Самостоятельное сгибание алюминиевой трубы
Вначале определяют, трубу какой марки, диаметра и толщины стенок требуется согнуть. Если подобную процедуру требуется проводить время от времени, то лучше сразу обзавестись ручным трубогибом, благо, в продаже имеется огромный выбор различных моделей данного приспособление.
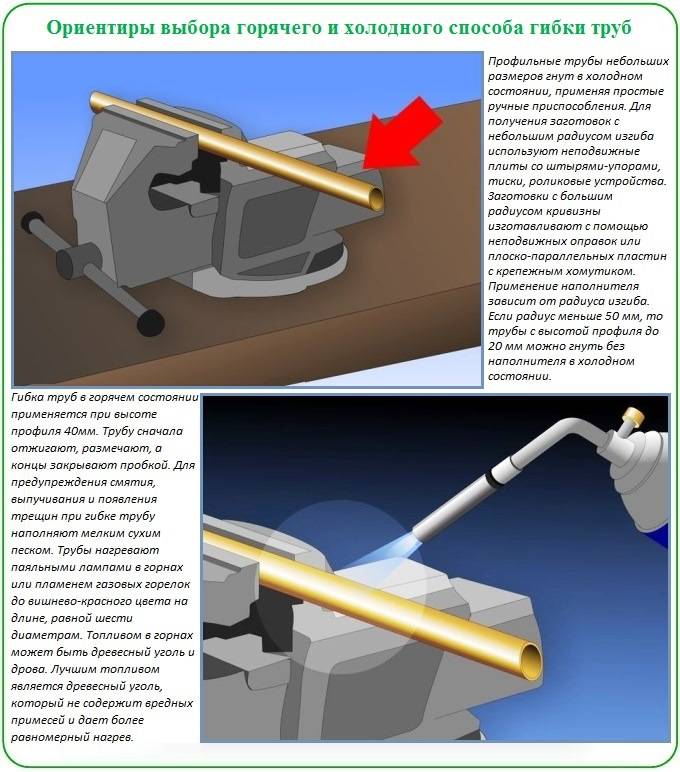
Кроме того, существуют и другие методы гибки труб в домашних условиях, особенно если речь идет о разовых мероприятиях:
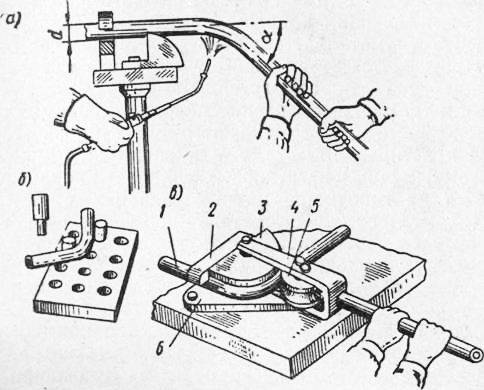
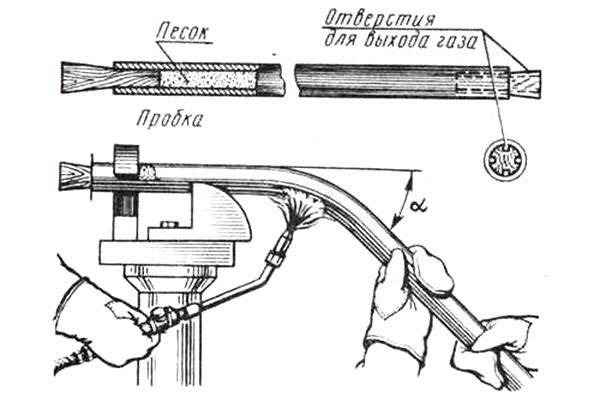
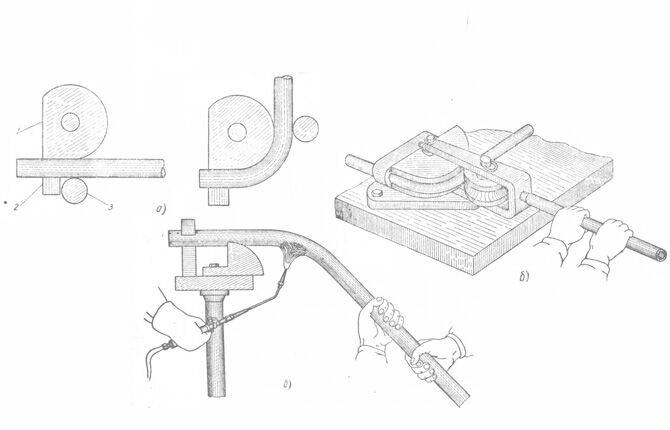
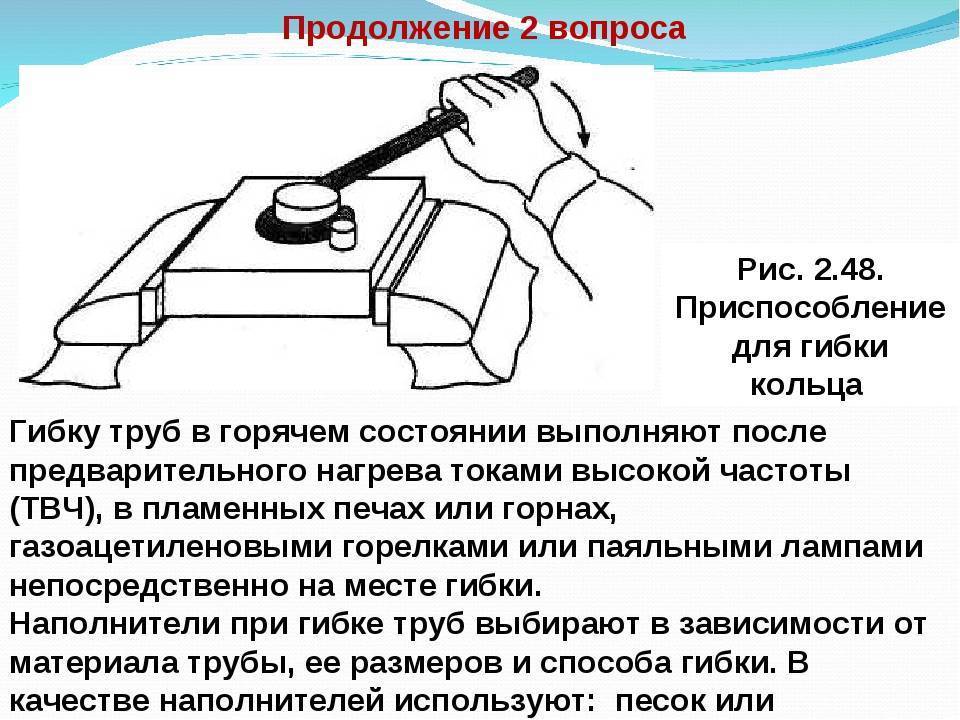
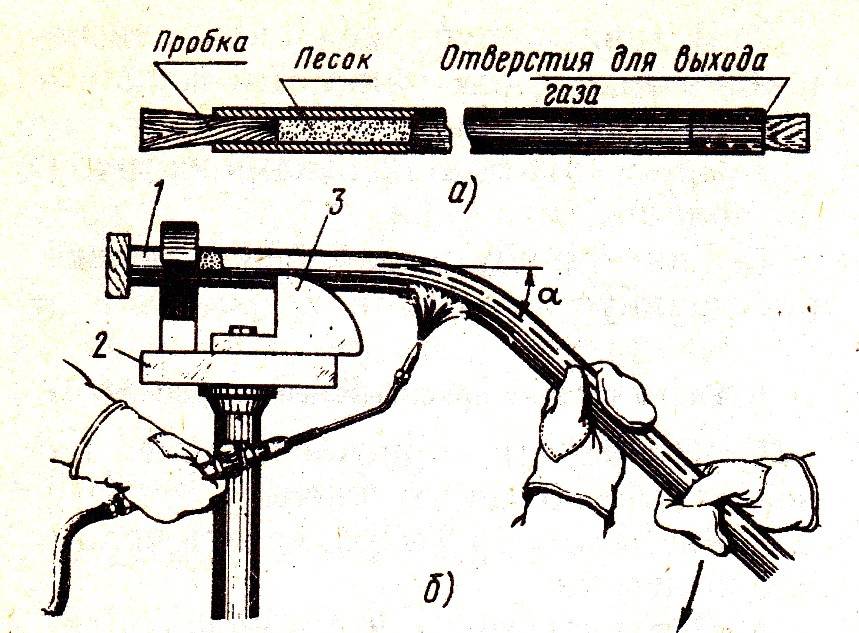
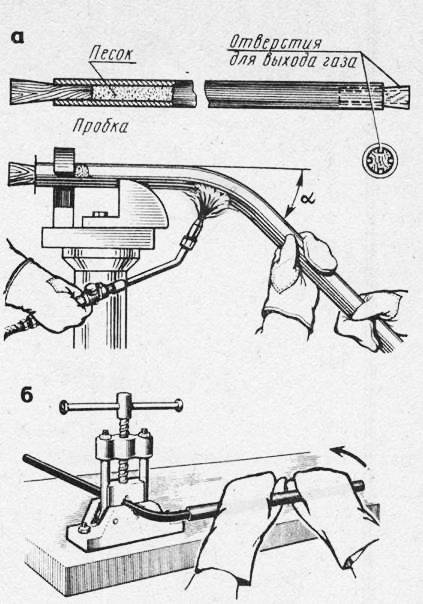
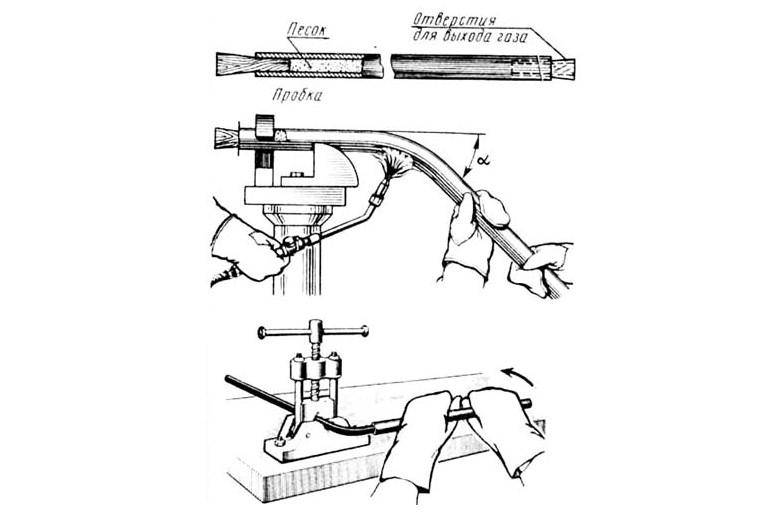
Перед тем, как загнуть алюминиевую трубу в домашних условиях, в нее забивается сухой, мелкий, просеянный песок. На концы заготовки требуется одеть заглушки в виде чопов, после чего проводится медленное сгибание заготовки. Это можно делать даже вручную, однако один конец для удобства лучше закрепить хомутом. После того, как заготовка согнута, с нее высыпают песок: он необходим для сохранения округлой формы трубы. Если работа проводится в зимнее время, вместо песка можно использовать замороженную внутри воду. По окончанию процедуры деталь помещается в теплые условия для оттаивания льда.
