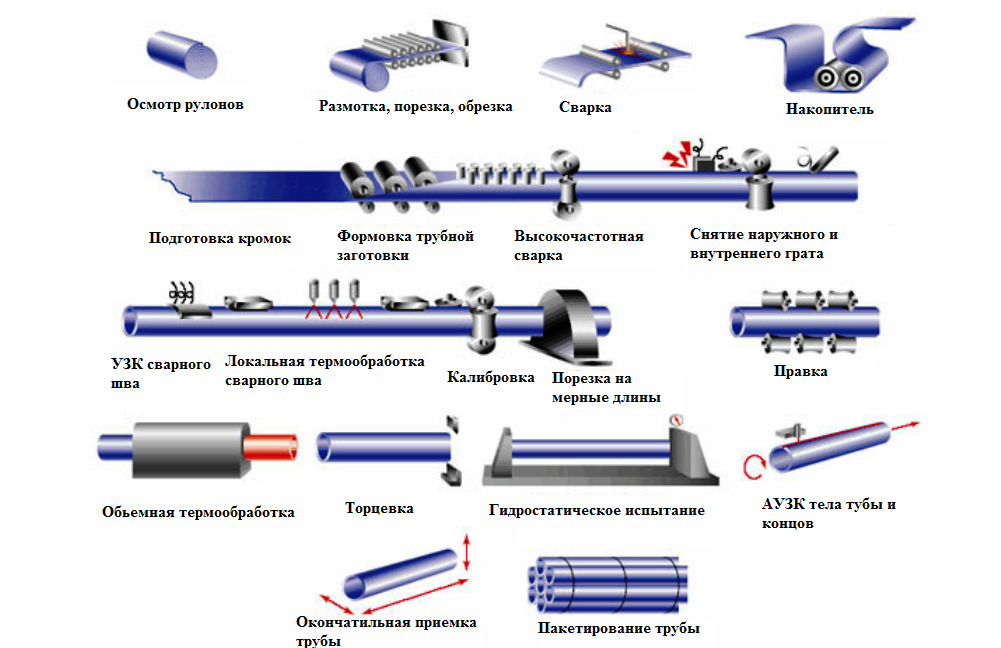
Способы соединения труб ПНД
Сварка встык
Для прочного, надежного соединения ПНД применяют сварку встык. Способ удобный и недорогой, за исключением стоимости сварочного аппарата. В среднем цена такого оборудования от 180 тысяч до 2 миллионов рублей. Если у вас нет цели приобретать аппарат для сварки труб ПНД, стыковку участков лучше доверить специализированной бригаде.
Если вы планируете прокладку водопровода самостоятельно, я расскажу, как это сделать. Сварочный аппарат состоит из следующих элементов:
- центратор;
- гидроагрегат;
- сварочное зеркало;
- торцеватель.
Сборка состоит из следующих этапов:
- Зафиксировать трубы ПНД в центраторе по двум сторонам крепежными гайками.
- В комплекте со сварочным аппаратом поставляется памятка с формулой, через которую рассчитывают давление для конкретного диаметра трубы. Узнав нужные параметры, установить их в гидроагрегате.
- Обезжирить края трубы ПНД спиртовыми салфетками.
- Торцовкой выровнять стыки, чтобы не было заусенцев.
- Нагрев сварочное зеркало, установить его между труб. Подавать на центратор давление до тех пор, пока торцы не расплавятся на 1 сантиметр. Сбросить давление до нуля и подождать указанное в инструкции время.
- Убрать нагревательный элемент, соединить трубы.
Электромуфтовая
Способ электромуфтового соединения подходит для ремонта уже существующего водопровода из ПНД. Но им также можно воспользоваться для сварки новой системы в труднодоступных местах. Потребуется сварочный аппарат для электромуфтовой сварки и соединительные муфты. Стоимость муфт зависит от диаметра, начинается от 200 рублей.
Перед началом работ примеряют муфту к отрезкам труб и делают засечки белым маркером. От места среза до засечки трубу зачищают скребком от защитного окислительного покрытия и обезжиривают.
Электромуфта представляет собой рукав с пазами под контакты сварочного аппарата. На корпусе муфты наклеен штрихкод, который считывают лазерной указкой, входящей в комплект аппарата. Если по каким-то причинам считывание не произошло, то данные можно взять в паспорте муфты. Штрихкод нужен, чтобы аппарат автоматически подобрал режим сварки.
Соединив трубы в муфте, подключают контакты. На аппарате дают команду «старт». Ток подается на электросеть, расположенную на внутренней стороне муфты. Труба начинает плавиться. Процесс считается завершенным, когда на поверхности рукава появятся маячки и аппарат подаст сигнал.
