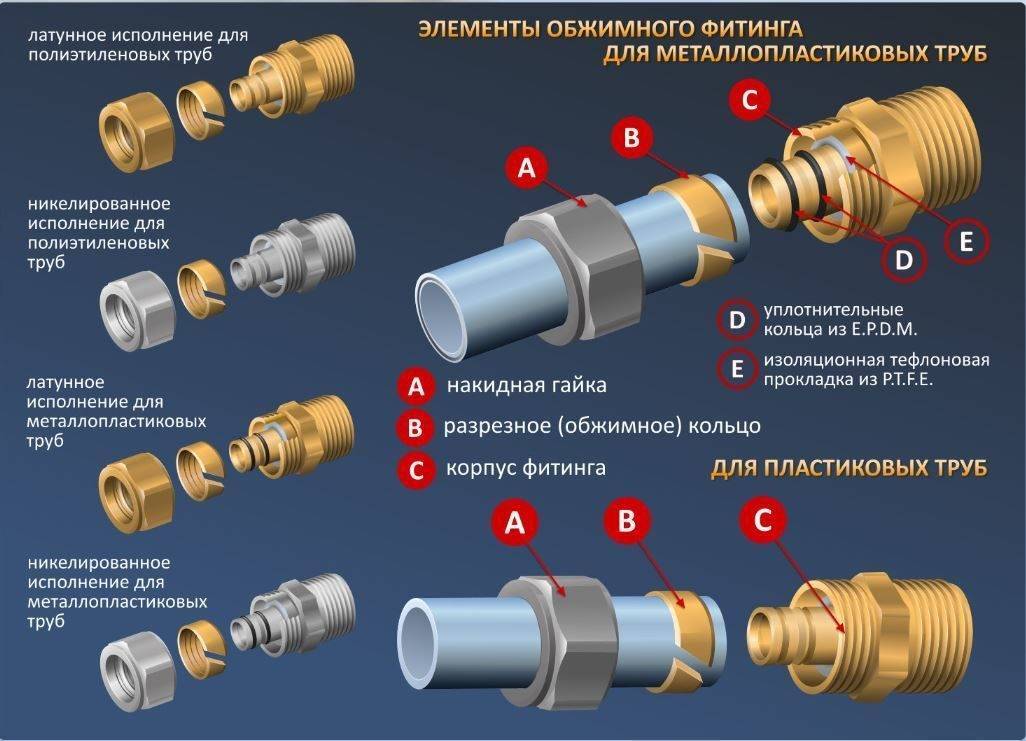
Цанговые соединения
Цанговые, они же компрессионные фитинги для медных труб, выполняют обслуживаемое, подлежащее демонтажу соединение. Все классифицируются на две группы:
- «А» — для изделий из твердой и полутвердой меди;
- «Б» — для труб из мягкой меди.
Отличаются они тем, что фитинги класса «Б» имеют внутреннюю втулку — штуцер, на которую насаживаются соединяемые участки трубопровода. Штуцер выступает в качестве опорного элемента, предотвращающего деформацию медных стенок при обжиме.
Технология монтажа соединения:
- На трубу одевается накидная гайка и разрезное кольцо.
- Кольцо размещается на расстоянии 1 см от среза.
- Труба насаживается на штуцер фитинга.
- Накидная гайка закручивается вручную до упора, после чего дотягивается с помощью разводного либо рожкового ключа.
Прессовое соединение
Для медных труб состоят из корпуса, штуцера и обжимной гильзы. Их монтаж занимаем минимум времени — стыкующиеся участки трубопровода вставляются в посадочное гнездо на фитинге, после чего гильза обжимается с помощью пресс-клещей. Данный инструмент можно взять в аренду в сантехническом магазине либо купить, цены начинаются от 3 тыс. рублей.