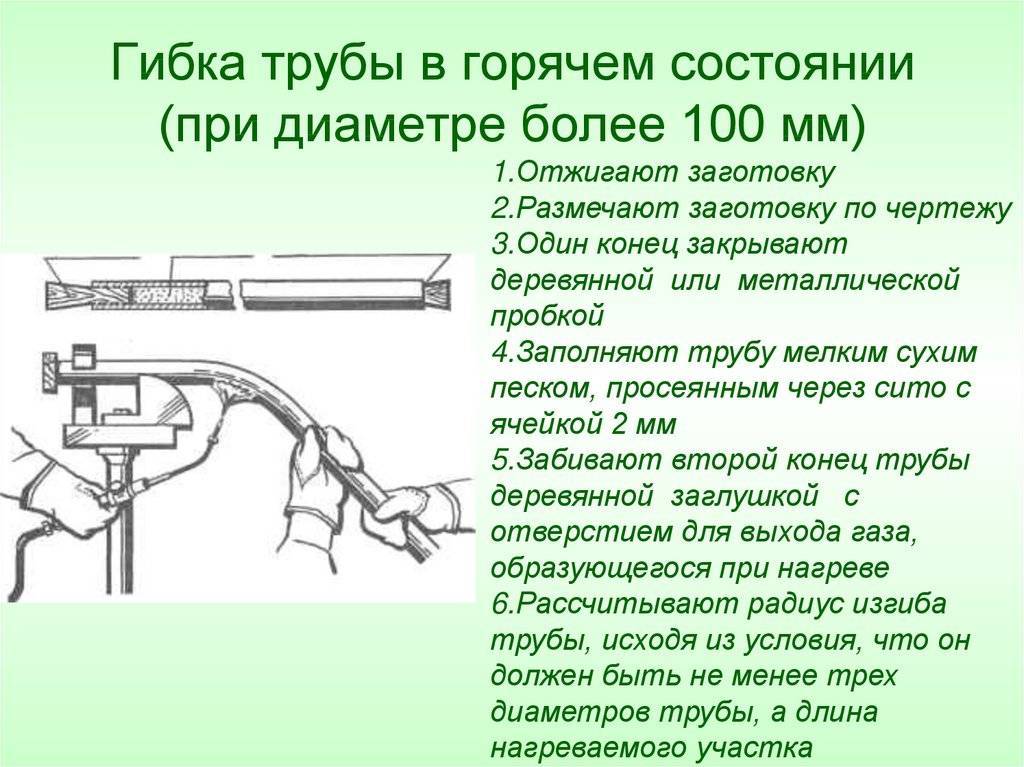
Если требуется согнуть трубу со слабым уровнем пластичности (из дюралюминия), то при использовании способа с песком потребуется также наличие газовой горелки. Один конец трубы в таком случае зажимают в тиски, горелка же служит для равномерного разогревания участка изгиба до температуры +250 градусов. Для проверки оптимальности нагревания к трубе подносится кусок бумаги: появления дыма будет знаком готовности изделия к последующему изгибанию
При его проведении важно не спешить. Многократное нагревания того же участка трубы недопустимо.
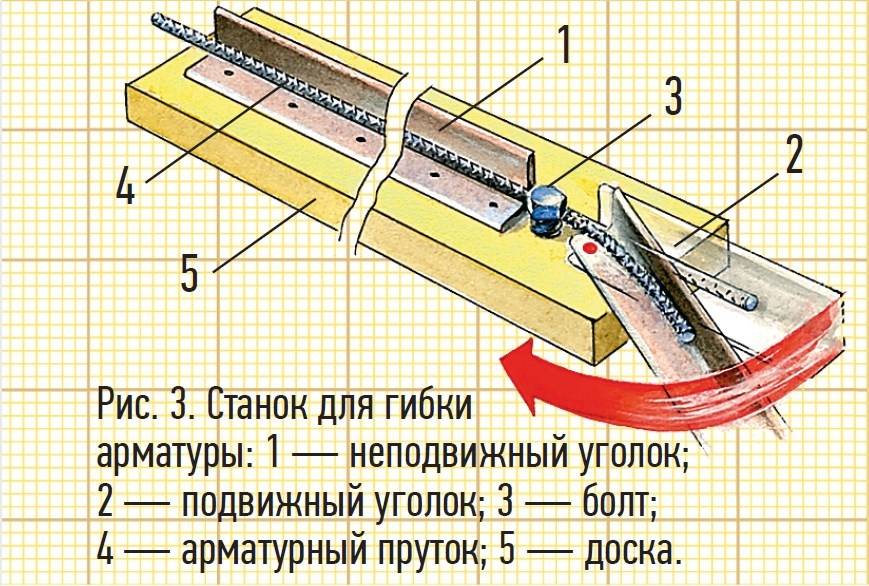
В этом случае вначале происходит изготовления из древесины полукруглого шаблона, толщина которого должна превосходить диаметр заготовки
Сообщив ему нужный радиус изгиба, заготовку закрепляют на плоскости при помощи струбцин и болтов. Впритык к шаблону крепят доску, имеющую идентичную толщину и уклон: важно добиться хорошей плотности укладки трубы между ними. Заложив один конец трубы к направляющей доске по касательной относительно полукруга, вторым ее концом нужно проводить загибающие движения вокруг шаблона. Таким образом можно гнуть пластичные трубы диаметром до 40 мм на довольно значительные радиусы.