Соединение компрессионными фитингами
К менее надежным способам относят соединение фитингами. В местах стыков могут образоваться течи, поэтому использовать такой метод лучше для наружных систем водопровода малых диаметров.
Для соединения водопровода из труб ПНД компрессионными фитингами не требуется дополнительного оборудования. Сваркой и электромуфтой разрешено соединять только одинаковые по диаметру, марке и толщине стенки трубы ПНД, а разнообразие в моделях фитингов позволяет компоновать элементы разного сечения.
Откручивают от фитинга зажимную гайку синего цвета, надевают ее на трубу. Следом крепится кольцо белого цвета. Зачищенную и обезжиренную трубу вставляют в фитинг, подтягивают кольцо и гайку, плотно закручивают.
Соединение в раструб
До того как муфты и фитинги стали доступны на строительных рынках, в прокладке трубопровода широко применялся способ соединения в раструб. Технология заключается в компоновке труб разного диаметра: одну трубу вставляют в другую и герметизируют стык. Для герметизации используют прорезиненную муфту, предварительно надетую на широкий срез трубы.
Какой способ лучше
Для подземного водопровода лучше применить способ сварки встык. Такое соединение гарантирует долгую работу системы без протечек. Процесс сварки труб быстрый, с работой справится один человек.
Описание метода
Сварка встык может использоваться в случае, если монтируемые трубы имеют диаметр не меньше 50 мм и толщину стенок не менее 5 мм. По этой технологии, отрезки плотно фиксируются, края выравниваются для лучшего контакта, разогреваются при помощи специального агрегата и расплавляются, после чего трубопровод стыкуют и сваривают. Если сделать все правильно, то образуется аккуратный и ровный шов.
При стыковой сварке нужно также помнить о следующих нюансах:
- температура воздуха в помещении, где будут проводиться работы, или на улице должна быть не меньше -15° и не выше +45°;
- трубы должны быть одного диаметра и SDR, а также изготовлены из одной марки полиэтилена.
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Контролируем качество сварного шва
При монтаже сварных соединений любым из описанных выше методов очень важно правильно оценить, насколько качественным получился сварной шов. От этого зависит, можно ли будет использовать этот участок трубопровода, или придется все переделывать

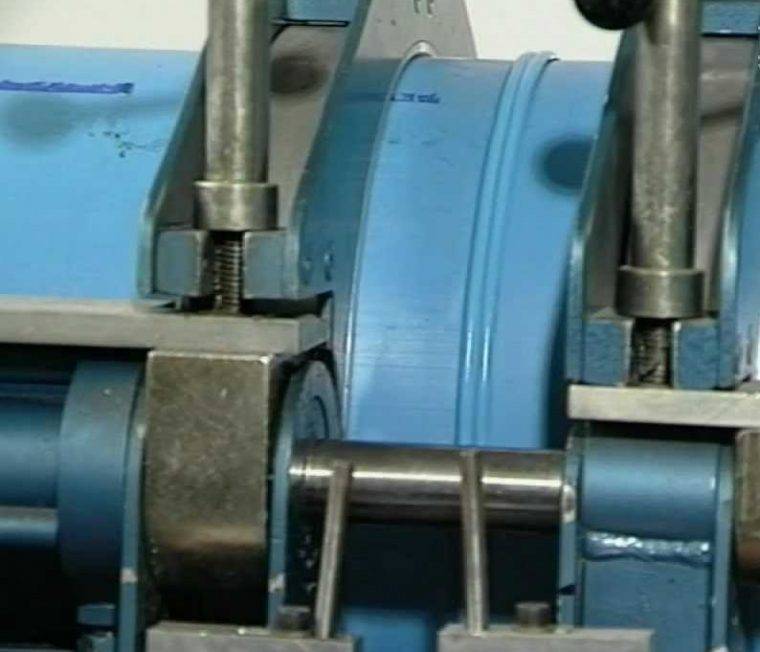
Деталь с двумя правильными сварными швами
Критериев оценки на самом деле не так много, и запомнить их довольно просто:
- Самый главный признак качества — наличие равномерного валика из полиэтилена по всей окружности трубы. Если валик будет искривленным, или же вместо валика будет впадина, пользоваться соединением нельзя;
- Следующий важный фактор – соосность. Небольшое смещение стыкуемых деталей допускается, но оно не должно превышать 10% от толщины трубной стенки;

Фото дефектного участка при несоблюдении соосности
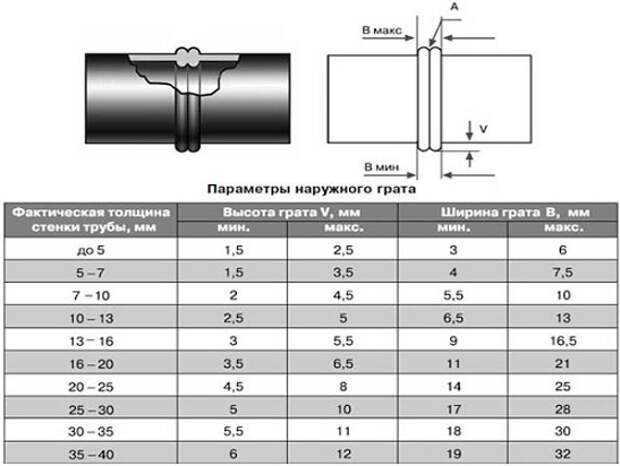
- Высота валика из расплавленного полиэтилена также лимитируется. Для труб со стенками 5 – 10 мм эта величина составляет 2,5 – 3 мм, для труб со стенками до 20 мм – 5 мм и менее.
