Тротуарная плитка
Что это такое? Это твердые плоские штучные материалы относительно небольшой толщины, изготовленные с использованием различных технологий и предназначенные для мощения тротуаров и площадок. В зависимости от применяемых исходных материалов, различают следующие виды тротуарной плитки:
- вибропрессованную, вибролитую и прессованную, из обычных и цветных бетонных смесей;
- пиленную, из натурального природного камня;
- клинкерную, из специально подготовленной глины;
- полимерпесчаную, получаемую в результате высоко температурного спекания полимерных материалов и песка;
- резиновую, из переработанных автомобильных покрышек.
Благодаря доступной стоимости, простой технологии изготовления и хорошим эксплуатационным характеристикам, такая бетонная «плитка для пола на улице» нашла широкий отклик в частном и подрядном строительстве.
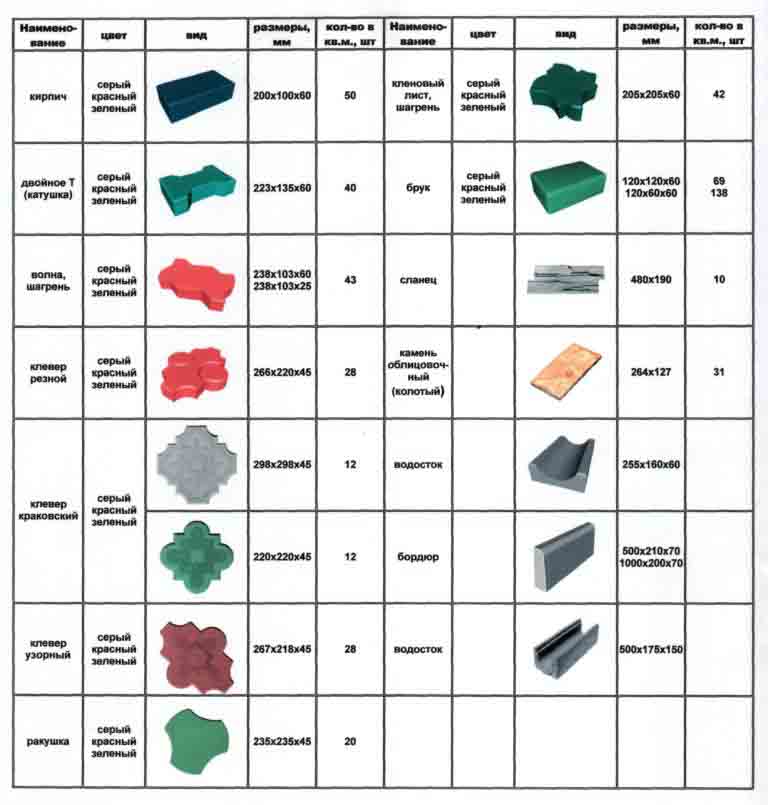
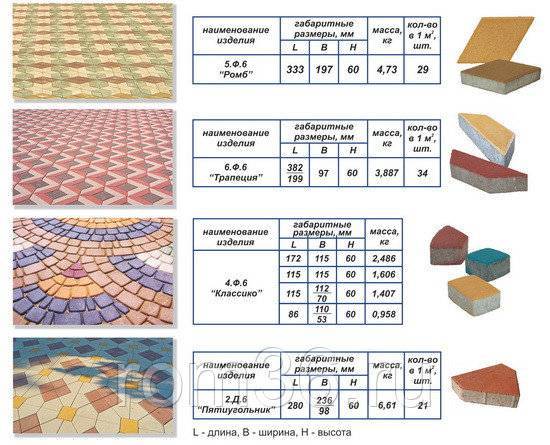
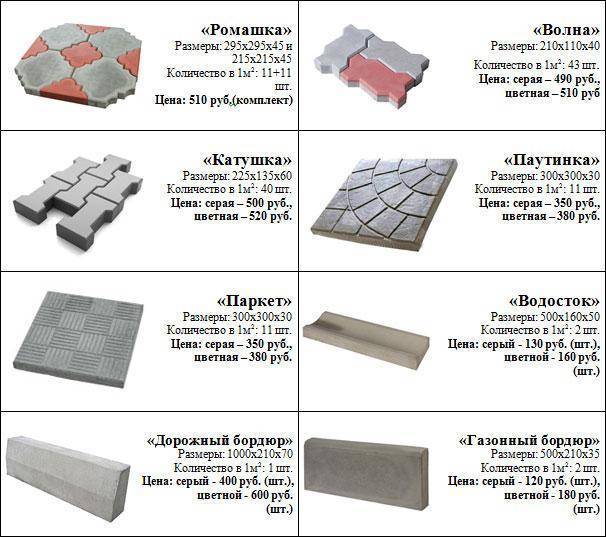
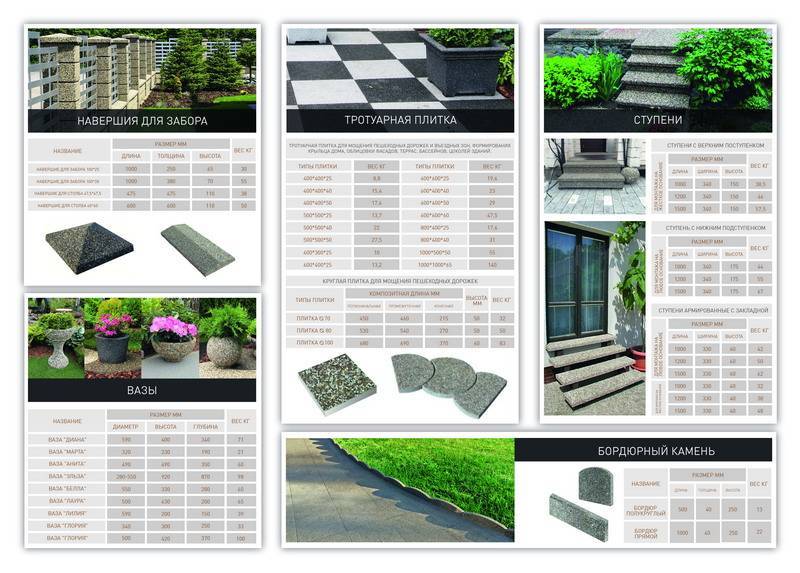
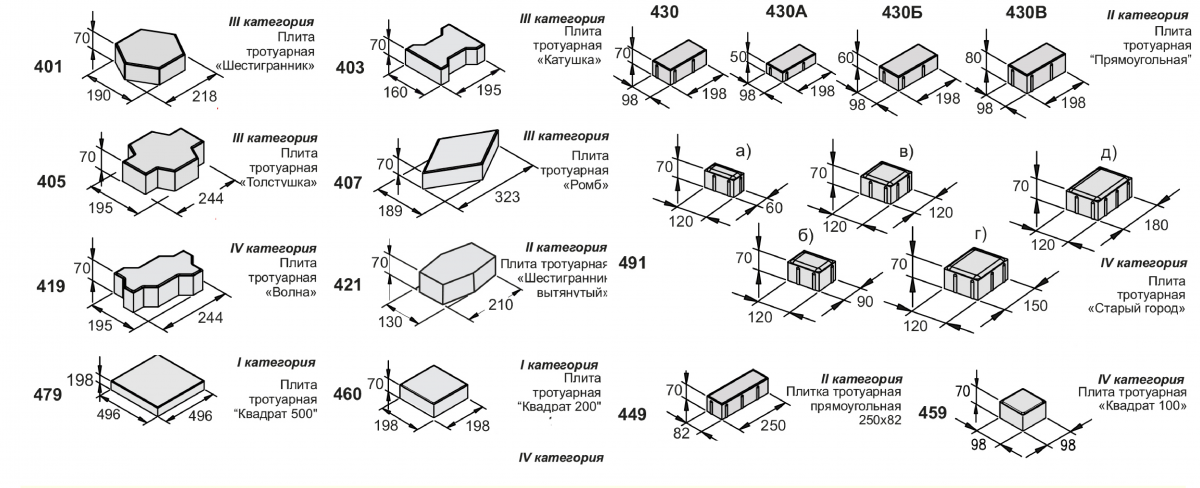
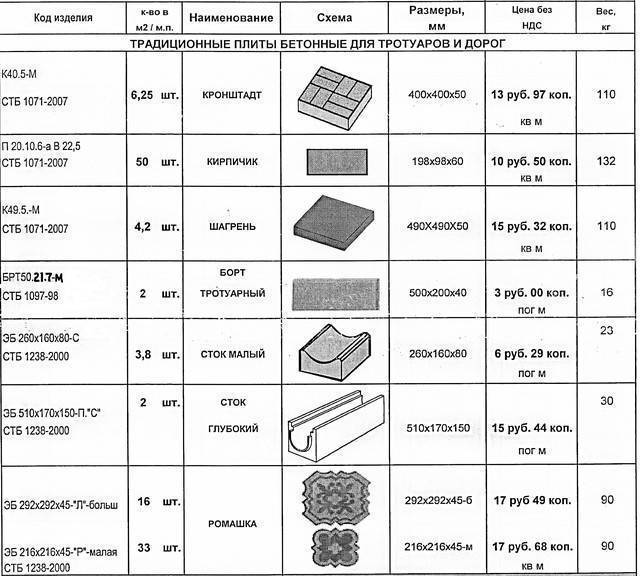
Распространенные формы и размеры
Разнообразие выпускаемой сегодня плитки для тротуарных покрытий уже давно вышло за пределы ГОСТ 17608-91, который определял технические требования только к бетонным плитам.
Формы и размеры плит.
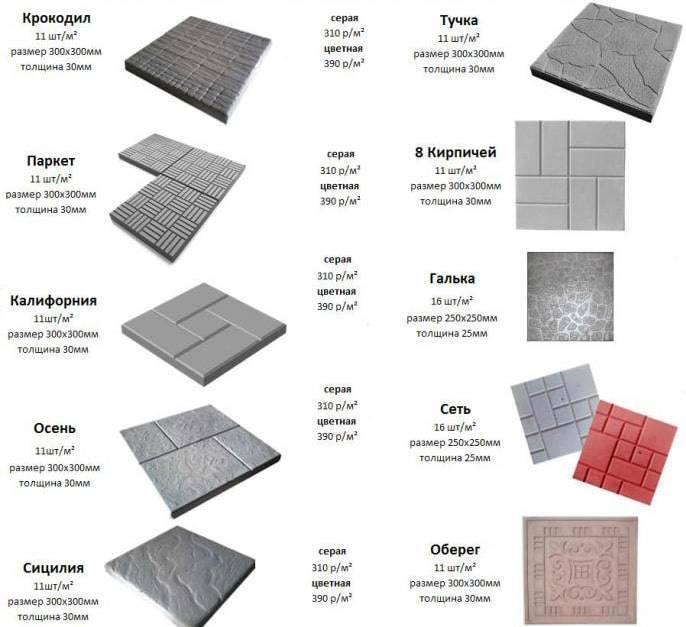
