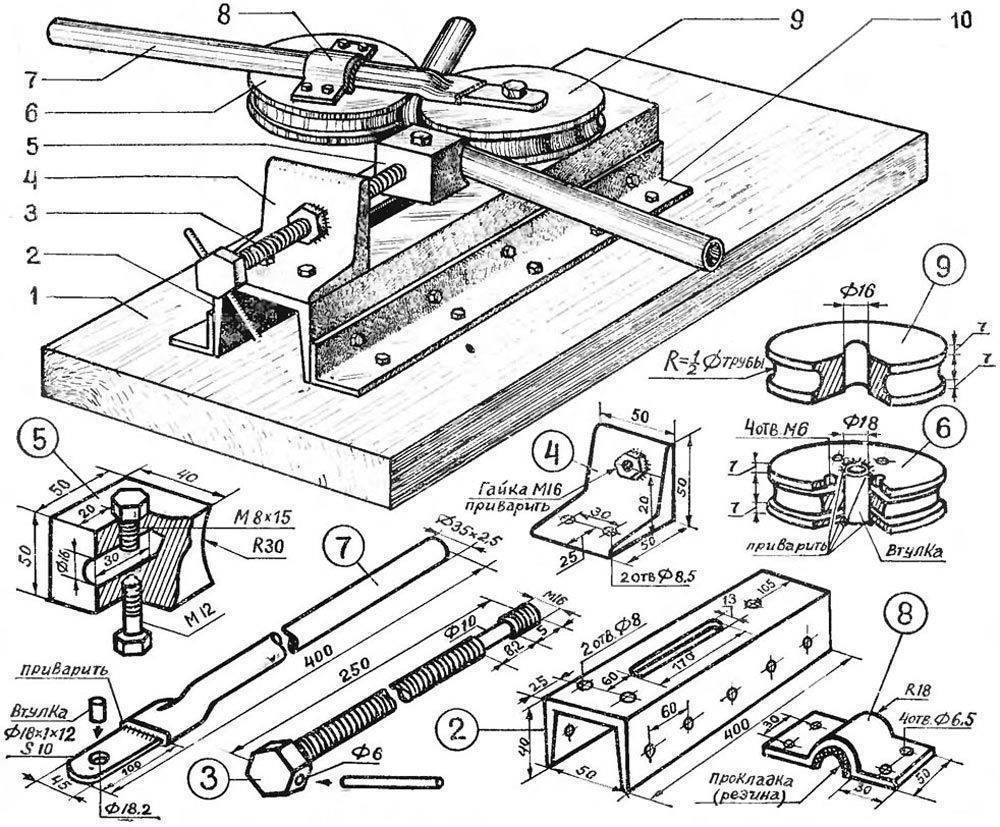
Изготовление станка своими руками
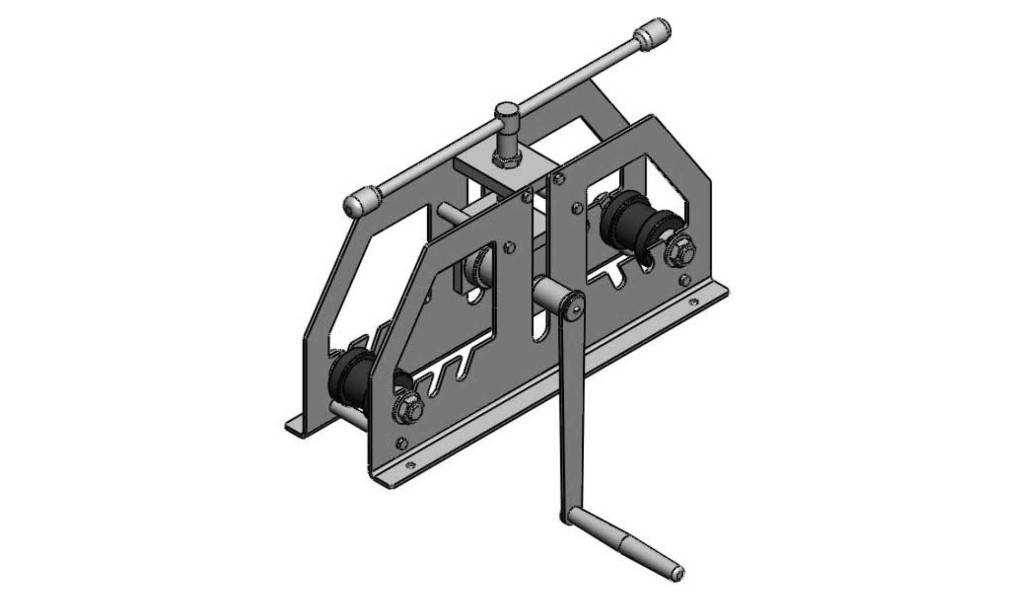
Роликовый тругогиб в сборе
Для изготовления своими руками даже самого обычного самодельного профилегиба понадобится расчет. В таком случае мала вероятность ошибиться с размерами, потребностью в материале и выдерживаемыми усилиями.