Конечно, если вы монтируете трубопровод низкого давления или безнапорные коммуникации, то небольшим отступлением можно и пренебречь, но делать этого все-таки не стоит. Куда проще сделать новое сварное соединение, чем впоследствии ремонтировать эксплуатируемую трубу.
Сварка полиэтиленовых труб встык
Перед началом сварки зоны соединения труб выравниваются с помощью электроторцевателя — инструмента для механической обработки торцов свариваемых труб. Инструмент выравнивает торцы труб под прямым углом относительно оси и удаляет все сколы и неровности сечения. Торцевание должно производиться до тех пор, пока стружка, образуемая в результате торцевания, начнет выходить непрерывной, ровной лентой. Максимальные допуски по зазорам между свариваемыми поверхностями после торцевания указаны в таблице 1.

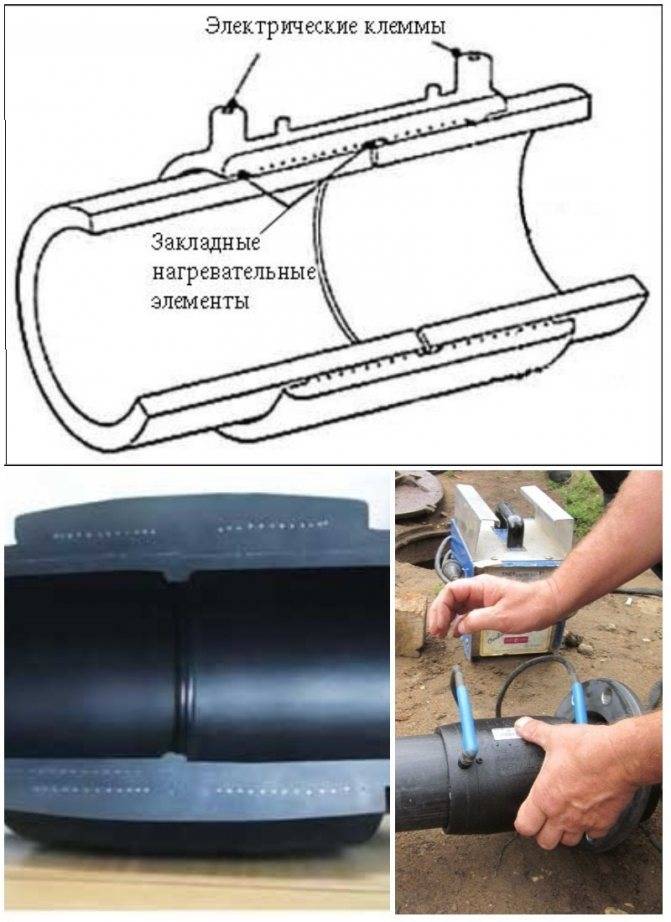








Таблица 1. Допустимая величина зазора между обработанными торцами свариваемых труб
Далее свариваемые поверхности нагреваются до температуры плавления с помощью специального нагревательного элемента, как показано на рис. 2 и 3. Во время цикла «оплавление» (рис. 2) происходит образование первичного грата. Во время цикла «нагрев» (рис. 3) тепло распространяется вглубь материала. Давление на свариваемые части при этом близко к нулю (оно только обеспечивает контакт между торцами труб и нагревателем). Затем нагревательный элемент удаляется из области сварки как показано на рис. 4 (цикл «удаление нагревателя»). Нагревательный элемент необходимо удалять так, чтобы не загрязнить и не повредить нагретые для сварки поверхности трубы. Контактные поверхности нужно быстро соединить, не допуская других соприкосновений. Время перехода должно быть настолько кратким, насколько это возможно, иначе нагретые поверхности застынут, что негативно повлияет на качество сварки. Во время цикла «сварка» (рис. 5.) образуется окончательный грат и молекулярные связи, обеспечивающие однородность соединения. Свариваемые части трубы соединяются под давлением равным давлению цикла «оплавление торцов», как показано на рис. 5. Во время заключительного цикла «охлаждение» (рис. 6) происходит осадка стыка и стык приобретает максимальную прочность. После соединения должен появиться симметричный буртик (см. рис. 6). Одинаковый размер правого и левого буртика показывает правильность сварки. Различный размер буртиков показывает различные характеристики вязкости соединяемых материалов, то есть процедура сварки произведена неверно.