В ассортимент современных материалов для мощения может входить не только прямоугольная и квадратная тротуарная плитка, но также изделия в виде широкой плоской волны, ромба, многоугольника, клевера или же в виде набора нескольких элементов, из которых складывается фигурный рисунок.
Также в процессе выбора тротуарной плитки следует обратить внимание на «коллекционные серии». Сюда следует отнести «Старый город», «Английский булыжник», «Калифорнию», «Флориду» и некоторые другие. Все они отличаются своим внешним видом от традиционных изделий особым дизайнерским подходом при изготовлении
Все они отличаются своим внешним видом от традиционных изделий особым дизайнерским подходом при изготовлении.
Важной размерной характеристикой тротуарной плитки является ее толщина. Эта характеристика в значительной мере определяет область её применения. Диапазон толщины изделий находится в пределах от 30 до 80 мм
Наиболее тонкие виды можно использовать лишь для мощения садовых дорожек с малой пешеходной нагрузкой. Среднюю толщину — для уличных тротуаров и площадей, а самую толстую — в местах парковки легковых автомобилей и для проезжей части с неинтенсивным движением
Диапазон толщины изделий находится в пределах от 30 до 80 мм. Наиболее тонкие виды можно использовать лишь для мощения садовых дорожек с малой пешеходной нагрузкой. Среднюю толщину — для уличных тротуаров и площадей, а самую толстую — в местах парковки легковых автомобилей и для проезжей части с неинтенсивным движением.
