Типы труб

Сдерживающим фактором является высокая стоимость
Существуют два типа труб из меди.
- Отоженные. После изготовления трубы подвергают термической обработке, при температуре 650-700 Сº. Процедура придает изделию пластичность, при некоторой потере прочности. Кроме того, увеличивается стоимость продукции.
- Неотоженные. Отличаются высокой прочностью. Единственный недостаток – низкая эластичность. При монтаже трубопровода отводы выполняют с помощью соединительных муфт, поскольку такие трубы практически невозможно согнуть.
Независимо от типа продукции, к чистоте материала предъявляют особые требования. Согласно ГОСТу 859-2001, массовая доля меди не должна быть ниже 99 %.
Каким должен быть флюс для меди?
Качественный флюс для пайки меди и труб соответствует нескольким требованиям:
- Сплошное равномерное покрытие рабочей зоны.
- Показатели вязкости и плотности ниже, чем у припоя, чтобы происходило полное замещение.
- Растворение оксидной пленки и защита металла от повторного окисления.
- Сохранение хорошей видимости шва.
- Химическая стабильность, флюс не должен разлагаться при нагревании.
- Легкое удаление шлама по завершению работ.
- Возможность работы на вертикальных участках.
По окончанию пайки остатки флюса тщательно удаляются растворителями.
Типы флюсов для меди
Флюсы отличаются своим химическим составом и свойствами. Например, для очистки металла от загрязнений и повышения текучести припоя используют борную кислоту, хлорид цинка, соляную кислоту. Для создания защитной пленки применяют канифоль, воск, различные смолы.
Для работы с медными трубами можно использовать различные типы флюсов:
- Жидкие. Вещества хранят в закрытых тубах, используют вместе с мягкими припоями.
- Порошковые. Сухие смеси, которые удобно хранить, но всегда удобно использовать при пайке.
- Флюс-пасты. Вещества продаются в готовом виде и могут использоваться сразу.
Флюсы отличаются и своими основными свойствами.
В зависимости от условий эксплуатации металлоизделия выбирают наиболее подходящий состав:
- Вещество с антикоррозионными свойствами. В состав флюса входят растворители и фосфор. При нагревании они взаимодействуют, образуя органические вещества. После работы шлам удаляется очень легко, без применения специальных средств.
- Вещество, обеспечивающее высокую чистоту и эстетичность шва. Флюс готовят на основе золота, этанола, вазелина или салициловой кислоты.
- Активированные флюсы. К этой группе соединений относят канифоль, буру. Бура плавится при нагревании до 70 ºС без выделения токсичных летучих веществ.
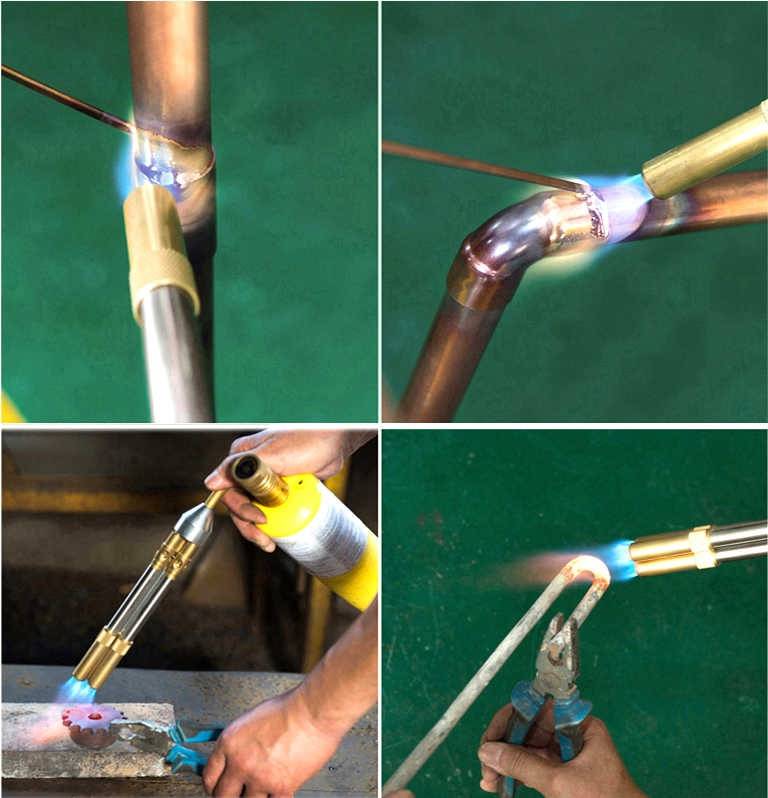
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках
Установкой кранов с резьбой, стоит заниматься после запайки
Установкой кранов с резьбой, стоит заниматься после запайки.