Цена монтажа водопровода из полиэтиленовых труб
При определении стоимости работ необходимо принимать во внимание множество нюансов. На цену монтажа водопровода из полиэтиленовых труб влияют следующие факторы:
- Длина магистрали, площадь помещения;
- Диаметр полиэтиленовых труб для водопровода;
- Количество подключаемых сантехнических приборов;
- Сложность проекта водопровода, особые пожелания заказчика;
- Отсутствие удобств при выполнении монтажных работ;
- Варианты прокладки трассы — скрытая или открытая;
- Расположение объекта от места проживания мастера;
- Качество используемого материала — на второсортные изделия приходится тратить больше сил и времени;
- Тип разводки;
- Способ крепления кусков полиэтиленовых труб между собой;
- Наличие на месте выполнения работ электроэнергии.
Стоимость строительных работ можно снизить, если дорогостоящее оборудование взять в аренду. Расценки на аренду оборудования в строймагазинах невысокие, зато вы сможете пользоваться высококачественными приспособлениями.
Цена монтажа водопровода из полиэтиленовых труб в Украине:
| Операция | Цена |
| Стыковая сварка трубы диаметром 63-110 мм | 105-250 грн. за стык |
| Электромуфтовая сварка диаметром 25-110 мм | 110-300 грн. за стык |
| Монтаж магистрали диаметром 20-32 мм | 15-40 грн./п.м. |
| Крепление труб | От 12 грн. точка |
| Монтаж шарового крана | От 30 грн. точка |
| Штробление для скрытия труб в стене | 70-150 грн./п.м. |
Цена монтажа водопровода из полиэтиленовых труб в России:
| Операция | Цена |
| Стыковая сварка трубы диаметром 63-110 мм | 300-600 руб. за стык |
| Электромуфтовая сварка диаметром 25-110 мм | 300-800 руб. за стык |
| Монтаж магистрали диаметром 20-32 мм | 250-300 руб./п.м. |
| Крепление труб | От 80 руб. точка |
| Монтаж шарового крана | От 150 руб. точка |
| Штробление для скрытия труб в стене | 350-800 руб/п.м. |
Как сделать водопровод из полиэтиленовых труб — смотрите на видео:
Монтажные работы по строительству магистрали из полиэтиленовых труб можно выполнять самостоятельно от начала до конца, сэкономив средства и время. При соблюдении всех правил сборки конструкция обеспечит надежную подачу воды в течение длительного времени. Ее можно пить без опаски, она будет без запаха и приятной на вкус.
Неповоротные стыки
При сварке неповоротных стыков принято пользоваться так называемой «трехслойной» технологией, согласно которой сначала делается коренной шов, после чего переходят к заполнению его кромок и обустройству лицевой части стыкового соединения. При формировании таких образований смежные валики швов должны располагаться с перекрытием порядка15-20 мм.
В процессе стыковой сварки арматуры могут применяться различные методики, выбор которых определяется пространственным положением стыкуемых заготовок (это касается всех видов труб, включая пластиковые ПНД).
При их горизонтальном расположении главная проблема – это необходимость работать в трёх различных плоскостях, из которых верхнее (или потолочное) является самым неудобным.
Для образования качественного стыкового соединения в этом случае требуется постоянное варьирование основными параметрами сварки (её скоростью, углом наклона электрода и силой тока).
При подготовке таких соединений сварочная процедура не должна прерываться в произвольной точке сочленения (шов должен накладываться за один заход).
Жёсткие требования к производству таких работ обусловлены особым пространственным расположением стыков, так что к этим операциям могут привлекаться лишь опытные сварщики.