После того, как в трубу засыпан песок, она кладется двумя концами на две устойчивые опоры: место сгиба должно провисать. Этому участку и сообщается нужный радиус при помощи резиновой киянки. Особенно удобно таким образом изгибать квадратные алюминиевые трубы.
Участок заготовки, где проводится сгибание, изнутри оснащается пружиной из стали: на ее конец привязывается проволока. После приобретения трубой нужной формы пружину вытаскивают за эту проволоку. При необходимости, место сгибания можно разогреть.

Проводя подобные операции, важно помнить, что гибка ведет к изменению длины трубы, поэтому нужная длина участка выставляется уже после его сгибания. В целом, согнуть алюминиевую трубу в домашних условиях вполне возможно, главное подобрать для этого нужный инструмент, и строго следовать рекомендациям
Какие марки листового алюминия можно подвергать гибке
Современные производства выпускают несколько разновидностей листового алюминия, отличающегося своими физическими свойствами и пластичностью. Наибольшую популярность получили следующие виды алюминиевого листа:
- Отожженный (маркировка М). Представляет собой очень мягкий сорт алюминия, имеющий высокую пластичность и широкие деформационные возможности. К его недостаткам можно отнести то, что такой лист может легко порваться, если приложить слишком большую силу.
- Полунагартованный (маркировка Н2). По сравнению с сортом М имеет большую жесткость, но сохраняет свои пластичные свойства. Гибка листового алюминия сорта Н2 может выполняться за один проход свыше угла 90°. Повышенная жесткость такого листового алюминия позволяет предотвратить появление вмятин на его поверхности. Широкое применение он получил при выполнении облицовочных работ.
- Нагартованный (маркировка Н). Этот сорт алюминия получается методом холодного уплотнения, когда готовый листовой алюминий дополнительно пропускают через валы специального станка. В результате материал приобретает повышенную прочность, выдерживая серьезные нагрузки без деформации поверхности. Может гнуться в пределах 90°.
- Закаленный или естественно состаренный (маркировка Т). Является наиболее твердым сортом листового алюминия. Обладает высокими прочностными характеристиками, но довольно сложен в обработке. Гибка листового алюминия марки Т на холодную под углом 90° может стать причиной появления трещин. Из этого сорта металла делают детали и узлы, на которые в процессе эксплуатации возлагается очень большая нагрузка.

Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Сплавы алюминиевого листопроката принято классифицировать следующим образом:
- Технические сплавы с маркировкой 1105 и ВД1 – легко гнутся и обладают малым удельным весом листа.
- Алюминиево-магниевые сплавы с маркировкой АМГ – хорошо гнутся и устойчивы к воздействию кислот. Сделаны из легированного алюминия с добавлением магния и марганца. Основная сфера применения: баки и емкости, детали яхт и других плавательных средств.
- Пищевые сплавы с маркировкой А5 и АД – представляют собой нагартованный, полунагартованный или отожженный сорт металла.
- Сплавы повышенной пластичности с маркировкой АМЦ – материал, созданный для изготовления деталей сложной формы (автомобильные радиаторы и пр.).
- Дюралюминий с маркировкой Д – является высокопрочным сортом алюминия, способным выдержать значительную силу воздействия без изменения поверхности материала. Не способен гнуться. Чаще всего используют для изготовления изделий путем штамповки.
- Особо прочные авиационные сплавы с маркировкой В – разработаны специально для изготовления деталей авиастроительной и автомобильной промышленности, где на изделие ложится высокая степень нагрузки. Гибка листового алюминия марки В осуществляется при помощи специального метода прессования и штамповки.
В ГОСТе 21631-76 вы можете более подробно изучить особенности и технические характеристики существующих разновидностей алюминиевого листового проката.
Обработка изделий в домашних условиях без инструмента
Как согнуть трубу своими руками, когда станка и инструмента нет, а покупать нецелесообразно? Обработать деталь дома или в гараже без трубогиба тоже можно, воспользовавшись следующими приемами:
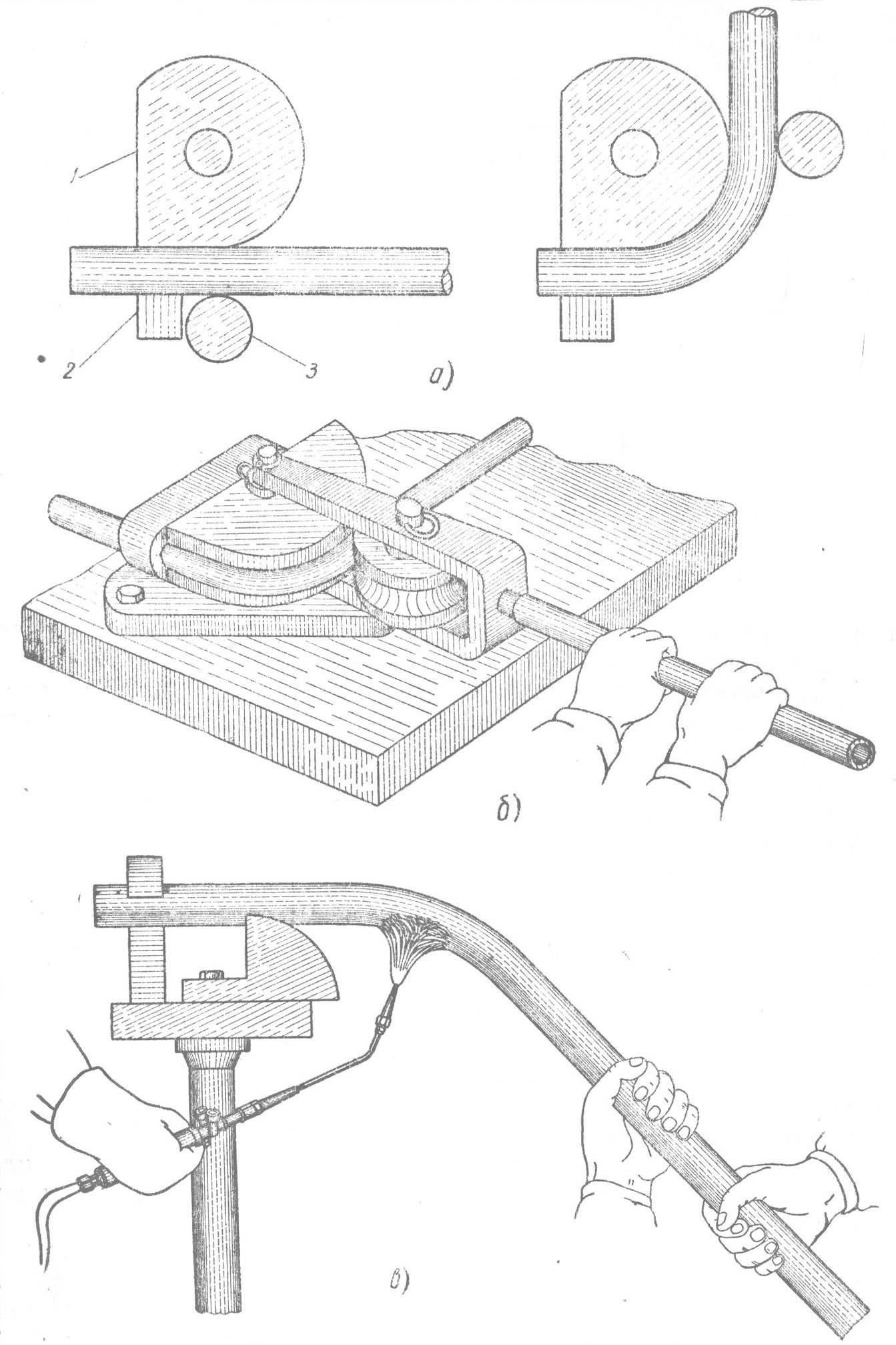
- Чтобы уменьшить хрупкость алюминия и силу нагрузки, участок сгиба нагрейте при помощи обычной газовой горелки. Понять, что деталь готова к деформированию поможет обычная бумага. Ее надо расположить над нагреваемой зоной и подождать, пока не задымится – это сигнал к началу изгибания. Такой способ не годится для анодированного алюминия.