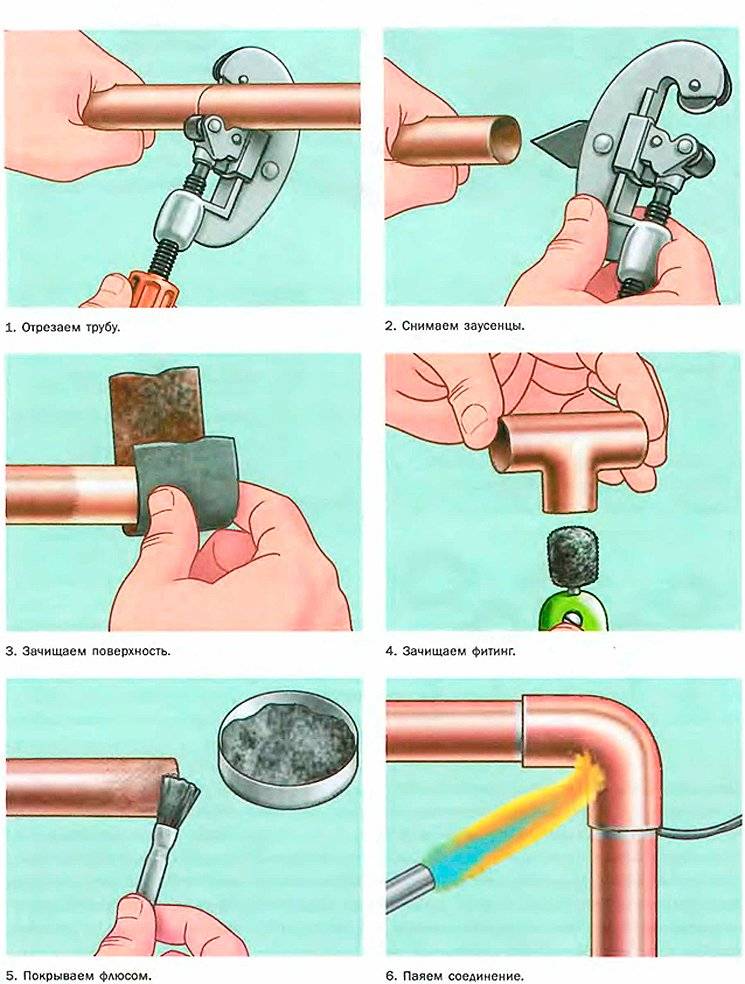
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
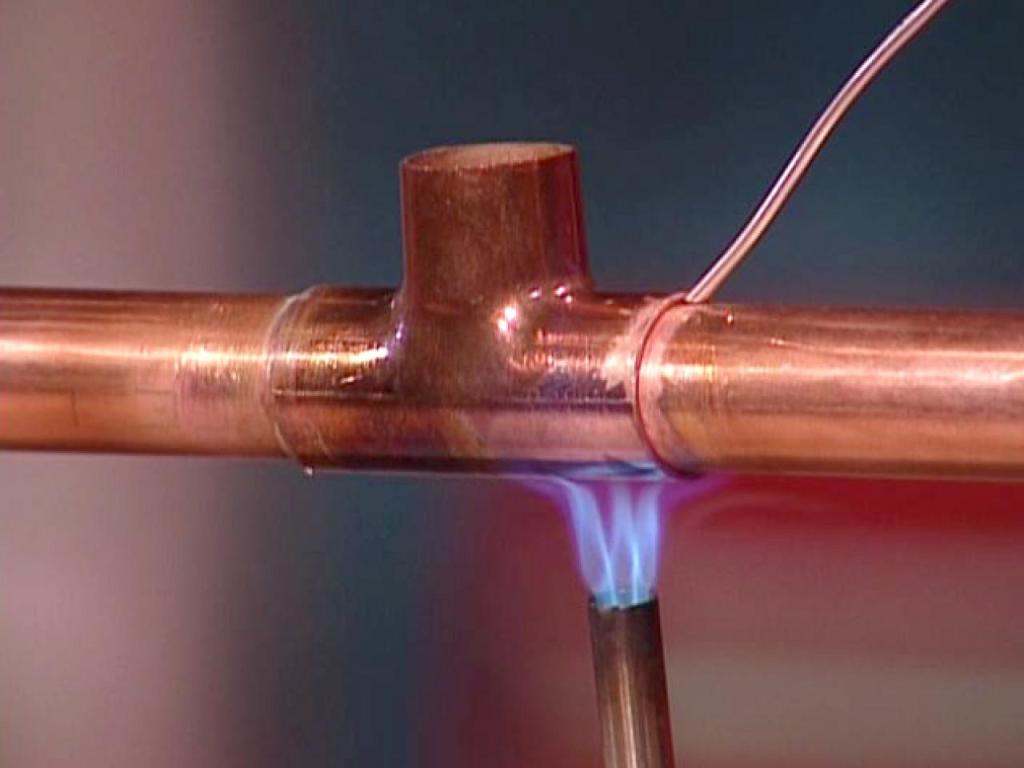
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