Маркировка
Современные условия производства и изменение технологий изготовления тротуарной плитки привели к тому, что большинство заводов маркируют этот дорожный материал в соответствии с собственными техническими условиями. В то же время Государственный стандарт указывает, что в маркировке плитки должны быть указаны:
- материал, из которого она изготовлена;
- ее геометрическая форма;
- длина, ширина и толщина в см.
Например:
- квадратная бетонная тротуарная плитка 50х50х30 мм обозначается как Б К 5.5.3;
- прямоугольная из гранита размером 300х200х40 мм – Г П 30.20.4;
- клинкерная шестиугольная размером 120х180х50 мм – К Ш 12.18.5;
- тротуарная плитка волна 50х150х40 из бетона – Б В 5.15.4.
Так или иначе, такой формат довольно сложен для восприятия, а потому у человека без строительного образования в процессе покупки могут возникнуть затруднения. Потому на магазинных ценниках наименование обычно указывается без использования маркировки, а сразу приведена ее расшифровка в понятных для покупателя терминах и величинах.
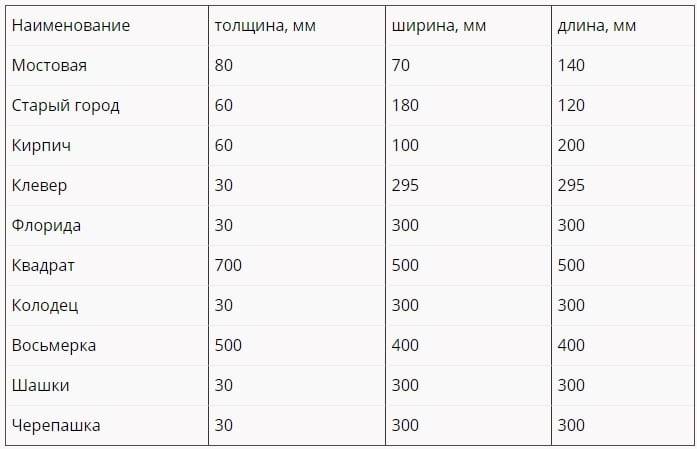
Популярные размеры плит.
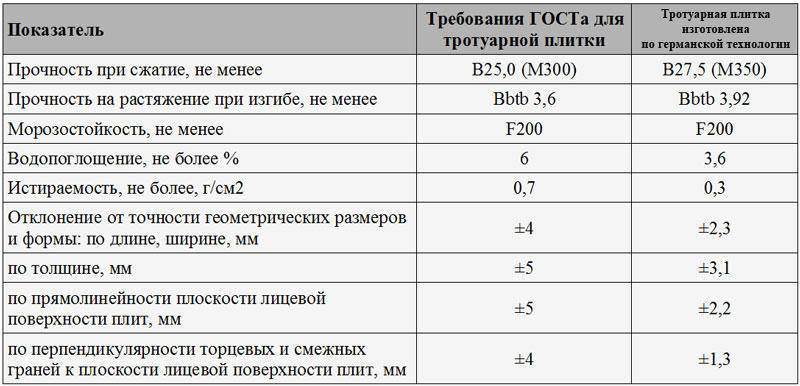
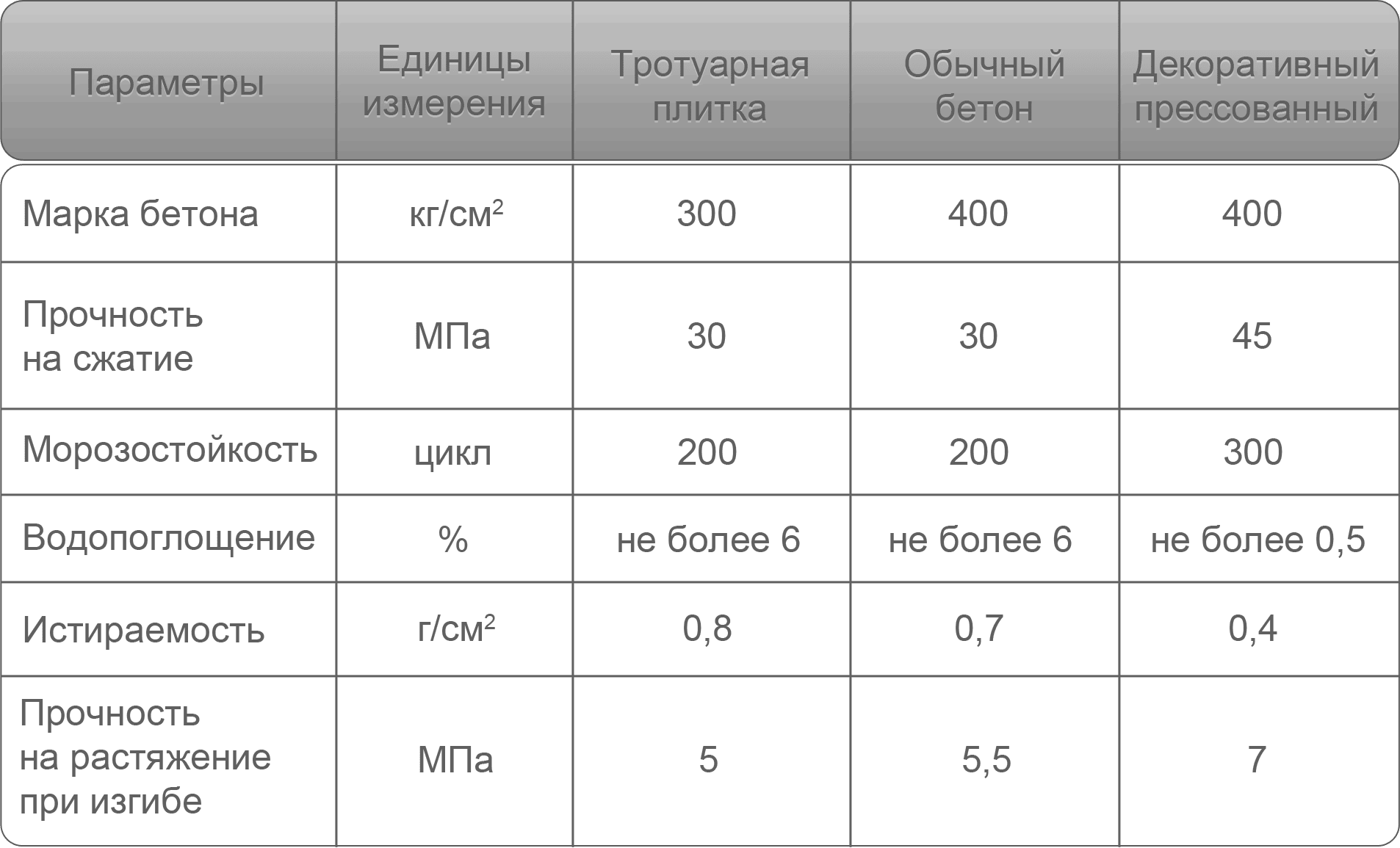
Технические характеристики материала
Эксплуатационные характеристики тротуарной плитки зависят от качества материала, из которого она сделана, а так же технологии изготовления. Например, самая популярная плитка из цветных бетонных смесей, в зависимости от способа ее формовки, может иметь следующие характеристики:
- прочность на сжатие 0,40-0,60 кг/см2;
- морозостойкость 200-350 циклов;
- плотность или удельный вес тротуарной плитки 1800-2200 кг/м3;
- водопоглощение 2-5%;
- истираемость 0,15-0,55 г/см2;
- расчетный срок эксплуатации до 25 лет.