- Для обработки заготовки воспользуйтесь шаблоном с требуемым радиусом изгиба. Его легко выточить из дерева, пропитанного креозотом. Исходный элемент разместите на шаблоне и тщательно закрепите. Возьмите резиновый молоток и несильными ударами придайте необходимую форму сгиба.
Деревянный шаблон
- Трубку из алюминия с небольшим диаметром (15 – 20 мм) можно обработать без инструмента, надев на внешнюю поверхность стальную пружину. Во внутрь заготовки насыпьте песок и вставьте металлический прут. Взявшись за концы стержня, произведите обжим по шаблону.
- Заполните трубку песком, концы заготовки закрепите на двух опорных плоскостях. Резиновым молотком сформируйте изгиб в зоне, находящейся на весу. Способ хорошо подходит для заготовок с прямоугольным сечением.
Таким образом, при необходимости сделать ремонт дома или самостоятельно изготовить элемент декора из алюминиевых труб, каждый сможет изогнуть детали своими рукам.
Гибка профиля в домашних условиях
Наверняка те, кто регулярно занимается ремонтами, задавались вопросом, как согнуть алюминиевый профиль без дорогого оборудования. Ниже рассмотрено несколько способов выполнить работу своими руками.
Способ 1. Тиски и бруски
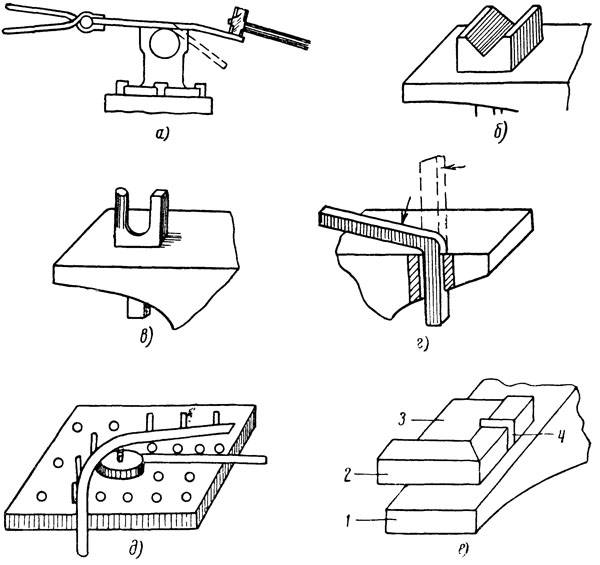
У незамкнутых профилей (например, П-образных) потребуется предотвратить потерю устойчивости стенок. Для этого необходимо использовать брусок-вкладыш, желательно, металлический, точно входящий в желоб паза. Последовательность действий мастера такова:
- положить вкладыш внутрь профиля;
- зажать заготовку в тисках так, чтобы края вкладыша и губ тисков совпадали;
- слегка изогнуть профиль;
- разжать тиски и выдвинуть профиль на полмиллиметра;
- повторить два выше описанных шага, пока не получится требуемый гнутый профиль.
Способ 2. Самодельные ролики
Простейший способ создать аналог профилегибочного станка подразумевает следующие действия:
- купить 2-4 ролика небольшого диаметра с шириной, чуть превышающей высоту профиля-заготовки;
- закрепить изделие на ровной горизонтальной поверхности так, чтобы они могли свободно вращаться, а расстояние между ними было достаточным для прохождения профиля.
Вот и все. Чтобы загнуть заготовку в круг, будет достаточно двух роликов; для получения изделия определенного радиуса — минимум трех, причем один из них лучше сделать регулируемым, по аналогии с профилегибочными станками. Изделие из металла вставляется между роликами и аккуратно прокручивается. Пользователь контролирует прилагаемое усилие, ход работы и придерживает заготовку.
Особенности гибки алюминия
Гибка алюминия проводится двумя способами:
- Свободное сгибание — часто используемая технология сгибания алюминиевых деталей. При использовании этой технологии между металлическим листом и пуансоном присутствует воздушный зазор.
- Калибровочное сгибание — представляет собой метод изменения формы металлической детали, при котором между заготовкой и пуансоном нет воздушного зазора.
Прежде чем начинать работать с алюминием нужно выбрать технологию. Жестянщики рекомендуют свободный метод сгибания. Он имеет сильные и слабые стороны. Преимущества:
- приложение малых усилий при изменении формы заготовки;
- возможность сгибать металлические детали большой толщины;
- малая стоимость станков для проведения работ;
- возможность изгибать заготовки под разными углами.
Недостатки:
- При сгибании металлических заготовок малой толщины возникают сложности с выставлением точного угла.
- Невозможность работать с изделиями сложной формы.
Как изгибать детали из дюралюминия и силумина?
При попытке согнуть алюминий марки Д16Т (дюралюминий) и силумин листы могут трескаться. Чтобы сохранить целостность металлического листа, нужно провести предварительную термообработку. Для этого заготовка из дюралюминия разогревается до появления красного оттенка. Помещение должно быть тёмным, чтобы увидеть изменение цвета и не перегреть сплав. После нагревания нужно дать металлу остыть при комнатной температуре. Далее можно сгибать лист без боязни повредить его.
Гибка алюминия считается простым технологическим процессом, который требует знания некоторых особенностей. Если знать разновидности этого металла и использовать правильное оборудование можно избежать нарушения целостности металлических заготовок.
Изгибание труб без радиуса
Создавая пространственный каркас, проектировщики сталкиваются с необходимостью изготовления элементов, в которых нужно создать детали, где участки труб соединяются между собой под прямым углом (90 градусов) или под острым углом (45 градусов, например). Можно нарезать отрезки, а потом сварить их между собой. Однако вопрос можно решить и иначе:
- Произвести разметку для будущего выреза.
- Произвести вырез лишнего металла.
- Выполнить гиб, соединяя кромки произведенного реза. Сварить металл по кромкам.
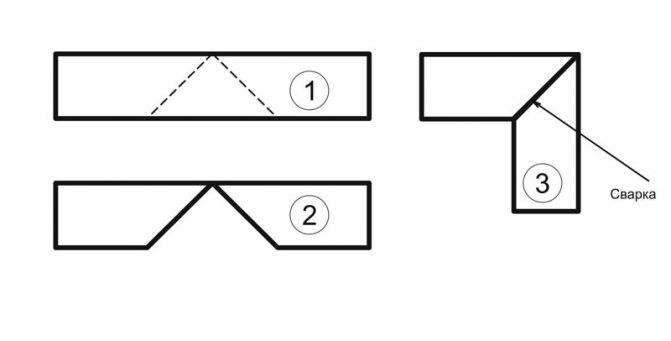
Схема техпроцесса изгиба под прямым углом с подрезкой: 1 – разметка; 2 – вырезание излишков металла; 3 – сгибание и сварка кромок
Такой способ позволит получить достаточно прочную деталь, в ней часть металла остается целой.
Если не выполнять подрезание, то излишкам металла деваться некуда. Получается непривлекательный вид изделия.