Вертикальное размещение заготовок с точки зрения технологии стыковой сварки отличается от горизонтального лишь тем, что в этом положении основное внимание уделяется углу наклона электрода. Этот параметр при перемещении вдоль окружности трубных заготовок должен непрерывно корректироваться
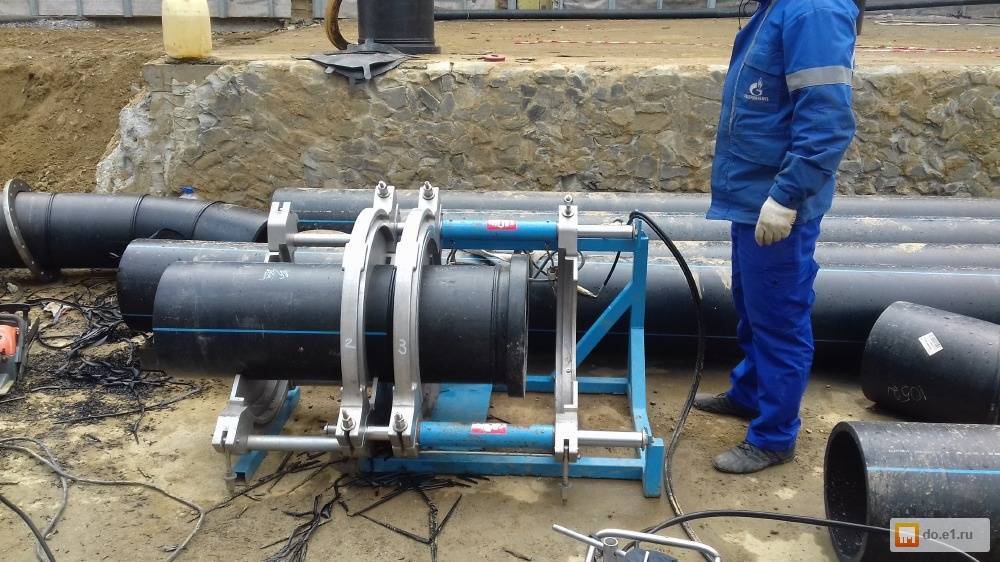
Для реализации стыковой сварки заготовок может использоваться специальное оборудование
При его выборе важно определиться со спецификой работы того или иного механизма с каждым конкретным видом трубных соединений
Аппарат для стыковой сварки пластиковых труб
Одним из способов сварки полиэтиленовых труб является стыковая сварка.
Этот способ заключается в нагреве и постепенной расплавке соединяемых торцов с помощью нагревателя сварочного агрегата. Следующим этапом будет состыковка труб с оказанием давления.
Выполнение стыковой сварки труб требует определенной квалификации, знаний и умения для получения качественного результата этого вида сварки.
Однако, именно при проведении стыковой сварки нет необходимости в привлечении тяжелой техники, наибольшее количество сварщиков – 2 человека, маленький расход на энергозатраты. Таким образом, при стыковой сварке труб уменьшаются не только расходы на труд человека, но еще и сокращается время прокладки труб.
При приготовлении к проведению стыковой сварки необходимо подготовить полиэтиленовые трубы и фитинги с одинаковыми качествами, такими как, размеры, марка и т.д.
Кроме того, при подготовке к сварке трубы выравниваются, очищаются от грязи для достижения полного контакта элементов.
Далее, с использованием сварочного аппарата происходит расплавление торцов труб.
Следующим этапом при применении сварочного аппарата тепло должно растечься внутри каждой трубы для начала процессы плавки полиэтилена. Для сохранения физических и химических качеств выбирается специальный температурный режим и время плавки по таблице сварки.
Через некоторое время необходимо убрать очень аккуратно сварочный аппарат в целях недопущения повреждения труб и проседания частиц грязи.
После того, как будет убран сварочный аппарат трубы стыкуются между собой с дальнейшим формированием молекулярной связи
Обращаем внимание, что давление должно быть точно таким же, как и при плавке полиэтилена
И завершающим этапом при стыковой сварке труб служит охлаждение сварного шва. Полиэтилен на стыке усаживается и получает максимально допустимую прочность. В итоге получается качественный и ровный шов.
При допущении монтажных ошибок шов будет лишен этих качеств.
Еще одним из видов полиэтиленовых труб являются пластиковые трубы из полиэтилена низкого давления (трубы ПНД).
Данный вид труб в настоящее время заменяет металлические трубы в таких видах строительных работ, как канализация, водоснабжение, проведение электро- и газоснабжения и т.д.









Трубы ПНД обладают долговечностью, теплоизоляцией и легкостью материала, что позволяет экономить на транспортных расходах.
Также в случае прокладки труб ПНД в целях организации водопровода в жилых помещениях в зимнее время года эти трубы не треснут, как металлические.
Существует несколько вариантов соединения труб ПНД. Однако наиболее доступным и качественным является сварка.