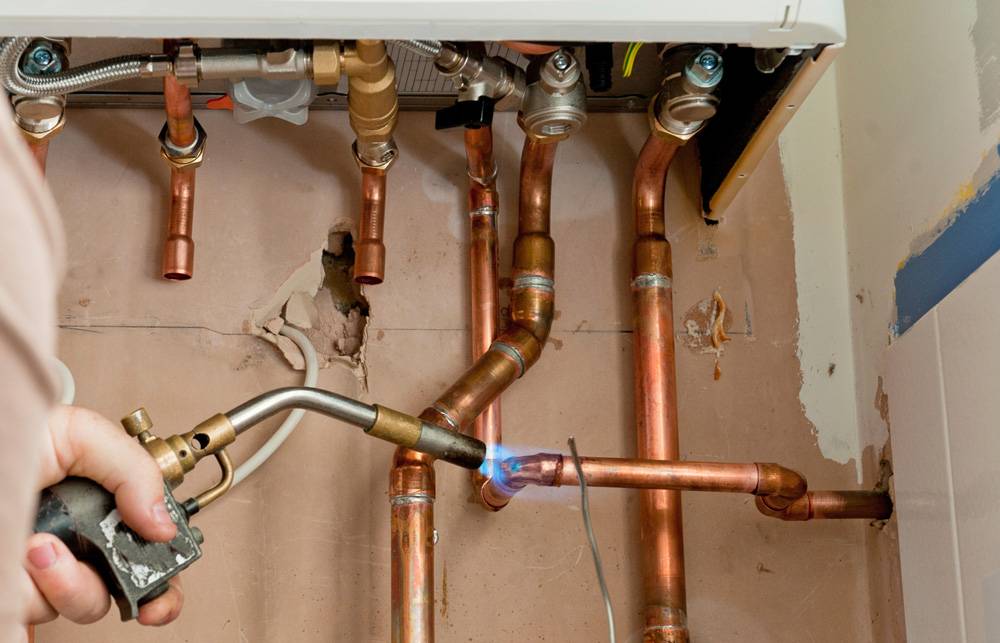
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.
Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