Прямой гиб профильной трубы без подрезки
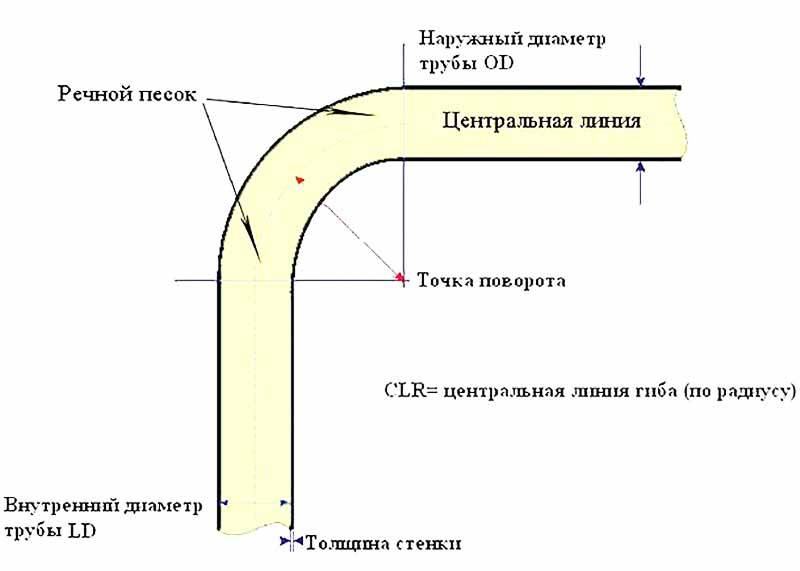
В чем причина подобного явления? Чтобы понять, как происходит простое изгибание, следует рассмотреть схему.
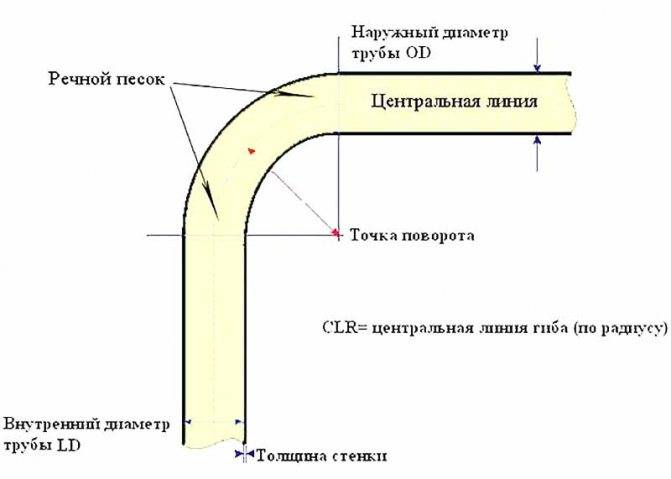
Схема формирования изгиба в трубах
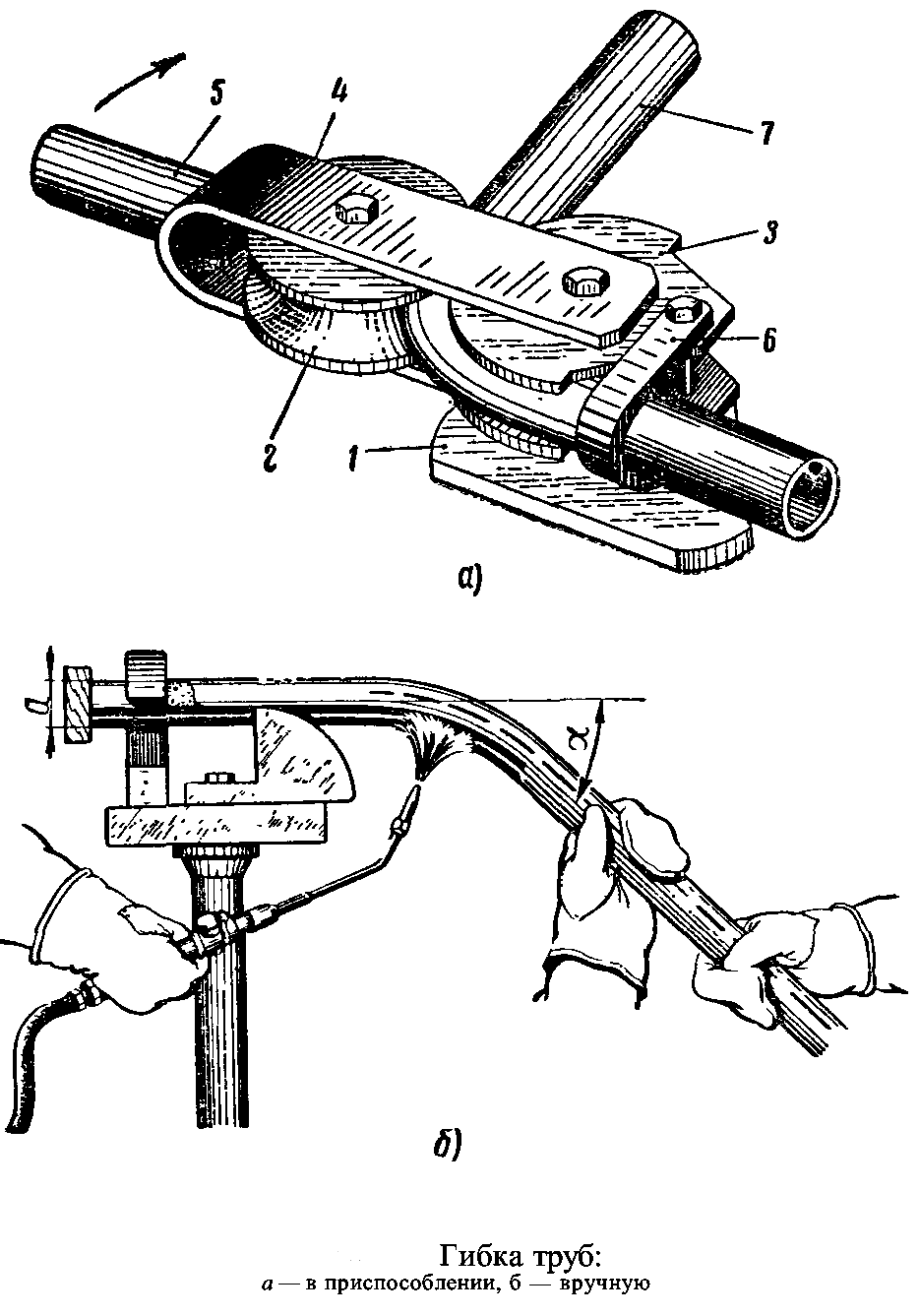
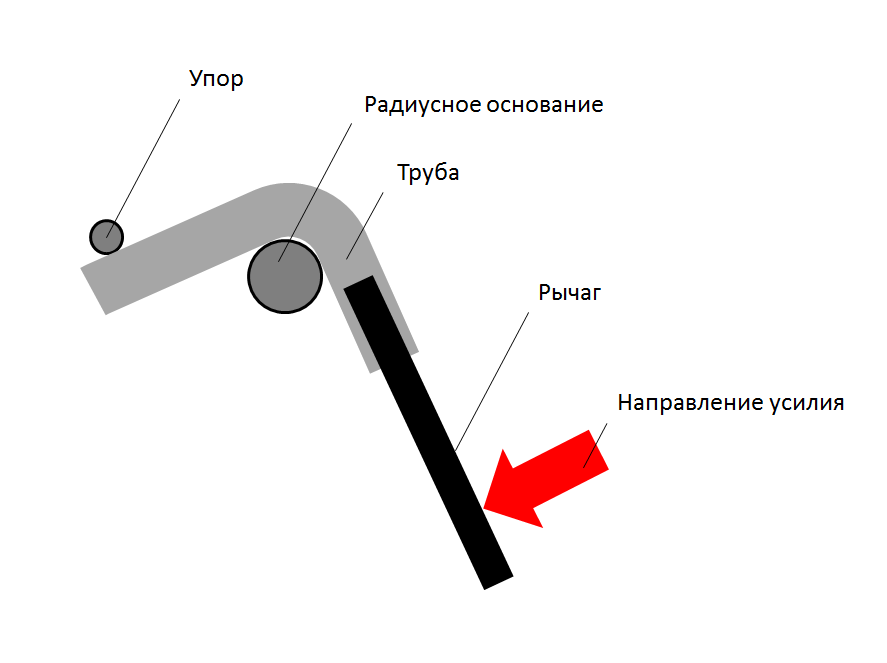
Если имеется подходящая оправка, выполняется гиб:
- Один конец закрепляется неподвижно.