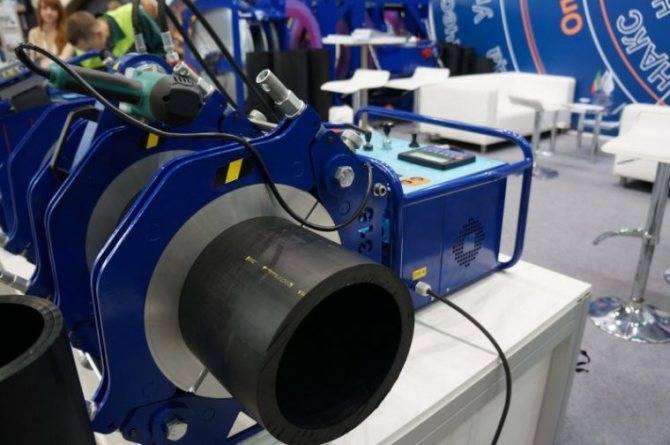
Оборудование для стыковой сварки полиэтиленовых труб
Стыковая сварка осуществляется с помощью профессионального сварочного агрегата для сварки ПНД труб. Все виды сварочной техники для ПНД труб объединяет небольшая масса и низкое энергопотребление. Данное оборудование дает возможность осуществлять сварку даже с минимальными образцами в автоматическом порядке.
Таким образом, строительный рынок рекомендует профессиональное оборудование для сварки полиэтиленовых труб, имеющее механический, гидравлический приводы и работающие с помощью программного управления.
Где купить аппарат для стыковой сварки полиэтиленовых труб
PLAST.RU – онлайн-гипермаркет пластиков и отделочных материалов с доставкой по всей России
Мы являемся официальным дилером и у нас можно купить стыковая сварка труб, а также заказать полимерные изделия, отделочные материалы и напольные покрытия по выгодным ценам. Располагаем широчайшим в интернете ассортиментом товара и обеспечиваем низкие цены. Предлагаем большой склад для самовывоза и осуществляем доставку по Москве и Московской области собственным курьерским автопарком, а в представленные ниже города доставляем транспортными компаниями:
- Архангельск
- Астрахань
- Балашиха
- Барнаул
- Белгород
- Брянск
- Великий-Новгород
- Владимир
- Волгоград
- Вологда
- Воронеж
- Дзержинск
- Екатеринбург
- Иваново
- Иркутск
- Ижевск
- Йошкар-Ола
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Кострома
- Краснодар
- Красноярск
- Курган
- Курск
- Липецк
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Набержные Челны
- Нальчик
- Нижневартовск
- Нижнекамск
- Нижний Новгород
- Новокузнецк
- Новоросийск
- Новосибирск
- Омск
- Орёл
- Оренбург
- Пенза
- Пермь
- Петрозоводск
- Псков
- Ростов-на-Дону
- Рыбинск
- Рязань
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Сыктывкар
- Тамбов
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- Улан-Удэ
- Ульяновск
- Уфа
- Хабаровск
- Чебоксары
- Челябинск
- Череповец
- Чита
- Шахты
- Якутск
- Ярославль
Способы сваривания
Возможна ли качественная сварка ПНД труб своими руками? Возможна, но при одном условии: при монтаже должно использоваться специальное оборудование.
Сварочные работы выполняются двумя способами:
- Встык – соединяемые элементы разогреваются до температуры плавления по торцам и стыкуются под давлением;
- Применяется электросварная муфта, которая одевается на совмещённые торцы и оплавляется.
Рассмотрим каждый из перечисленных способов подробнее.
Современное оборудование для сварки труб ПНД встык состоит из следующих элементов:
- станина (центратор) применяется для фиксации стыкуемых труб в требуемом положении;
- торцеватель (триммер) необходим для механической обработки стыкуемых торцов;
- нагревательный элемент применяется для разогрева торцов до температуры плавления;
- гидравлический блок приводит в движение совмещаемые трубы и обеспечивает оптимальную плотность шва.
Разбираем центратор, освобождая место под трубы (стыкуемые детали), для этого снимаем фиксирующее зажимы;
Устанавливаем стыкуемые детали в центратор и фиксируем их в верхней части зажимами;
Посредством регулировочного клапана выставляем необходимое давление подвижной части центратора;
Очищаем поверхность торцов от грязи и пыли, используя специальные салфетки или безворсовую ветошь и спирт в качестве растворителя;
- Устанавливаем торцеватель между стыкуемыми деталями на станину;
- Включаем гидравлику и сдвигаем стыкуемые элементы, а затем включаем торцеватель;
- Демонтируем центратор и удаляем остатки пластиковой стружки из труб;
Проверяем стыкуемые детали на соосность;
- Устанавливаем на станину нагревательный элемент;
- Выставляем на таймере время и температуру, необходимые для оплавления полиэтиленовых стенок;
Включаем гидравлику и сводим стыкуемые элементы к нагревателю под давлением;
- Запускаем нагрев, который прекратится после срабатывания таймера;
- После того как таймер подал звуковой сигнал, отключаем давление и вынимаем нагревательный элемент;
- Вновь сводим стыкуемые торцы под давлением для получения прочного и аккуратного шва;
Запускаем таймер на остывание полиэтилена;
После звукового сигнала отключаем давление, разбираем оборудование и освобождаем сваренную конструкцию.