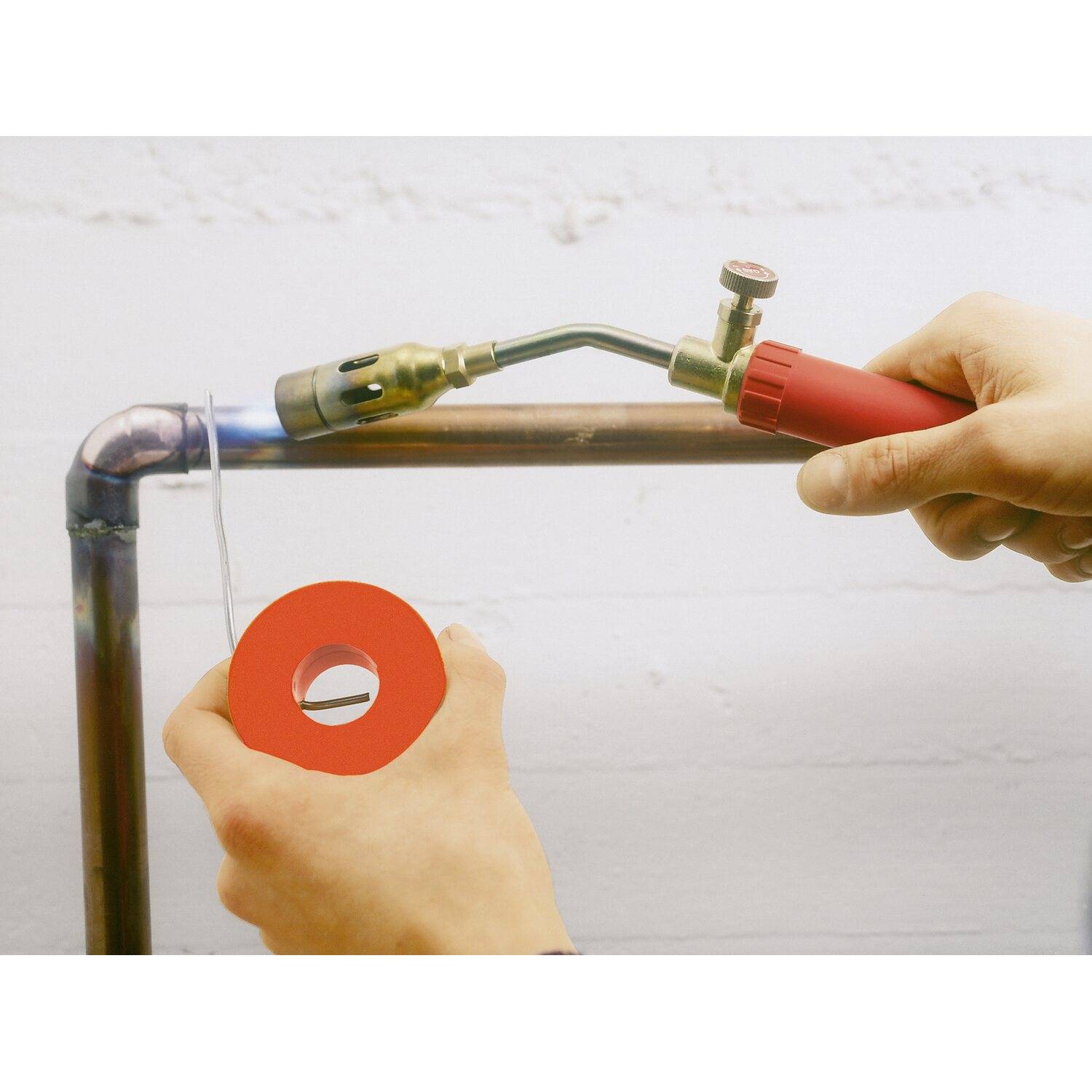
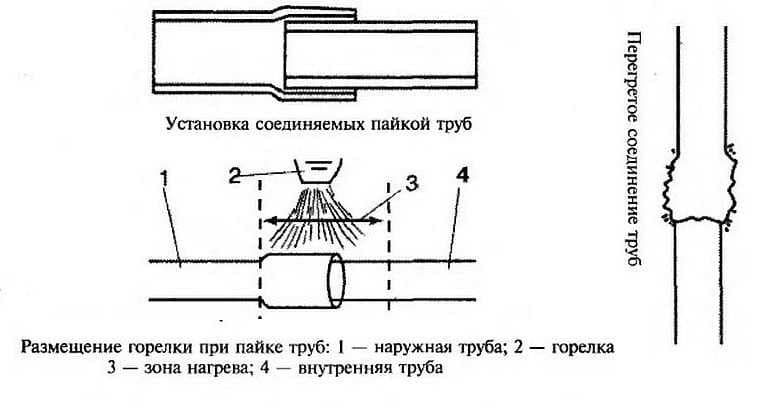
Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
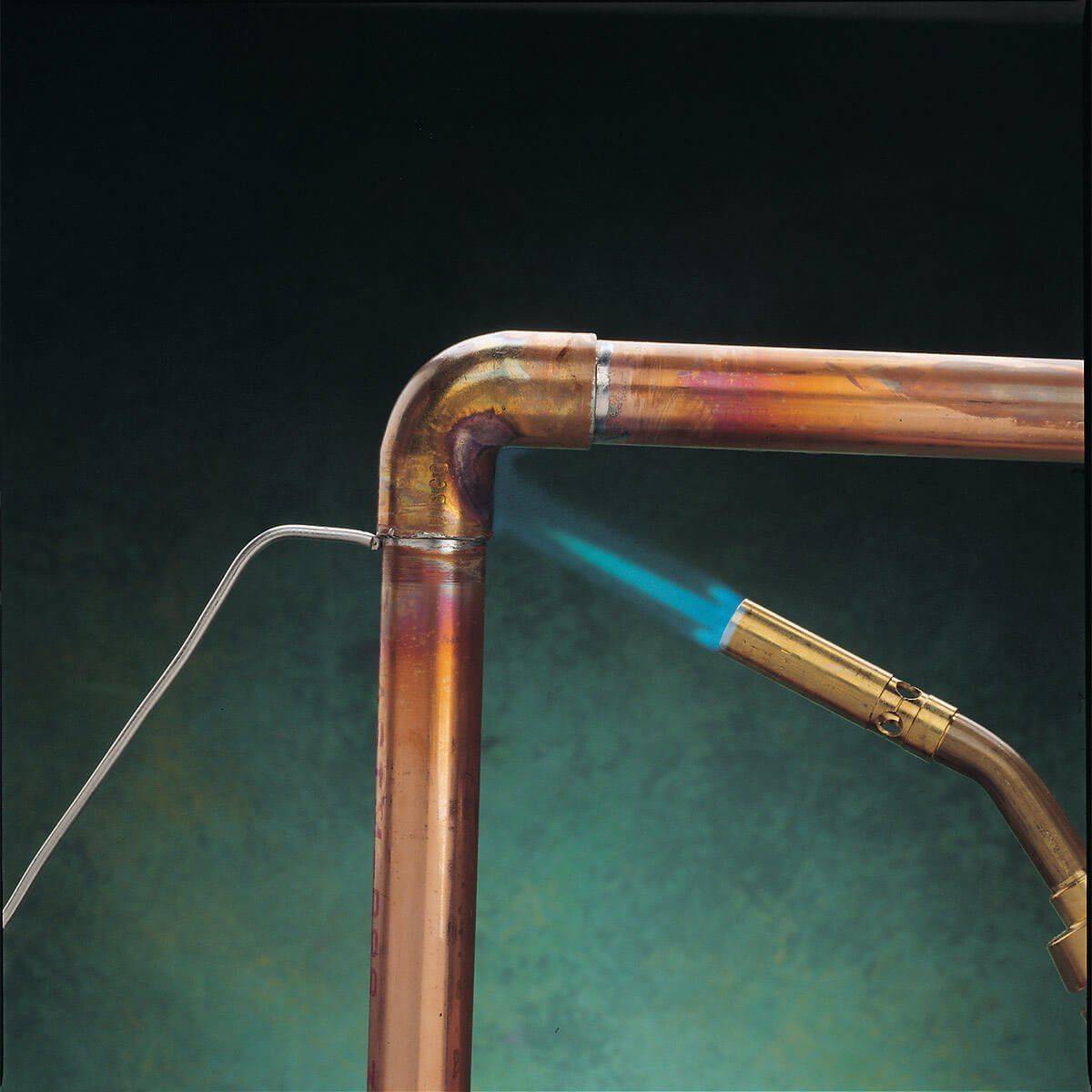