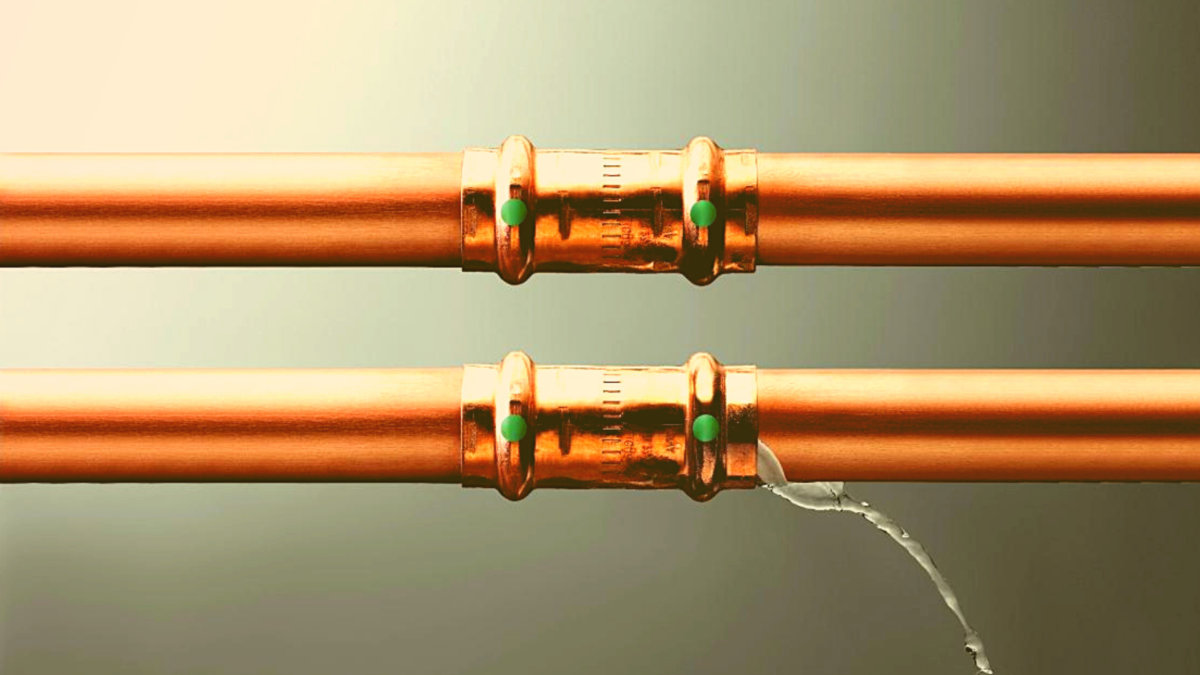




Такое соединение является необслуживаемым, в отличие от цангового стыка вы не сможете выполнить его демонтаж, не нарушив целостность фитинга. В случае протечек необходимо выполнять замену соединительного элемента. Отметим, что пресс-фитинги являются наиболее надежными и долговечными, срок их службы доходит до 30 лет.
Не смотря ни на что, медные трубы были и остаются одними из наиболее востребованных материалов для строительства трубопроводов различного назначения, наряду с металлическими, пластиковыми и изделиями других типов. Согласно ГОСТ медная труба может использоваться во многих отраслях хозяйства, что обусловлено особенностями главным образом самой меди, а также технологией бесшовного получения труб.
В данной статье будет дана общая характеристика медных труб, озвучены их свойства и некоторые особенности монтажа.
Как рассчитать вес меди
Медь имеет сплавы, которые отличаются по своему составу, а также по физическим и химическим свойствам. С теоретической стороны вес медных изделий зависит от того, какие их диаметры и толщина стенок. Согласно ГОСТ существует специальная таблица для определения веса метала. Такая таблица хороша своей простотой использования. Но для такого способа определения веса необходимо знать много исходных данных.
Таблица используется только в тех случаях, когда габариты изделия соответствуют стандартам.
Для того чтобы рассчитать вес необходимого изделия, нужно знать его удельный вес. Удельный вес изделий можно рассчитать такими способами:
- С помощью формулы;
- С помощью специального онлайн калькулятора.
Формула удельного веса медных изделий такова:
γ=Р/V,
где Р — вес однородного металла
и V- объем сплава.

Медные трубы для отопления и водоснабжения
Медные трубы для водопровода – лучшее решение вопроса водоснабжения
Трубы из меди обладают рядом особенностей, обусловленных свойствами металла изготовления и бесшовной технологией их производства. Медные трубы для водопровода лишены существенных недостатков и наиболее предпочтительны для водоснабжения.
Медный трубопровод на фитингах, собранный методом пайки твердым припоем, выдерживает максимальные нагрузки более 500 атм и температуру до 600 °С. Многие материалы при понижении температуры становятся ломкими. Медь является исключением – прочность и пластичность этого металла с падением температуры возрастают.
Это свойство обеспечивает допустимость многократного замораживания и размораживания труб из меди (в зависимости от твердости изделий до 3 раз). Даже если происходит авария, то только в одном месте, в отличие от стальных трубопроводов, у которых порыв распространяется по всей трубе.
Поэтому ликвидация последствий заморозки медных изделий не представляет большого труда, а стальную систему необходимо заменять полностью.
Медные трубы просты в механической обработке и очень технологичны на любом участке прокладки: при прохождении отверстий, огибании углов и иных препятствий, монтаже аппаратуры, монтировании отвода на уже готовом трубопроводе.
Для всех работ необходим нехитрый механизированный и ручной инструмент.
Во время испытаний всегда происходил разрыв в теле трубы, и никогда не нарушалась герметичность мест соединения, в том числе обслуживаемых. Капиллярная пайка позволяет производить быстрый и простой монтаж.
Ее преимущества особенно очевидны при сопоставлении со сваркой, требующей повышенной аккуратности и тщательности в работе с пластиковыми трубами, либо громоздкого оборудования в случае систем из стали.
Кроме соединений высокой долговечности и надежности (прессование, пайка, сварка), есть и не требующие специальных навыков и инструментов – с помощью фитингов для быстрого монтажа при авариях, а также в безнапорных системах (самофиксирующиеся, компрессионные и так далее).
Это обеспечивает оперативность и гибкость в работе монтажника. Нарезать резьбы на трубах из меди запрещено, но комбинированные фитинги позволяют произвести простой переход на резьбу посредством прессования или пайки.
Медный трубопровод допустимо замоноличивать в стены и пол, если использовать изделия в изоляции, гофро-трубе, оболочке, где предусмотрено тепловое расширение, обусловленное колебаниями температуры подаваемой воды, либо смонтировать в коробе.
Обслуживаемые соединения запрещается замоноличивать без обеспечения доступа к ним. При открытой прокладке медные трубы очень эстетичны, допускают окраску, но требуют такого расположения, которое предотвращает риск случайного повреждения.