Инструкция проведения сварочных работ следующая.
Рассмотрим подробнее этапы, перечисленные на схеме.
Посредством торцовочной пилы режем торцы труб под необходимым для углом;
Удаляем стружку и срезаем заусеницы, после чего протираем стыкуемые поверхности ветошью, пропитанной в спирте.
Стыкуемые детали укладываются на ровную поверхность, присоединяются друг к другу под нужным углом и удерживаются вручную;
На экструдере выставляем температуру плавления гранул ( 220°С);
Далее экструдером делаем прихватки по стыку труб;
После того как прихватки сделаны, ждём 5-7 минут чтобы пластик остыл;
Наносим пластик по всей окружности свариваемых деталей;
После того как пластик нанесён, оставляем конструкцию остывать в течении 7 минут, после чего сварка считается выполненной.
Теперь несколько слов по поводу прочности сварного шва. В плане эксперимента, после того как остыл пластик, была выполнена деформация собранного отвода.
Монтажник давил на область шва своим весом до тех пор, пока поперечное сечение труб из круглого не стало овальным. Разумеется, аналогичные опыты с трубами, сваренными встык путем нагревания торцов продемонстрируют меньшую прочность шва.
Обзор способов соединения полиэтиленовых труб был бы неполным без применения электросварных муфт. На сегодняшний день этот метод получает все большее распространение благодаря высокой прочности и долговечности готового результата.
Инструкция выполнения соединений с использованием электромуфты на следующей таблице.
Рассмотрим перечисленные моменты подробнее.
Стыкуемые торцы обрезаются специальным труборезом для того чтобы получить оптимальную соосность при стыковке;
При помощи ручного скребка снимаем оксидный слой с поверхности прилегающей к участку стыковки (примерно 20 см от торца);
Снимаем образовавшуюся стружку, используя тот же скребок;
Наружную поверхность труб и внутреннюю поверхность муфты обезжириваем специальными салфетками или безворсовой ветошью, смоченной в спирте;
Размечаем трубы по размеру муфты для более простого позиционирования в центраторе;
По сделанным отметкам крепим трубы и муфту в центраторе;
Разъемное соединение ПНД труб
Этот метод часто используется, чтобы произвести монтаж труб ПНД в квартирах и жилых домах своими руками. Для этих целей обычно применяют трубы, диаметром менее 110 мм и элементы фиксации: компрессионные пластмассовые или латунные фитинги. Не лишней деталью будет раструбная заглушка с гибким уплотнителем.









Порядок операций следующий:
1. Подготовка концов труб такая, как и при сварке. Единственная особенность: здесь необходимо тщательно проследить за тем, чтобы срез был строго перпендикулярен оси трубы.
2. Открутить гайку фитинга и плотно вставить конец трубы в фитинг.
3. Далее собрать фитинг: одеть на трубу и вставить резиновый уплотнитель в фитинг в специальное гнездо (он должен сесть плотно, с усилием), затем цангу и уплотнительное кольцо с зазубринами. Все должно плотно прилегать и хорошо фиксироваться.
4. Закрутить гайку.
Эти манипуляции можно выполнить без инструмента, вручную. Но если происходит монтаж труб большого диаметра (от 160 мм и больше), то можно использовать гаечный ключ. Если все выполнено верно, можно не переживать по поводу герметичности соединения. Но проверить следует.
Вернуться к содержанию
Процесс работы
Саму технологию сварки ПНД труб встык можно условно разделить на шесть этапов:
- Подготовка и центровка труб.
- Торцевание.
- Установка нагревателя (сварочного зеркала) и нагрев.
- Удаление нагревателя (после того как торцы труб оплавятся).
- Сварка.
- Охлаждение.
Прежде чем приступить к работам, трубы необходимо подготовить. Нарежьте их на части нужной длины, при этом следите, чтобы срез был ровным. Все детали, включая муфты, необходимо зачистить и обезжирить. После этого отрезки закрепляются в центраторе сварочного устройства.
Вторым этапом является торцевание, то есть все излишки материала снимаются при помощи специального резца. Удобно использовать электроторцеватель: аппарат выравнивает торцы труб под прямым углом, убирает все неровности и сколы.