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
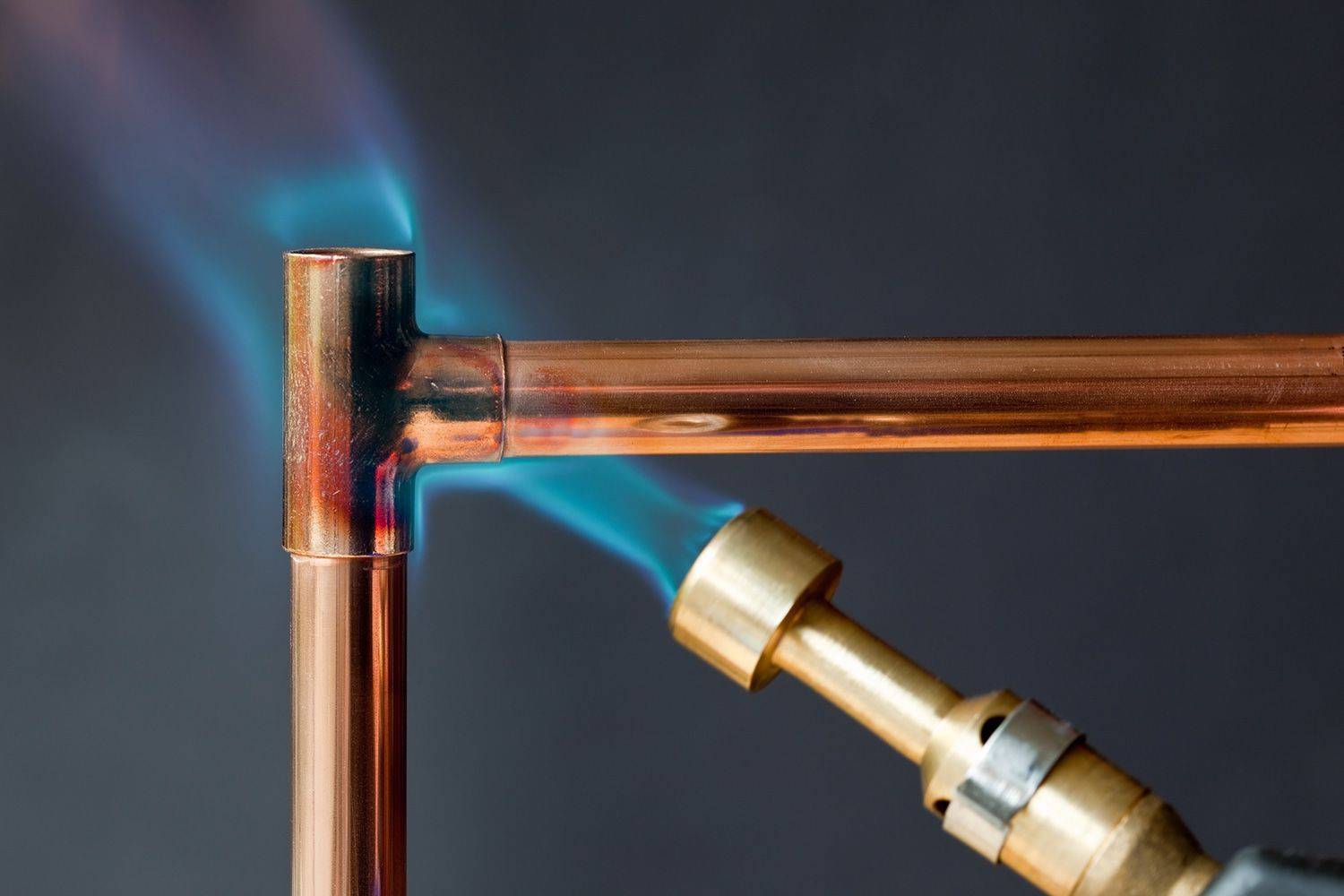
Соединение нужно разогреть по всей окружности равномерно.