Гранит, мрамор, клинкерная и полимерпесчаная плитка имеют более высокие эксплуатационные показатели, которые определяются в каждом случае отдельно и зависят от множества факторов.
Основные свойства и способы производства
Бетонные изделия для мощения, в частности тротуарная плитка, должны в точности соответствовать требованиям ГОСТ 17608-91. Согласно требованиям, бетонные изделия должны:
- производиться с использованием тяжелого или мелкозернистого бетона;
- обладать классом по прочности от В22,5;
- отличаться прочностью на растяжение при изгибе не менее 3,2 МПа;
- обладать морозостойкостью не менее F100 и водопоглощением не более 6%.
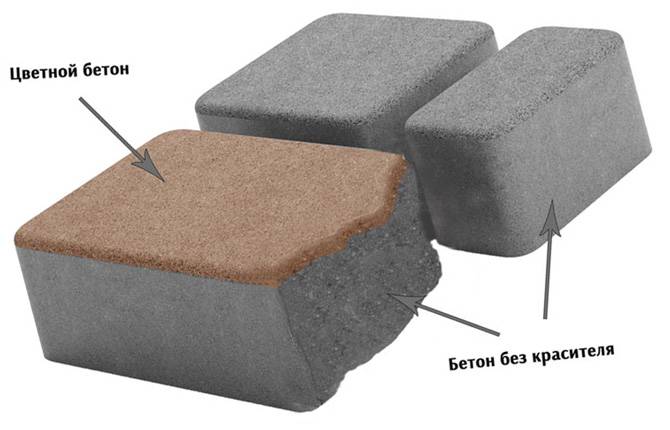
Специфика производства брусчатки позволяет также использовать технологию для выпуска продукции в несколько слоев, применять пигменты для цветных бетонных изделий.
Состав бетонной смеси
Содержание минеральных добавок и трехкальциевого алюмината в цементе не должно превышать больше 5% и 8% соответственно. Соотношение воды и цемента должно быть в пределах 0,4, содержание воздуха в готовой смеси в пределах 4-5%. Добавление в бетонную смесь специальных добавок и пластификаторов обеспечивают морозостойкость готовых изделий. Соблюдение указанных требований гарантируют качество и долговечность бетонной продукции.
Что бы получить хороший и прочный строительный материал необходимо в точности соблюдать указанные требования и использовать качественное сырье для производства. Рецептура бетонной смеси для брусчатки во многом зависит от применяемой технологии, основными из которых считаются вибропрессование и вибролитье.
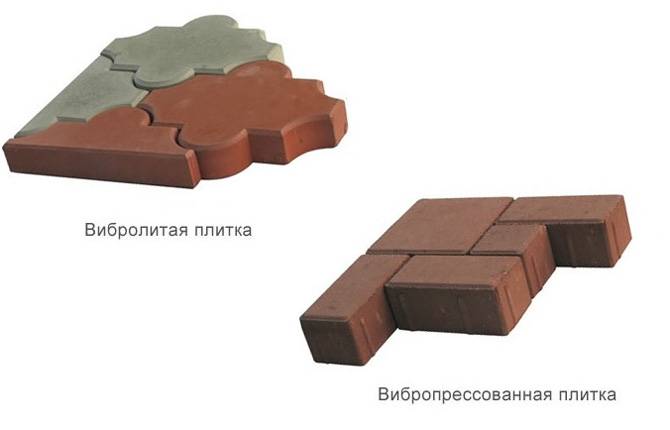
Вибролитье и вибропрессование
На сегодня, наиболее популярными способами производства тротуарной плитки являются методы вибролитья и вибропрессования. Они оба дают возможность производить продукцию с низкой пористостью посредством обеспечения малого уровня влаги в бетоне, а так же придания ему большей плотности при помощи вибромеханизмов. Каждая из этих методик имеет свою специфику, и кардинальных преимуществ у одного материала перед другим практически нет. Но свои плюсы и минусы каждый вид материала все же имеет. Давайте кратко рассмотрим технологический процесс производства и отметим особенности получаемой продукции.
Технология вибролитья
Бетон выкладывается в специальные формы, которые в свою очередь помещаются на вибростол. Стол находится в постоянной вибрации, что способствует лучшему утрамбовыванию материала. В данной технологии, на лицевую поверхность тротуарной плитки можно нанести узор, сделать небольшие углубления, а самому изделию придать сложную форму. Особенностью выпущенной по данной технологии тротуарной плитки является гладкая, как бы шлифованная поверхность и хорошая восприимчивость материала к различным видам красителей. Это позволяет производить тротуарную плитку различных цветов. Однако показатели морозостойкости, прочности и истираемости немного ниже чем у изделий, произведенных методом вибропрессования. Гладкая лицевая поверхность нарушает капиллярную структуру бетона, в результате чего она плохо пропускает воду и в наибольшей степени подвержена покрытию льдом в минусовые температуры. Поэтому такая плитка не подходит для эксплуатации в местах с интенсивным движением. Высокое качество продукции при производстве тротуарной плитки по данной технологии обеспечивается использованием высокомарочного цемента, различных пластифицирующих добавок к бетону, специально подготовленным песком, и контролем над производственным процессом.