- Поверхность заготовки прислоняется к базовой поверхности, относительно которой будет производиться перемещение второго конца.
- Прилагается усилие, и выполняется формирование новой поверхности.
Сферы применения
Алюминий практически не требует технического обслуживания. Благодаря своим достоинствам трубы из этого металла широко используются в производстве, строительстве и других отраслях:
- Производство мебели, рекламного, торгового оборудования.

Применение алюминиевых труб
- Перилла, ограды, беседки и прочие конструкции на загородных территориях и прилегающих к частным домам участках.
- Сельское хозяйство. Благодаря высокой сопротивляемости воде и износостойкости, алюминиевый металлопрокат активно применяется при монтаже дренажных систем. Сельскохозяйственные культуры также не оказывают негативного воздействия на этот металл.
- Гнутая труба используется в сборке конструкций с навесными фасадами.
- Элементы буровых вышек сконструированы из алюминиевых деталей. Благодаря высокой пропускной способности риск появления заторов в системе сводится к нулю. Металлопрокат из алюминия долгое время выдерживает агрессивное воздействие углеводородов.
- Прокладка канализационных систем. Сточные воды и др. активные вещества не действуют на рассматриваемый металл.
- Детали из алюминия часто применяют в вентиляционных системах, так как им легко придать нужную конфигурацию, несложно разрезать болгаркой.
Кроме перечисленных сфер, трубы из алюминия в изделиях выполняют декоративную функцию: решетки, витринные каркасы, обшивка стен.

Элементы декора
Чем поможет трубогиб
Трубогиб – общее название специальных устройств с различным принципом действия, применяемых для ручной или станочной гибки труб и профильных, и круглых, как в домашних условиях, так и в профессиональных мастерских.
С помощью ручного трубогиба гнут алюминиевые пластичные тонкостенные изделия с малым диаметром. Среди них:
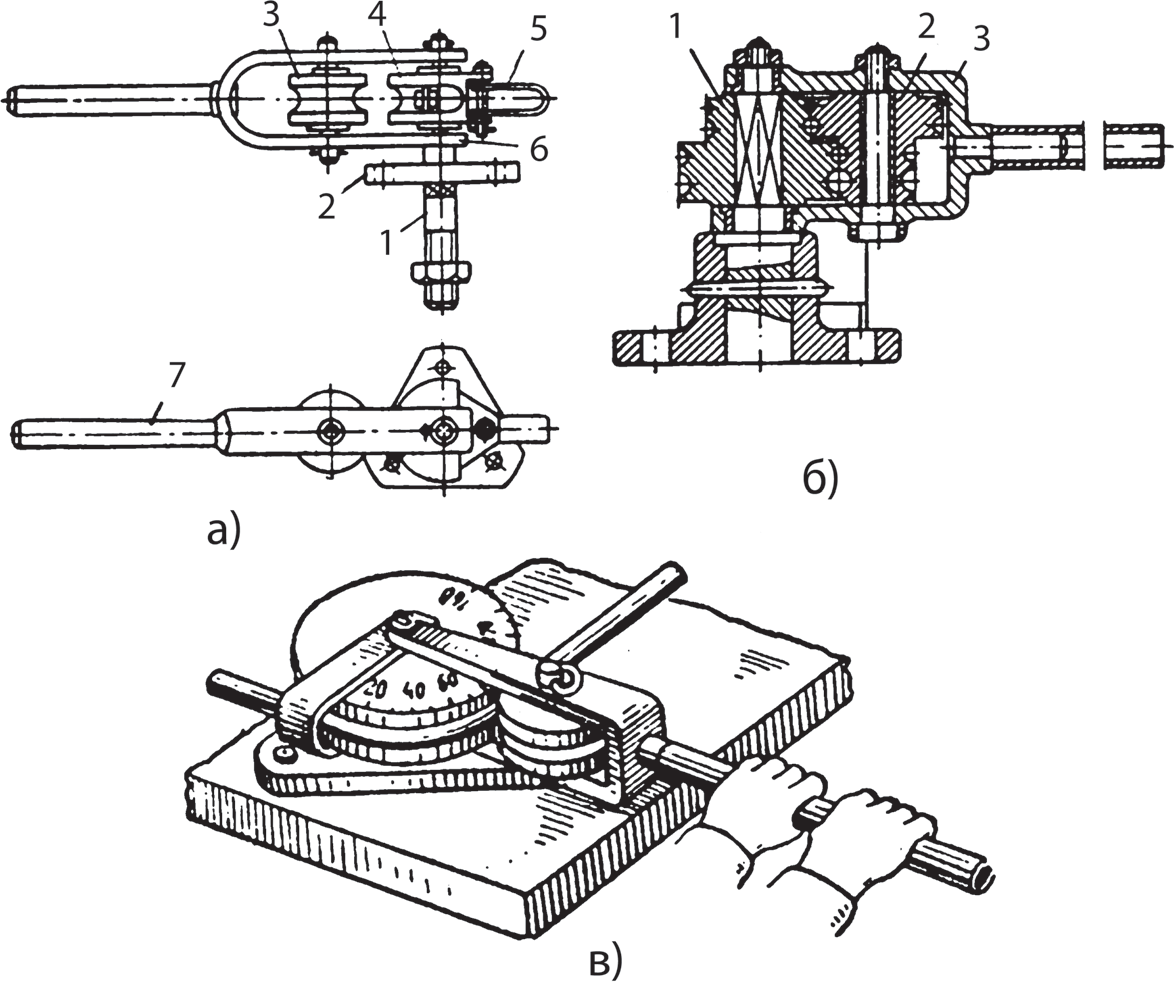
- рычажный трубогиб (станок Вольнова) – заготовка закладывается в форму, где под воздействием рычажной силы изгибается без нагревания. Форма сделана под определенный диаметр;
- арбалетный трубогиб – заготовка закрепляется в конструкции, где гнущий сегмент продавливает середину трубы в противоположную концам сторону;
- пружинный трубогиб – в трубу закладывается пружина, необходимого диаметра, и после нагревания заготовки, либо холодным способом производится изгиб, после чего пружина вынимается.
Станочная гибка призвана сгибать заготовки разнообразных диаметров и форм с минимальным риском повреждения. Это электромеханические и гидравлические механизмы, обеспечивающие точный результат сгибания согласно заданным параметрам. Такое оборудование обеспечивает следующие методы изгибания:
- метод проталкивания – сгибание путем толкания алюминиевой трубы (Ø до 100мм) между роликами трубогиба, где один из роликов выполняет функцию отклонения. Изгиб получается дугообразный с минимальным радиусом искривления (радиус изгиба равен диаметру трубы, умноженному на 6);
- метод проката – сгибание путем прокатывания алюминиевой трубы (Ø от 10мм до 100мм) через гибочные ролики, которые подбираются строго под диаметр изгибаемого изделия. Такую операцию можно выполнить с помощью трехвалкового трубогиба, который выполняет сгибание кольцом, спиралью, дугой. Используется как для круглого, так и для прямоугольного профиля. Прокатывание проделывают несколько раз;
- метод обкатывания – сгибание путем воздействия обкатной головки трубогиба. Шар головки прогибает трубу под давлением, а где нет давления, труба прогибается в противоположном направлении. Нагревание не применяется. Во избежание сжатия заготовки минимальный радиус изгиба должен быть равен 3 радиусам трубы;
- метод сгибания давлением — сгибание путем прессовки штампами (деформация извне) или гидроформованием (деформация изнутри путем подачи воды или масла в трубу под давлением, изделие выгибается в границах формы).

Трубогиб даже самой простейшей конструкции в разы снижает риск порчи заготовки при гибке
Технология сгибания
Существуют следующие технологии изгиба:
- Исходную заготовку обрабатывать на трубогибочном станке с эластичным дорном, например, резиновым.
- Согнуть трубку диаметром до 20 мм можно за один переход использовав устройство для холодного сгибания.
- Если необходимо обработать более сложный пространственный контур или трубу большего диаметра, заготовки подогревают. Используются резиновые или составные дроны.
- Уменьшение зоны с растягивающими напряжениями. Для этого применяется перемещающийся ролик.