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.







Особенности пайки мягким и твердым припоями
Соединение медных труб имеет ряд характерных особенностей. Особо отчетливо они проявляются при использовании различных материалов.
Пайка звеньев легкоплавким припоем проводится при температуре 175–315ᵒC. Пайка твердыми составами осуществляется при разогреве места стыка до температуры 650–815ᵒC.
Пайка мягким сплавом используется для спаивания медных труб с внутренним диаметром до 22 мм, и твердым – при диаметре 22 мм и более.
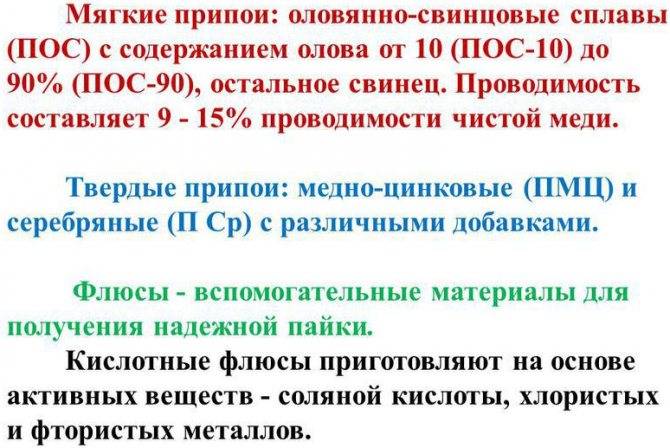
Мягкие и твердые припои — описание
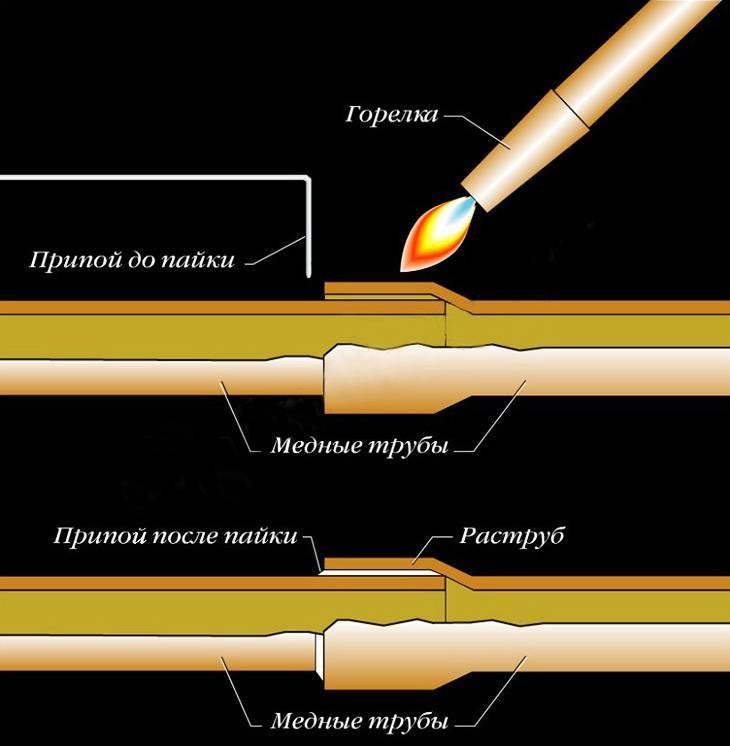
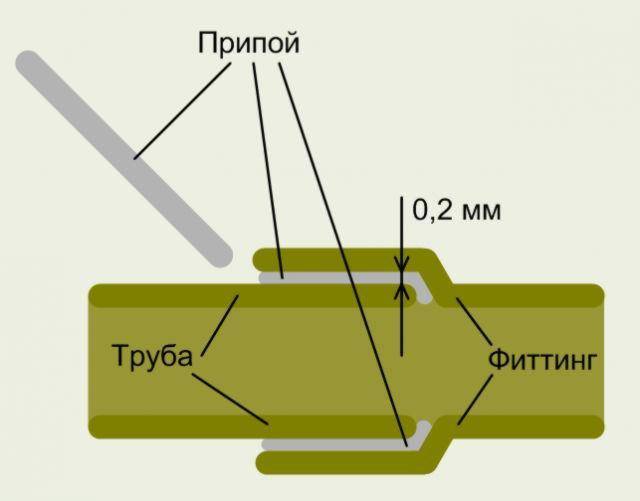
При достаточном разогреве происходит кипение нанесенного слоя флюса. При плавлении мягкого припоя образуется расплавленная капля, играющая важную роль для прочного соединения труб. Кипящий флюс выталкивает расплавленный состав из пространства стыка. Под действием капиллярных сил припайный сплав затягивается внутрь стыка при его остывании.