Технология объемного полусухого вибропрессования
В данном случае, цементная смесь укладывается в специальную вибропрессовочную пресс-форму. Давление, оказываемое на плитку прессом, составляет примерно 35 атмосфер. Процесс сопровождается вибрированием пресс формы, и производится до тех пор, пока плитка не будет полностью уплотнена: благодаря этому материал приобретает очень прочную структуру. Срок службы тротуарной плитки изготовленной с использованием вибропресса, может измеряться десятилетиями. Так же, она имеет высокую прочность, морозоустойчивость и ремонтопригодность. Тротуарная плитка, изготовленная методом объемного полусухого вибропрессования идеально подходит для дорог с интенсивным движением, например, в случае мощения проезжей части брусчаткой. Но на лицевую поверхность нельзя нанести узор и сделать углубления, а выбор форм выпускаемых изделий ограничен. Так же, в производстве тротуарной плитки по данной технологии, невозможно достичь глянцевой поверхности с сохранением прочности изделия. Изготовление тротуарной плитки по данной методике имеет возможность полной автоматизации. Высокое качество продукции достигается посредством современного оборудования, подготовкой сырья, и минимальным влиянием человеческого фактора.
В результате нашего краткого обзора можно сделать вывод, что хотя вибролитье тротуарной плитки имеет свои преимущества, наиболее современным и технологичным способом является метод вибропрессования
Важно помнить, что каждый вид продукции может быть наиболее предпочтительным для определенного заказчика: например, для мощения дачных дорожек чаще всего выбирают гладкую вибролитую плитку
Завод архитектурного бетона АрБет выпускает продукцию обоих видов, и выбор всегда остается только за покупателем. Наши специалисты готовы дать грамотную консультацию, и помочь в выборе наиболее подходящего для объекта, материала.
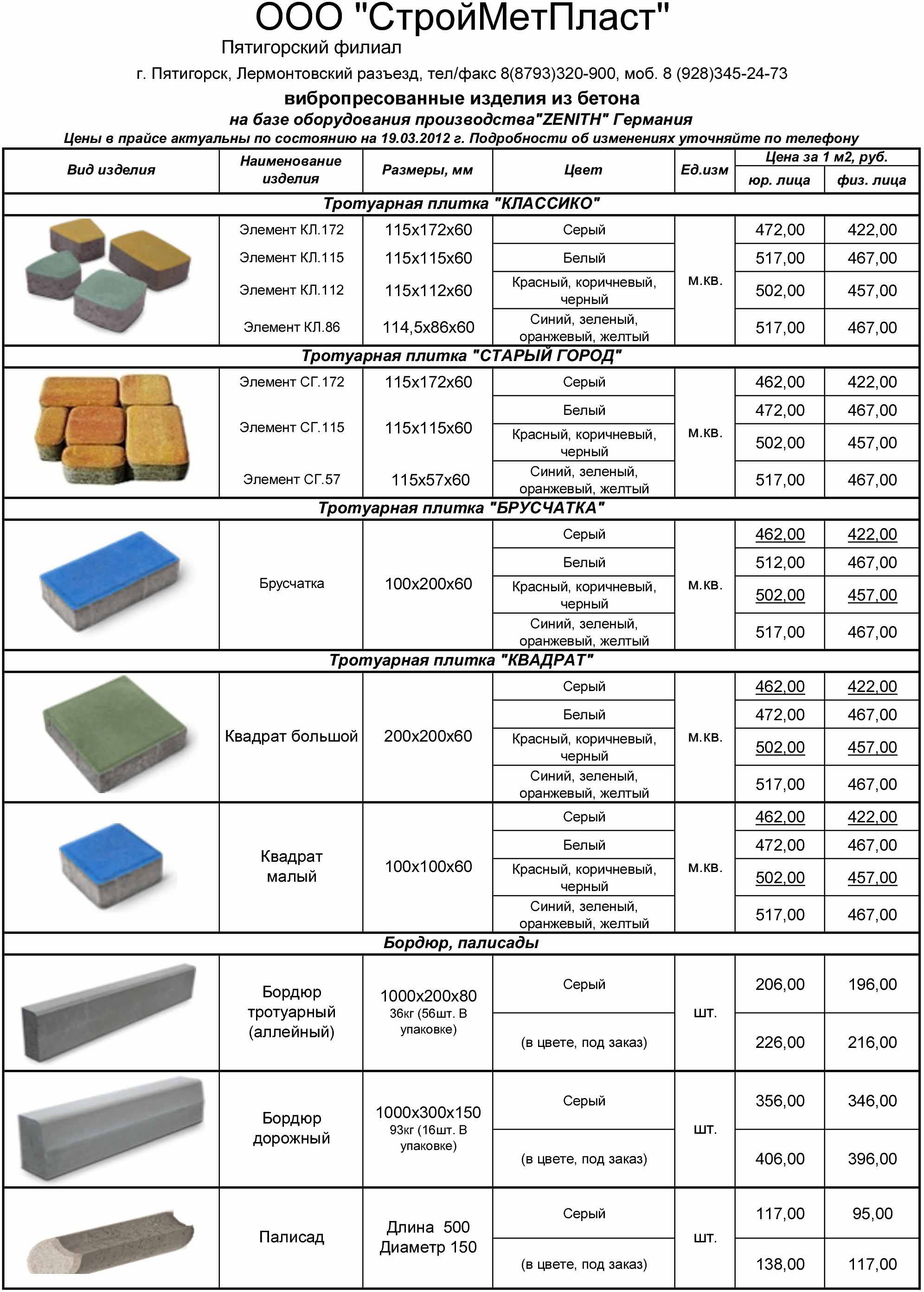
Преимущество тротуарной плитки – цена
Почему же тротуарная плитка столь популярна, несмотря на то, что уступает клинкеру практически по всем ключевым показателям? Ответ прост – тротуарная плитка дешевле клинкера.
Хозяин небольшого дачного участка может сквозь пальцы смотреть на все преимущества клинкера, потому что различия между этими материалами всплывают и становятся очевидными через несколько лет. Тот, кто хочет замостить свои дорожки на века, не раздумывая выберет клинкер, потому что со временем все преимущества клинкера окупятся. Клинкер – долгосрочная инвестиция, тротуарная плитка – краткосрочная. Для длинной дистанции купить клинкер экономически выгоднее.