Изгиб деталей в одной плоскости может иметь вид:
- утки;
- скобы;
- отвода;
- калача.
Трубки с двумя изгибами в 135º – утка, если сгиба 3 (центральный угол прямой, крайние – 135º) – скоба, в 45º – 135º – отвод, а в виде полуокружности – калач.
Какой бы вариант обработки заготовки не применялся, главное – избежать дефектов в процессе изгиба. Это достигается правильным выбором способа и инструмента.

Калач
Защита от овализации

Основные способы холодной гибки оцинкованной трубы предусматривают меры, позволяющие загнуть заготовку, максимально сохранив форму её поперечного сечения. Обычно для этого используется одни из двух способов:
- Использование мер, позволяющих сохранить форму сечения изнутри (применение внутреннего ограничителя).
- Использование наружного ограничителя для предотвращения расширения боковых стенок.
Жёсткие материалы в качестве наполнителя лучше сохраняют форму, поэтому они чаще используются. Но благодаря применению упругих наполнителей происходит меньшее растяжение наружной поверхности изгиба.
Процесс гибки
Для настройки профилегибочного станка вне зависимости от количества обычно требуется 2-3 профиля. Толщина стенки, срок хранения алюминиевого профиля, состояние его поставки и геометрические характеристики профиля — все эти показатели влияют на возможность гибки профиля с тем или иным радиусом и на последующее качество дуги. Минимальный радиус зависит также и от ширины профиля. Для качественного системного профиля шириной от 45 до 50 мм можно достичь минимального радиуса от 150 до 175 мм. Ролики должны свободно скользить по полкам профиля, в противном случае профиль может скручиваться, этот факт учитывается при установке прижима. Поверхность роликов должна быть чистой во избежание получения задиров и царапин на обрабатываемом профиле. Ввиду того, что заготовка профиля покрыта маслом, вместе со смазкой на стенки роликов попадают пыль и песчинки, которые царапают поверхность профиля. Так же, во время гибки неокрашенного профиля силой трения могут отрываться от плакирующего слоя алюминия (тонкого слоя чистого алюминия) частицы окиси алюминия, которые размазываются по деформируемой поверхности и царапают стенки профиля и роликов. Поэтому в процессе гибки периодически протирают ролики чистой ветошью и счищают с них накопившуюся грязь. Основной показатель качества согнутого профиля — сохранение постоянного сечения, отсутствие гофры металла на внутренней кромке профиля, параллельность лицевых стенок профиля, недеформированные пазы под установку штапика и уплотнителя.
Как работать с трубогибом в домашних условиях
Трубогибами называют специальные механизмы, для которых характерен различный принцип действия. С их помощью реализуется ручная и механическая гибка труб профильного и круглого сечения в условиях производства или дома.
Существуют следующие виды ручных трубогибов, подходящих для сгибания пластичных тонкостенных изделий из алюминия, обладающих малым диаметром:
- Рычажный. Этот механизм еще называют станком Вольнова. Для закладки заготовки в нем предусмотрена специальная форма. Сам процесс сгибания не требует нагревания трубы, и осуществляется рычажной силой. Форма соответствует определенному диаметру.
- Арбалетный. Конструкция, в которой закрепляют заготовку, оснащена гнущим сегментом, осуществляющим продавливание середины трубы с противоположной от концов стороне.
- Пружинный. Перед изгибанием труба оснащается пружиной, которую закладывают внутрь изделия. Далее заготовку могут разогревать, или применять холодный метод сгибания. По окончанию процедуры пружину необходимо извлечь.

При помощи станочной гибки существует возможность решения вопроса как согнуть, и как выпрямить алюминиевую трубку самого различного диаметра и формы. Риск ее повреждения сведен практически к нулю.



Данные механизмы могут иметь электромеханический или гидравлический принцип работы, что гарантирует получение точного результата работы, согласно выдвигаемым требованиям. Также есть способы, как загнуть трубу без трубогиба, что весьма удобно, когда под рукой нету необходимого инструмента.
https://youtube.com/watch?v=3bJheaS5iDk
Советы профессионалов

Поскольку алюминий мягкий материал, труба в процессе сгибания может сжиматься, растягиваться, ломаться или трескаться. Также нежелательным последствием может стать изменение конфигурации сечения. Однако таких неприятностей можно избежать, если следовать нашим нехитрым рекомендациям:
- Выбирая метод сгибания, стоит учитывать радиус изгиба, диаметр сечения трубы, толщину стенок заготовки и вес материала. Не стоит забывать о точности сгибания, ведь некоторые методы не позволяют добиться высокой точности.
- Если вам нужно получить небольшой радиус изгиба, то заготовку лучше гнуть на концах, поскольку качественно сделать это в центральной части будет сложнее.
- Чтобы уменьшить вероятность образования гофрированной поверхности в месте изгиба, нужно использовать метод холодного сгибания с растягиванием. Это позволит сместить центральную ось в сторону сгиба. Суть метода заключается в том, что заготовка сначала фиксируется на станке, потом растягивается и гнётся за счёт перемещения гибочного инструмента. Эта методика подходит и для работы с тонкостенными заготовками, а также для придания трубе определённой конфигурации в одной плоскости с соблюдением большого допуска по наружному диаметру.
- Если вы хотите сохранить прочность стенок заготовки, то целесообразно использовать сгибание с использованием гидростатического давления внутри элемента. С этой целью на концы трубы крепятся заглушки. Одна из них должна иметь патрубок для закачивания масла внутрь заготовки.
Сферы применения
Алюминий практически не требует технического обслуживания. Благодаря своим достоинствам трубы из этого металла широко используются в производстве, строительстве и других отраслях:
- Производство мебели, рекламного, торгового оборудования.
 Применение алюминиевых труб
Применение алюминиевых труб
- Перилла, ограды, беседки и прочие конструкции на загородных территориях и прилегающих к частным домам участках.
- Сельское хозяйство. Благодаря высокой сопротивляемости воде и износостойкости, алюминиевый металлопрокат активно применяется при монтаже дренажных систем. Сельскохозяйственные культуры также не оказывают негативного воздействия на этот металл.
- Гнутая труба используется в сборке конструкций с навесными фасадами.
- Элементы буровых вышек сконструированы из алюминиевых деталей. Благодаря высокой пропускной способности риск появления заторов в системе сводится к нулю. Металлопрокат из алюминия долгое время выдерживает агрессивное воздействие углеводородов.
- Прокладка канализационных систем. Сточные воды и др. активные вещества не действуют на рассматриваемый металл.
- Детали из алюминия часто применяют в вентиляционных системах, так как им легко придать нужную конфигурацию, несложно разрезать болгаркой.
Кроме перечисленных сфер, трубы из алюминия в изделиях выполняют декоративную функцию: решетки, витринные каркасы, обшивка стен.
 Элементы декора
Элементы декора
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
Используем болгарку
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
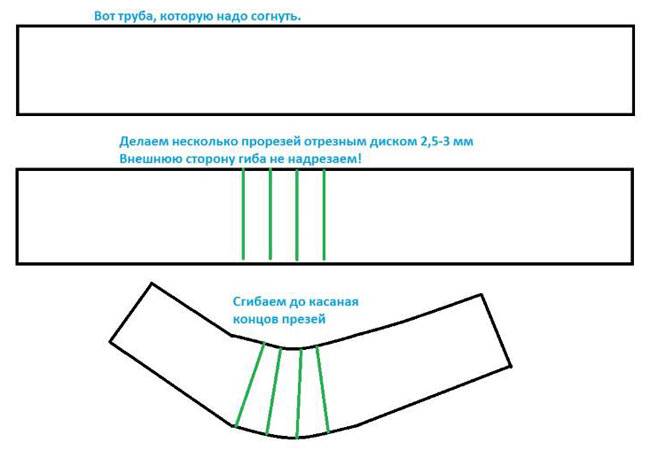
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.

Способ с применением пружины
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.
Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.

Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
Способы гибки
Изменить форму алюминиевого листа можно с помощью разных видов оборудования. Важно поговорить об основных способах гибки, которые применяются при металлообработке
Ручные методы
В небольших мастерских и на частном производстве часто используются ручные приспособления для сгибания алюминиевых листов. Они представляют собой инструмент, состоящий из устойчивого основания, прижимных пластин, системы рычагов. Ограничение ручного оборудования заключается в глубине изгибания листа, ширине обрабатываемой заготовки. С помощью ручного оборудования невозможно сгибать детали из металла большой толщины.
Использование устройств с электрическим приводом
Чтобы добиться высокой эффективности при сгибании металлических листов, используется оборудование с электрическим приводом. Станки используются при серийном производстве, поскольку облегчают труд человека, позволяют быстро изготавливать множество деталей различной формы. Оборудование с электрическим приводом позволяет сгибать листы толщиной до 8 мм. Запуск подвижных элементов происходит после нажатия педалей.
Использование электромагнитного оборудования
При таком способе сгибания алюминиевых изделий используется оборудование с электромагнитами. Заготовка устанавливается между рабочими элементами. На них подаётся напряжение. Ток приводит в действие магниты. Они начинают двигаться друг к другу, изгибая деталь.

Как согнуть алюминиевую трубу профессионально: советы и решения
Сегодня выпуск изделий из алюминия чрезвычайно разнообразен и все они востребованы. Это говорит об эффективности и незаменимости данного вида материала в большинстве сфер применения
Остановим внимание на самом популярном типе алюминиевой продукции — трубе
Сгибать алюминиевую трубу можно разными методами, с помощью техники и без таковой
Характеристики трубных изделий из алюминия
Алюминиевая труба – легкий (треть от веса стальной), пластичный, не поддающийся коррозии, устойчивый к химическому и температурному воздействию (рабочая температура от +150оС до -270оС), с высокой электро- и теплопроводностью, экологичный и долговечный вид изделий. Они различаются:
- по форме сечения на круглые, квадратные, прямоугольные и фасонные;
- по способу производства на холоднодеформированные, прессованные и сварные;
- по длине на мерные, немерные, с кратной мерностью, бухтовой фасовки;
- по химическому составу (марка Al) на высокочистые и технической чистоты.
Сведения о деформируемых сплавов с маркировкой и характеристикой свойств представлены в таблице.
Таблица 1
| Способ упрочнения | Деформируемые сплавы | Марка | Примеси | |
| Давлением | Низкопрочные | АД 0 | 1050 А | Алюминий без примеси |
| АД 1 | 1230 | |||
| Высокопрочные | АМц | 3003 | Al+Mn примеси марганца | |
| Д 12 | 3004 | |||
| Среднепрочные и высокопластичные | АМг 2 | 5251 | Al+Mg примеси магния | |
| АМг 3 | 5754 | |||
| АМг 5 | 5056 | |||
| АМг 6 | — | |||
| Температурой | Среднепрочные и высокопластичные | АД 31 | 6063 | Al+Mg+Si примеси магния и кремния (авиаль) |
| АД 33 | 6061 | |||
| АД 35 | 6082 | |||
| Нормальнопрочные | Д 1 | 2017 | Al+Cu+Mg примеси магния и меди (дюралюминий) | |
| Д 16 | 2024 | |||
| Д 18 | 2117 | |||
| Нормальнопрочные | 1915 | 7005 | Al+Zn+Mg примеси магния и цинка | |
| 1925 | — | |||
| Высокопрочные | В 95 | — | Al+Zn+Mg+Cu примеси магния, меди и цинка | |
| Жаропрочные | АК 4-1 | — | Al+Ni+Fe+Mg+Cu примеси никеля, железа магния, меди и цинка | |
| 1201 | 2219 | Al+Mn+Cu примеси марганца и меди | ||
| Для ковки | АК 6 | — | Al+Mg+Cu+Si примеси магния, меди и кремния | |
| АК 8 | 2014 |
Важно! При увеличении степени примесей пластичность сплава уменьшается, а прочность увеличивается. В сортамент алюминиевых труб входят изделия, различные по техническим характеристикам
В сортамент алюминиевых труб входят изделия, различные по техническим характеристикам
Алюминиевые изделия благодаря пластичности податливы любым механическим воздействиям. Согнуть алюминиевую трубу довольно просто даже в домашних условиях, при этом она останется целой и невредимой. Довольно лишь соблюсти некоторые особенности этой операции.
Что такое процесс сгибания и как согнуть алюминиевую трубу
При сгибании прямой алюминиевой трубы под каким-либо углом происходит деформация структуры металла, а именно — внутренний слой профиля сжимается, а внешний растягивается. Так как алюминий имеет достаточно низкую плотность, то сгибание наименьшим образом травмирует изделие. Легированный алюминий обретает большую плотность в процессе производства, поэтому такие марки трубных изделий гнутся не так легко.
Гибкость позволяет монтировать из алюминиевых труб конструкции самых замысловатых форм, сохраняя сечение и целостность заготовок. Сам процесс сгибания происходит вручную, при помощи нехитрых приспособлений, либо с использованием специализированных механизмов, с применением разогрева заготовки или в холодном состоянии. Все зависит от размера, вида и структуры изделия, толщины стенок, сложности выгибаемых форм.
Есть 4 основных вида гибки алюминиевой трубы (одна плоскость): отвод, скоба, утка, калач. Заготовка с двумя сгибами в 135 град. – это утка, с тремя сгибами – это скоба (угол в центре 90 град., по краям 135 град.), с изгибом в полуокружность – калач, со сгибом в 45-135 град. – это отвод. При гибке нужно руководствоваться такими правилами:
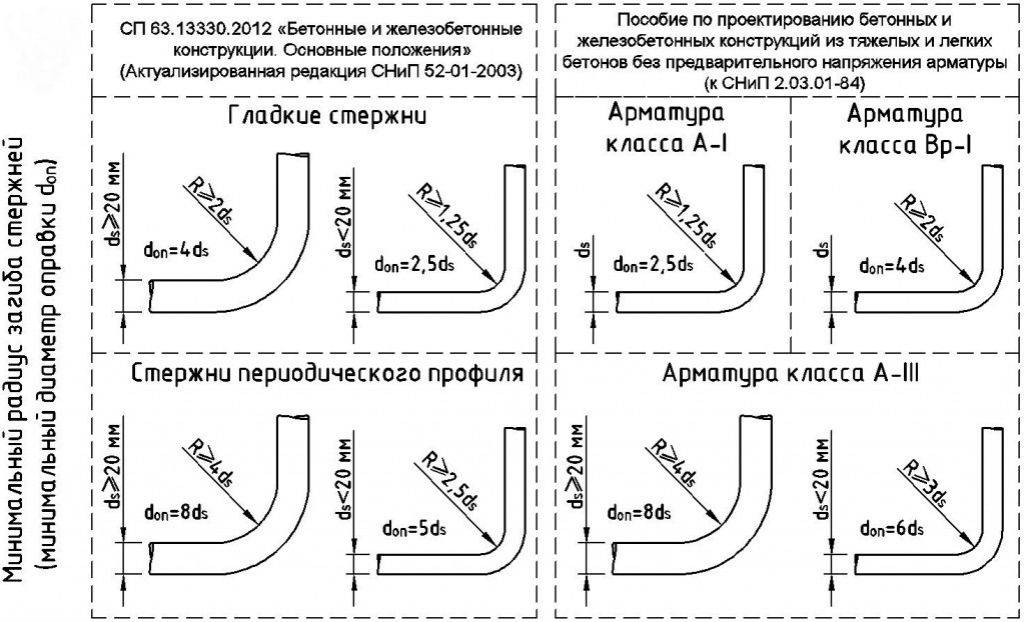
- если алюминиевая труба имеет сварной шов, то сгибать ее нужно так, чтобы шов не проходил ни по вогнутой, ни по выпуклой линии сгиба (перпендикулярно сгибаемой поверхности);
- если диаметр изделия составляет 15-20 мм, то радиус сгиба должен быть не меньше величины внешнего диаметра, умноженного на 2;
- если диаметр заготовки свыше 25 мм, то радиус сгиба должен быть не меньше величины внешнего диаметра, умноженного на 3.