При пайке твердыми припоями встык между спаиваемыми элементами вставляется тонкая прокладка из мягкого металла. Соединяемые детали надежно и прочно фиксируются направляющей прокладкой.
Простая техника выполнения спаивания труб из меди и доступность всех материалов позволяет выполнять эту работу своими руками в домашних условиях.
Видео по теме: Пайка медных труб «мой опыт»
Подборка вопросов
- Михаил, Липецк — Какие диски для резки металла использовать?
- Иван, Москва — Какой ГОСТ металлопроката листовой стали?
- Максим, Тверь — Какие стеллажи для хранения металлопроката лучше?
- Владимир, Новосибирск — Что значит ультразвуковая обработка металлов без применения абразивных веществ?
- Валерий, Москва — Как выковать нож из подшипника своими руками?
- Станислав, Воронеж — Какое оборудование используют для производства воздуховодов из оцинкованной стали?
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Основные ошибки допускаемые при пайке
Основные ошибки, возникающие при сварке медного трубопровода своими силами:
- Недостаточно качественная обработка стыков. При нанесении припоя образуются пустоты, нарушающие герметичность и прочность соединения.
- Пятна масла на поверхности труб, которые не позволяют обработать материал флюсом.
- Ошибочный выбор ширины стыка. Для обеспечения корректного соединения поверхности должны контактировать на длине от 7 до 50 мм (в зависимости от диаметра соединяемых труб).
- Разогрев деталей до низкой температуры. Припой плавится, но после уборки горелки сразу кристаллизуется, что не позволяет заполнить зазор между соединяемыми элементами. Другой ошибкой является чрезмерный нагрев труб, что способствует выгоранию флюса и образованию окалины.
- Нанесение недостаточного количества флюса, которого не хватает для очистки поверхностей от окислов. При введении припоя образуется соединение недостаточной ширины, пропускающее воду или газ в процессе эксплуатации.
- Попытка проверки линии соединения до окончательной кристаллизации припоя, приводящая к разрушению соединения. Для восстановления стыка потребуется удалить припой, а затем соединить детали заново.
- Нарушение правил техники безопасности.
Особенности сварки меди
Как мы писали выше, существуют некоторые особенности сварки меди и ее сплавов, из-за которых процесс соединения металлов существенно усложняется
Давайте перечислим основные нюансы, на которые нужно обратить внимание
Во-первых, у меди очень высокая теплопроводность, а это значит, что в работе вам необходимо использовать дугу, способную выдавать большую тепловую мощность, и симметрично выводящую тепло из сварочной зоны. Также из-за этой особенности не получится использовать любые виды швов. Мы рекомендуем применять для сварки медных деталей стыковые соединения.







Во-вторых, медь при плавлении начинает быстро стекать, из-за этого крайне сложно сделать потолочные и вертикальные швы, поскольку металл при малейшем перегреве стремительно стекает вниз. Чтобы избежать этой проблемы сварочная ванна должна быть минимального размера, и расплавленный металл должен быстро охлаждаться.

В-третьих, при сварке меди с использованием стыковых швов и в нижнем положении нужно обязательно использовать графитовые, асбестовые подкладки или флюсовые подушки. Это необходимо, чтобы избежать прожогов металла.
В-четвертых, находясь в расплавленном состоянии медь активно поглощает кислород и водород. Это приводит к образованию горячих трещин и в шве образовываются пор. Все это ухудшает качество шва, страдает надежность и эстетическая составляющая. Чтобы этого избежать необходима тщательная защита сварочной зоны. С этой проблемой справляется газ.
В-пятых, медь крайне склонна к окислению, при этом окисная пленка очень тугоплавкая и от нее трудно избавиться. Эта проблема решается применением присадочной проволоки, содержащей в своем составе фосфор, марганец и кремний.
И, наконец, последнее, что вам нужно знать. Медь отличается от других металлов большим коэффициентом линейного расширения. Это значит, что металла легко деформируется, и особенно подвержен образованию горячих трещин. Эту проблему можно решить относительно просто: деталь нужно предварительно прогреть в печи или с помощью горелки до температуры 300 градусов по Цельсию.