Как купить натуральную плитку и клинкер в Арт-Ландшафт
Мы предлагаем приобрести у нас и клинкер. С актуальными ценами можно ознакомиться здесь. Смотрите таблицу с продукцией компании ЛСР.
Самый оптимальный и выгодный вариант – купить у нас клинкер или тротуарную плитку и заказать работу по их укладке. Наша компания обладает многолетним опытом работ по мощению любых площадей на самых разных земельных участках. Укладка тротуарной плитки – одно из основных направлений нашей деятельности. Обращайтесь к нам по телефону +7 (812) 915-18-17 и узнайте обо всех преимуществах, которые вы можете получить, заказав у нас мощение и приобретая тротуарную плитку или клинкер.
- https://womanadvice.ru/trotuarnaya-bruschatka-chto-eto-takoe-harakteristiki-plyusy-i-minusy-sravnenie-s-trotuarnoy-plitkoy
- http://www.GoodNapolka.ru/ulichnye-pokrytiya/kriterii-vybora-klinkernoj-trotuarnoj-plitki.html
- https://www.unimart24.ru/poleznye-materialy/statiy/landshaftnye-raboty/otlichie-vibropressovannoy-trotuarnoy-plitki-ot-klinkernoy-bruschatki/
- https://tdsk-ceram.ru/about/articles/plyusy-i-minusy-betonnoy-i-klinkernoy-bruschatki/
- https://www.tk-lanskoy.ru/stati/zagorodnyy-dom-stroitelstvo-i-interer/klinkernaya-plitka-material-kotoryy-ne-boitsya-peterburgskogo-klimata/
- https://sad-dizain.ru/ispolzovanie-klinkera-dlya-moshheniya-plyusy-i-minusy
- https://alsspb.ru/about/polezno/trotuarnaya-plitka-ili-klinker-chto-vybrat.html
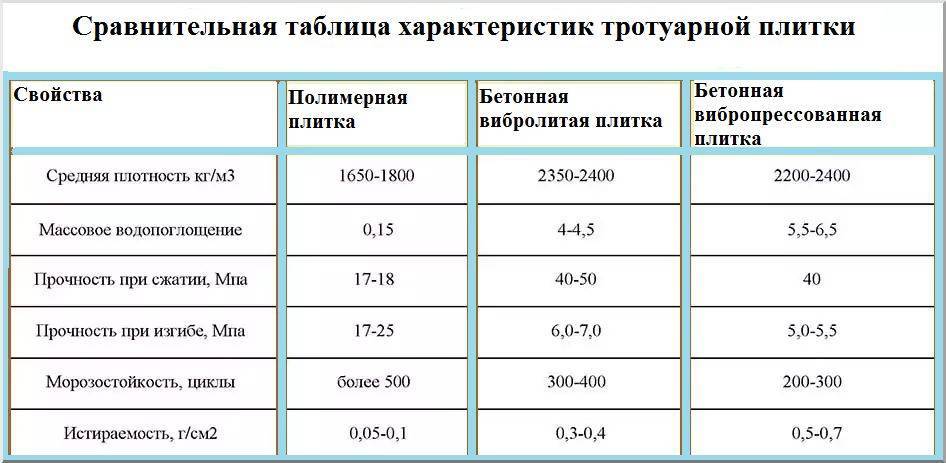
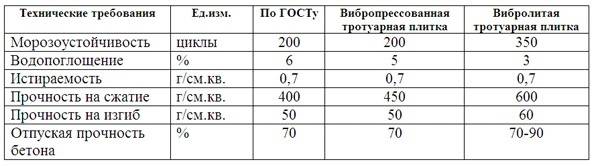
Сравнение характеристик
Все виды плиток отличаются технологией изготовления, поэтому качественные характеристики у них разные. При производстве вибролитой плитки используется ручной труд, поэтому наблюдается влияние человеческого фактора. Качество продукции может быть снижено, если рабочие изменят пропорции ингредиентов, либо другим способом нарушат технологию.
При выпуске вибролитых плит применяется смесь жидкого типа. Из-за этого, когда лишняя влага испаряется, происходит формирование пустот небольшого размера. После укладки брусчатки в них уже при первом дожде начинает проникать вода. При заморозках лед изнутри разрывает плиту, что снижает ее прочность.
Технология вибролитья отличается еще и тем, что уплотнение раствора после заливки в форму происходит под собственным весом.
Производство брусчатки методом вибропрессования отличается тем, что предприятия используют полусухой раствор. Это предотвращает появление пустот, способствует увеличению срока эксплуатации. Производство автоматизированное, поэтому человеческий фактор не влияет. Изделия формируются не под своим весом, с помощью вибропресса.
Прочность
Изделия, полученные посредством метода вибропрессования, прочные. Их выпускают из бетона М400. Они выдерживают большую нагрузку, на 1 см² до 400 кг. Смесь в процессе производства спрессовывают, на нее оказывает воздействие вибрация. Это приводит к тому, что все компоненты максимально сближаются.
Готовое изделие имеет мелкопористую структуру. Она однородна, что увеличивает показатель прочности брусчатки, делает срок службы больше.
Прочность плитки, полученной методом вибролитья, ниже. Слои имеют неоднородную структуру. Верхний слой прочнее нижнего. Из-за этого после нескольких лет эксплуатации можно заметить, что он отстал от основания.
Прочность элементов мощения зависит от добросовестности производителя. Если он сэкономит на материалах, показатель прочности снизится.
Срок службы
Вибропрессованные плиты прослужат не менее 25 лет. Средний срок эксплуатации вибролитых — 5 лет. Но часто покрытие разрушается уже через 2-3 года. Это значит, что технология выпуска была нарушена, компания экономила на материалах.
Дизайн
Количество форм вибропрессованной брусчатки ограничено, существует ограничение на число цветов. Но это компенсируется тем, что существует много вариантов укладки. Изделия, полученные методом вибролитья, могут быть любого цвета. Палитра ничем не ограничена, поэтому можно воплотить все задумки дизайнеров.
Текстура поверхности
У вибролитой брусчатки красивая, гладкая поверхность. Но при понижении температуры ниже нуля она становится скользкой. По ней небезопасно ходить и в дождь. Вибропрессованная тротуарная плитка не имеет этих недостатков, обувь хорошо сцепляется с поверхностью даже в мороз.