Торцевание нужно продолжать, пока стружка, которая образуется в результате, не начнет выходить ровной лентой. Чтобы убедиться, что нет зазоров, детали сводят вместе для проверки. Стоит учитывать, что отрезок трубы уменьшится из-за торцевания и дальнейшей сварки. Чтобы понять, каким будет это расстояния, лучше заглянуть в инструкцию: для каждого диаметра трубопровода этот размер будет разным.
После подготовки труб между ними устанавливается специальный нагревательный элемент. Торцы нужно прижать к нагревателю, при этом на протяжении нагрева нельзя менять давление нажима. Время нагревания разнится в зависимости от условий. Точное время можно посмотреть в таблице параметров сварки полиэтиленовых труб.
Далее сварочное зеркало необходимо убрать, а торцы как можно быстрее состыковать, оказывая на них равномерное давление. Если нагретые поверхности остынут, это скажется на качестве монтажа. Также обязательно нужно следить за тем, чтобы при удалении нагревательного прибора не загрязнить и не повредить свариваемые трубы.
Во время непосредственно сварки между отрезками образуются окончательный грат и молекулярные связи. Давление нужно выдерживать и на протяжении всего последнего этапа – охлаждения. Необходимо дождаться, пока полиэтилен полностью остынет, после чего можно достать трубы из центровочного аппарата.
Результатом должен стать ровный и аккуратный шов. Признаком качественной работы станет симметричный буртик, который должен быть одинакового размера с обеих сторон. Цвет грата должен быть такой же, как и у труб, плохим признаком будет наличие трещин, пор и инородных включений.
Сварка ПЭ труб с помощью элементов с закладными электронагревателями
Электромуфтовая сварка полиэтиленовых труб позволяет получить, как и при сварке встык, качественное неразъемное соединение, ее используют для соединения ПЭ труб диаметром от 20 мм и выше, независимо от толщины стенки. При этом способе соединения труб, сварочные работы производятся при температуре воздуха от -100С до +300С. При более широком интервале температур сварочные работы следует выполнять в укрытии, для соблюдения заданного температурного интервала. Сварка ПЭ труб состоит из подготовительных работ и собственно сварки деталями с закладными нагревателями (ЗН). Подготовительные работы включают в себя:
- подготовку и проверку сварочного оборудования,
- подготовка места сварки и размещение сварочного оборудования,
- выбор необходимых параметров сварки (закладываются в зависимости от производителя и используемого электросварного фитинга),
- удаление оксидного слоя,
- закрепление и центровка труб и деталей в зажимах позиционера,
- протирка поверхностей свариваемых труб и деталей с ЗН.
Перед сборкой и началом сварки концы свариваемых ПЭ труб и соединительных деталей тщательно очищаются и протираются от всех загрязнений. Концы свариваемых труб обязательно должны быть ровно обрезаны, дабы избежать замыкания витков спирали и предотвратить вытекание расплавленного материала внутрь трубы. Затем производят механическую обработку концов трубы при помощи зачистных оправок или скребков для того, чтобы отчистить их от загрязнений и удалить оксидный слой. Неполное удаление оксидного слоя (оксидный слой образуется на поверхности трубы после ее производства) может привести к неоднородному или негерметичному сварному соединению. Как правило снимается стружка на глубину от 0,1-0,2 мм. Детали с ЗН механической обработки не подвергаются из-за возможности повредить нагревательную спираль. Затем снимается фаска с внешнего ребра трубы для облегчения одевания муфты. Закрепление ПЭ труб в позиционере позволяет отцентрировать, устранить овальность и свести на нет возможные смещения труб во время сварки. Несмотря на возможные стесненные условия, необходимо полностью защитить сварное соедининение от попадание пыли и грязи, песка и т.д. Для этого после сборки соединения зазор между муфтой и трубой закрывают с помощью клейкой ленты. Для избежания тепловых потерь во время сварки заглушаются открытые концы свариваемых ПЭ труб. Электромуфтовый сварочный аппарат в памяти регистрирует процесс сварки. Распечатку протокола сварки можно производить как сразу после окончания сварного стыка, так и через определенные промежутки времени, это зависит от объема памяти сварочного аппарата. Нагружать сваренный трубопровод внутренним давлением можно уже через 10-30 минут после охлаждения последнего стыка.
Важно!
Не каждый стыковой сварочный аппарат может варить газовые трубы. Это зависит от нескольких факторов:
Во-первых, аппарат должен быть гидравлическим, так как от силы сжатия зависит прочность стыка и величина максимально допустимого давления транспортируемой жидкости. Ручные механические аппараты годятся для сварки только водопроводных труб, тем более, чем выше диаметр труб у механических аппаратов, тем меньшее показатель сжатия на стык и тем меньше максимальное давление потоков транспортируемой жидкости.
Во-вторых, сварочный аппарат должен иметь блок протоколирования всего сварочного процесса.