Несмотря на все сложности, сварка меди в домашних условиях возможна. Но для начала металл нужно как следует подготовить, об этом мы расскажем далее.
Изготовление своими руками
Самодельная газовая горелка состоит из нижеприведенных элементов:
- редуктор;
- корпус, изготовленный из металла;
- головка и форсунка;
- элемент, предназначенный для регулировки подачи топлива;
- узел, предназначенный для крепления и фиксации газового баллона.
Газовая горелка для пайки своими руками может быть создана следующим образом:
Начать работу рекомендуется с изготовления рукоятки горелки. Для изготовления этого элемента конструкции можно использовать самые различные материалы. При наличии возможности можно снять уже изготовленную рукоятку от другого приспособления.
Трубка для подвода газа должна быть представлена исключительно высококачественной сталью
Это связано с тем, что подобный материал способен выдерживать воздействие высокой температуры.
При создании устройства следует уделять внимание размерам всех деталей. Диаметр протока трубки не должен быть больше 1 сантиметра
Только в этом случае можно обеспечить высокое давление, под которым будет подаваться газ. Толщина стенок используемой трубки составляет от 2 до 2,5 миллиметров. Только в этом случае трубка может выдерживать сильное воздействие.
Крепление ручки к трубке проводится при помощи клея или другого качественного материала.
Корпус может изготавливаться из стали. Многие специалисты рекомендуют использовать латунный прут, ширина которого должна быть не более 2-х сантиментов. Рассекатель также изготавливается из этого материала.
Создается несколько отверстий, которые позволяют циркулировать кислороду. Это связано с тем, что огонь не может возникать без кислорода. Рекомендуется создавать около 4 отверстий, диаметр которых составляет 1 миллиметр.
Следующий шаг заключается в запрессовывании рассекателя в корпус изготовленного приспособления. Фланец устанавливается с определенными зазором. За счет созданного зазора можно затормозить подачу огромного потока газа, который подходит к запальнику.
Форсунка предназначается для подачи газа от баллона. Изготовить ее можно своими руками, для чего используется специальный прут. Образовать глухое отверстие в форсунке можно путем сверления, диаметр должен быть 2 миллиметра. Перемычка создается при применении 4-миллиметрового сверла.
Для подвода топлива к концу трубки монтируют шланг. Стоит учитывать, что для подачи газа требуется шланг из специальной ткани и резины.

Использование газовой горелки в домашних условиях
После создания конструкции следует оптимизировать давление в баллоне. На момент работы в шланге не должно быть воздуха, так как он делает огонь менее стабильным. Длина пламени при правильной регулировке давления составляет примерно 40-50 мм. Инструменты для работы достаточно просты в исполнении, сделать газовую горелку для пайки металла можно достаточно быстро. Однако, допущенные ошибки могут стать причиной нестабильной работы конструкции
Поэтому следует уделить внимание тому, как работает газовая горелка
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках. Установкой кранов с резьбой, стоит заниматься после запайки
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.
Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.






Соединение нужно разогреть по всей окружности равномерно.
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Некоторые важные советы
В завершение стоит выделить несколько немаловажных советов о том, как запаять медную трубку паяльником:
- Если вы до этого ничего не паяли, то перед пайкой труб желательно потренироваться на ненужных кусках труб. По заявлениям мастеров, всего за 2-3 попытки можно получить необходимые навыки по пайке медных труб.
- Рекомендуется сначала на столе спаивать небольшие элементы системы трубопровода, а уже потом производить их впайку по месту. К примеру, шаровой кран в первую очередь монтируется на заготовленные элементы системы, имеющие резьбу в качестве соединения, а уже после этого можно переходить к монтированию узла в систему водопровода.
- По завершению сборочного этапа нужно хорошенько удалить из системы остатки флюса и припоя, подав в систему горячую воду под высоким давлением.

Из описанного выше материала можно сделать вывод, что все равно каким припоем паять медные трубы, главное, что в домашних условиях с этой задачей справится каждый желающий. Нужно просто запастись необходимым инструментом, набраться немного опыта в сфере пайки, следовать технологии работ и делать все аккуратно.
Облицовка
Отделку люка и стен делают одновременно. Чтобы приклеить плитку к двери-невидимке, нужно загрунтовать рабочую поверхность. Нажимные механизмы фиксируют специальным крепежом, двери отягощают весом или используют нагрузочный болт. На гипсокартон плитку клеят на жидкие гвозди или используют специальные цементные смеси. На древесные плиты предварительно устанавливают армирующую сетку. При нанесении клея на керамику учитывают будущие зазоры. Для качественного фиксажа плиток, клей должен держать не меньше ½ ее поверхности.
Смесь не должна затекать и забиваться в пространство между люком и его каркасом. Устранять излишки нужно быстрее. Смесь схватится через сутки, тогда можно убрать лишнее с плитки.