Геометрия
При производстве методом вибропрессования раствор в формы разливают автоматическим способом. Объем смеси точно дозируется, поэтому готовые изделия имеют четкую форму и размеры. После их укладки даже на большой площади получается ровная поверхность.
При вибролитье рабочие вручную заливают раствор, в процессе производства используются силиконовые формы. Готовые изделия имеют неправильную форму. При их укладке образуются зазоры и щели, поэтому поверхность площадки трудно сделать ровной.
Стоимость
Вибролитая плитка стоит дешево. Но через несколько лет часть брусчатки разрушится, поэтому ее придется менять.
Чтобы избежать постоянных затрат на ремонт, лучше приобрести вибропрессованные плиты. Они стоят дороже, но не требуют постоянного ремонта.
Процесс производства
При вибропрессовании процесс производства автоматизирован, ручной труд не применяется в процессе производства. Продукция имеет высокое качество.
При вибролитье без ручного труда и рабочих не обойтись, он применяется на всех этапах.
Объемы и сроки производства
Отличие метода вибропрессования в том, что предприятие может в кратчайшие сроки выпускать большие объемы продукции.
При использовании вибролитья они в несколько раз меньше, изделия длительное время сушатся в формах. Количество готовой брусчатки зависит от того, сколько рабочих трудится на предприятии, и от оснащенности цехов.





Водонепроницаемость и морозостойкость
Вибропрессованные плиты плохо впитывают воду. Они устойчивы к заморозкам, выдерживают более 200 циклов заморозки и оттаивания.
Вибролитая продукция сильнее впитывает воду. Морозоустойчивость изделий в несколько раз ниже тех, которые получены методом вибропрессования.
Технология производства тротуарной плитки — объемное вибропрессование
Тротуарная плитка на сегодняшний день является одним из самых распространенных и наиболее перспективных видов дорожного покрытия. Существуют две технологии для производства тротуарной плитки. Первая – вибролитье, вторая – вибропрессование. Обе они обладают своими преимуществами и поэтому однозначно сказать какой метод лучше на сегодняшний день не возможно. В данной статье более подробно рассмотрим метод вибропрессования.
Технология производства тротуарной плитки методом объемного вибропрессования состоит в формировании бетонных изделий путем виброуплотнения смеси с малым содержанием воды с обязательным последующим пригрузом формующего пуансона.
Процесс проходит на специальных вибропрессах, которые устанавливаются стационарно. Характерной особенностью используемой бетонной смеси является пониженное водоцементное соотношение. Такая характеристика позволяет производить плитку с более высокой прочностью и при этом уменьшать расход цемента. В целом технология производства тротуарной плитки путем вибропрессования позволяет создавать изделия с достаточно высокими показателями морозостойкости (-300F и менее), низким уровнем водопоглощения (менее 5%), четкими геометрическими формами и стабильностью характеристик.
В формировании плитки участвуют две части вибропресса – пуансон и матрица. На поверхности пуансона нанесен рисунок, который и переносится на лицевую сторону плитки. Матрица формирует стенки плитки. Весь процесс формирования изделия происходит на технологических поддонах, которые затем перемещаются на участок, предназначенный для сушки.
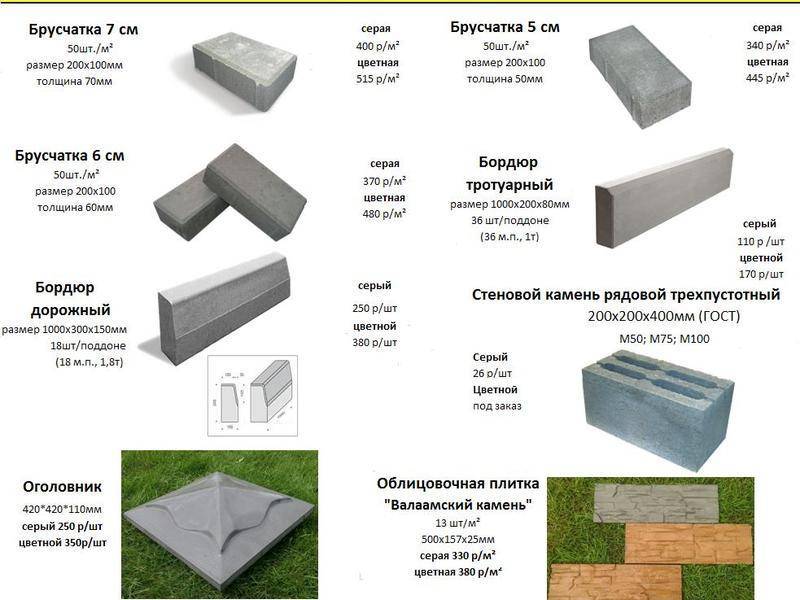
В принципе применение метода вибропрессования позволяет изготовлять помимо тротуарной плитки также бордюры, водостоки, стеновые и перегородочные камни.
На сегодняшний день предлагается большое количество самых разнообразных вибропрессов. Но процесс изготовления изделий у всех примерно одинаковый. Так что можно сказать, что технология производства тротуарной плитки путем вибропрессования подразумевает прохождение трех этапов.
Первый шаг – приготовление бетона. На этом этапе требуется дополнительное оборудование – бетономешалка. Справедливости ради надо отметить, что она понадобится и для изготовления литой плитки. При этом если плитка однослойная, можно обойтись одним смесителем, а если двухслойная – понадобится два. Что касается соотношения составляющих смеси, то универсального рецепта не существует. После того, как бетон готов, его подают прямо в матрицу пресса.
Второй этап – формирование изделия. Необходимо отметить, что конкретные действия аппарата на этом этапе будут несколько отличаться в зависимости от модели, но суть состоит в том, что бетонная смесь попадает в матрицу и прижимается сверху пуансоном. Затем включается механизм виброплощадки и вследствие действия виброимпульса происходит уплотнение изделия. Занимает это обычно около 3-5 секунд. Следующий шаг – освобождение плитки от матрицы и пуансона. Зачастую они просто поднимаются, а на технологическом поддоне остается готовое изделие. Теперь его можно перемещать на участок, предназначенный для просушки изделий, а на его место ставить новый поддон.
Третий этап – сушка. Технология производства тротуарной плитки обязательно включает стадию качественной просушки изделий. Дело в том, что именно в этот период достигается необходимая прочность продукции. Обычно применяется два способа просушки – тепловлажная обработка при помощи водяного пара или сушка в производственном помещении. В первом случае потребуются дополнительные расходы, а второй возможен лишь при использовании портландцемента.
После того, как прочность бетона будет составлять 1,5-2,0 МПа (достигается где-то за 5-8 часов) плитку можно снимать с поддонов. При этом поддон отправляется на повторную загрузку.
Таким образом, использование технологии вибропрессования позволяет в достаточно короткие сроки производить большое количество качественной тротуарной плитки. К преимуществам этого метода также можно отнести то, что он в достаточно высокой степени механизирован и, в отличие от литой плитки, не требует большого количества форм для заливки. К тому же большинство вибропрессов имеют большой ресурс усовершенствований, что позволяет изготавливать самые разнообразные изделия.
Технологии производства фигурных элементов мощения ФЭМ
Большинство бетонных и железобетонных изделий отливается внутри съемной опалубки. Поэтому классическая технология вибролитья позволяет получить качественный продукт с высокими эксплуатационными свойствами.
Недостатком вибролитой плитки тротуарной является гладкая лицевая поверхность, небезопасная зимой. Поэтому производителями освоен выпуск вибро- и гиперпрессованных элементов ФЭМ, поверхность которых шероховатая по умолчанию.
Вибролитье
Основным нюансом изготовления железобетонного изделия или монолитной конструкции, отливаемой по месту, является обязательное уплотнение смеси после укладки внутрь опалубки штыкованием или насадкой глубинного вибратора (реже виброрейкой).
Поскольку тротуарная плитка имеет небольшие размеры в сравнении с фундаментами, плитами перекрытия, ФСБ блоками, глубинный вибратор в форму не поместится физически. Поэтому применяется технология вибролиться:
- форма, являющаяся по сути миниатюрной опалубкой изделия, устанавливается на вибростол;
- в бетоносмесителе приготавливается смесь из песка, гранотсева, цемента и воды с добавлением пластификатора, красящего пигмента и модифицирующих добавок;
- форма заполняется бетоном, за счет вибраций из конструкционного материала выходит воздух, равномерно перемешиваются компоненты, цементное молочко перемещается к стенкам формы.

Полуавтоматическая линия вибролитья.
Тротуарная плитка вибролитая получается гладкой, окрашивается в массе, имеет стабильную геометрию. Однако извлечь ее из формы сложно, поэтому изделие помещается к горячую воду (40 – 70 градусов) на несколько минут. Полимерная форма расширяется и легко снимается с готового элемента ФЭМ.
Энергозатраты производства невелики, количество ручного труда при перекладке плитки в ванну, складировании выше, чем в других технологиях.
Для повышения ресурса, качества окрашивания и УФ-стойкости в технологию внесли корректировки:
- цветной бетон для лицевого слоя замешивается отдельно – консистенция сметаны, пропорции 1/1/1/0,02 по массе (цемент, гранотсев, песок, диспергатор, соответственно), пигмент в зависимости от колера;
- серый бетон для основы приготавливается в другой бетономешалке – соотношение 1/8/3 (вода, смесь ПГС, цемент, соответственно), 0,01 часть пластификатора.

Двухслойная цветная плитка.
В форму укладывается цветная смесь, через 20 – 30 секунд добавляется серая основа. Через 30 секунд вибродвигатель отключается. Согласно технологической карте на сушку ФЭМ отводится 3 недели, после чего ей можно мостить тротуары и паркинги.
Вибропрессование
Технология существенно отличается от предыдущей методики, основным оборудованием является вибропресс. Смесь подается из бетономешалки в матрицу, формируется в готовое изделие пуансоном, отбрасывается специальным механизмом на конвейер или поддон в зависимости от объемов производства.





В отличие от резиновых и полимерных многооборотных формочек хороший вибропресс показывает производительность 20 элементов ФЭМ в минуту. Не возникает проблем с расформовкой, практически полностью отсутствует ручной труд. Применявшаяся ранее пропарка продукции ничего, кроме повышения себестоимости тротуарной плитки, не приносила. Поэтому в настоящее время не используется, так как практически не влияет на процесс гидратации цементного камня.
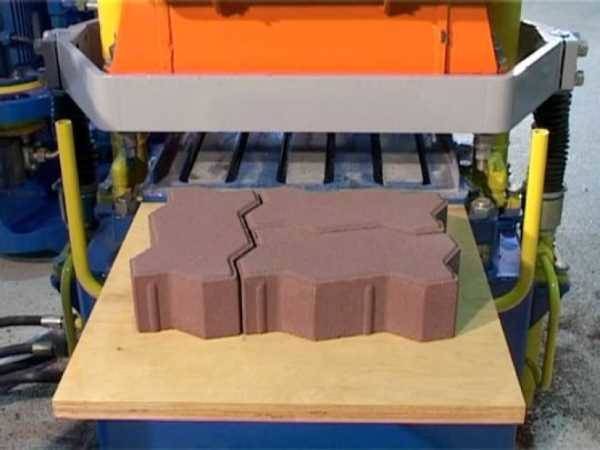
Вибропресс для брусчатки.
Методом вибропрессования так же можно изготовить двухслойную плитку. Ее качество получается выше, так как слои не могут перемешаться при кратковременном приложении давления, а воздух полностью удаляется из смеси.
Гиперпрессование
Характеристики оборудования в данном случае гораздо выше. У разных производителей пуансон давит на смесь внутри матрицы с усилием 0,2 – 0,4 МПа, начальная прочность конструкционного материала составляет 2 – 4 МПа. Поэтому распалубка сразу после формовки прессом не опасна для готового, но не набравшего прочность изделия.

Станок для производства гиперпрессованной плитки.
Поверхность гиперпрессованного продукта гладкая, поэтому возможны проблемы скольжения в дождь и зимой. Огромное давление обеспечивает высокую прочность, низкую водопроницаемость.
Внимание: Обрабатываемость брусчатки гиперпрессованной практически нулевая. Поэтому следует использовать простые схемы укладки, покупать коллекции плитки с половинками в комплекте