После этого:
- при помощи болгарки нарезаются металлические или деревянные элементы основания;
- изготовление валов и других ответственных деталей доверяется токарю. При наличии токарного станка и навыков работы с ним можно все сделать самостоятельно. Размеры вала должны быть согласованы с применяемыми подшипниками и звездочкой;
- в кольцах просверливаются пазы и отверстия;
- готовится основание для прижимного вала. Он крепится к полке через шпонку;
- монтируется каркас основания;
- монтируются опорные валы и устраивается портальная конструкция для верхнего вала;
- все движимые элементы станка соединяются цепью;
- крепится ручка вращения для работы вручную или подкрепляется к двигателю. Монтируется домкрат.
Выбирать тип станка, нужно ориентируясь на толщину стенок изгибаемых труб.
| Толщина стенок, мм | Тип приспособления гибки |
| до 20 | бетонная плита с металлическими стержнями, лубковое приспособление |
| более 20 | устройство на гидравлике или электрический станок |
Благодаря сборке станка своими руками можно избежать лишних затрат на заводское оборудование. Плюсом личного станка станет его полная адаптация под конкретные нужды и потребности. В случае необходимости сделанный самостоятельно агрегат можно усовершенствовать и перекомплектовать.
Закрепить навыки изготовления ручного гибочного станка, можно посмотрев видео:
Прокатный трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В условиях домашней мастерской проще изготовить 3-роликовую конструкцию с ручным приводом. Рассмотрим два варианта подобных станков.
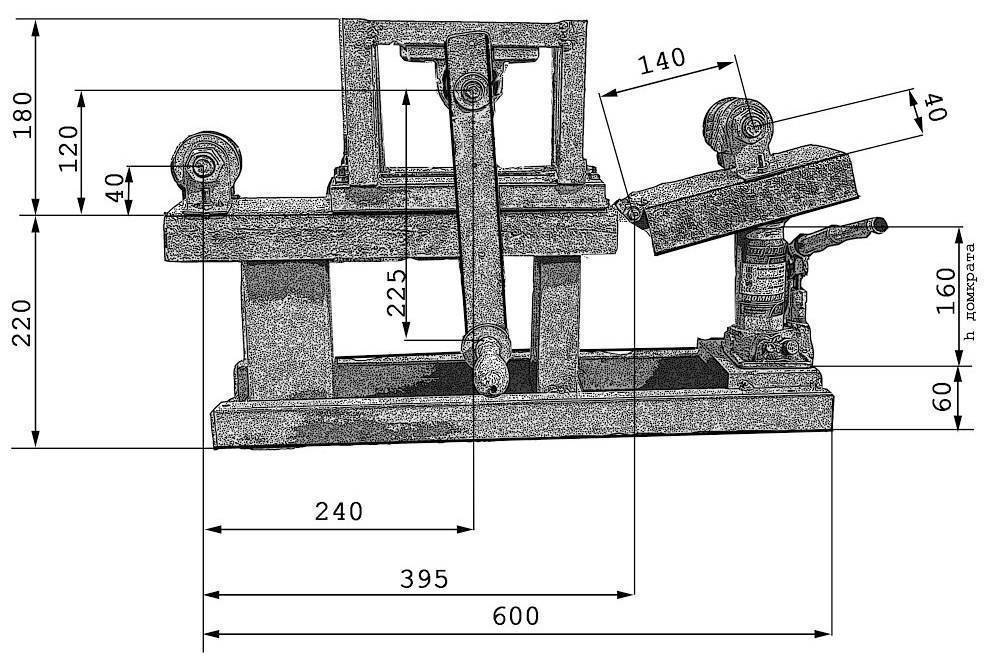
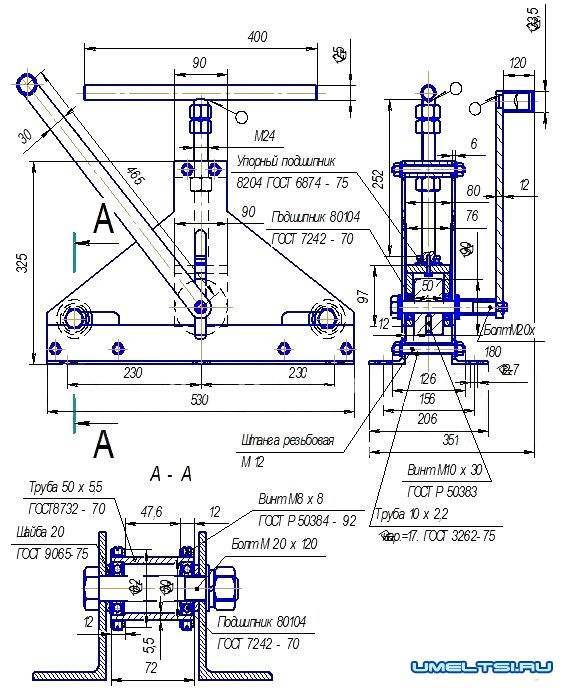
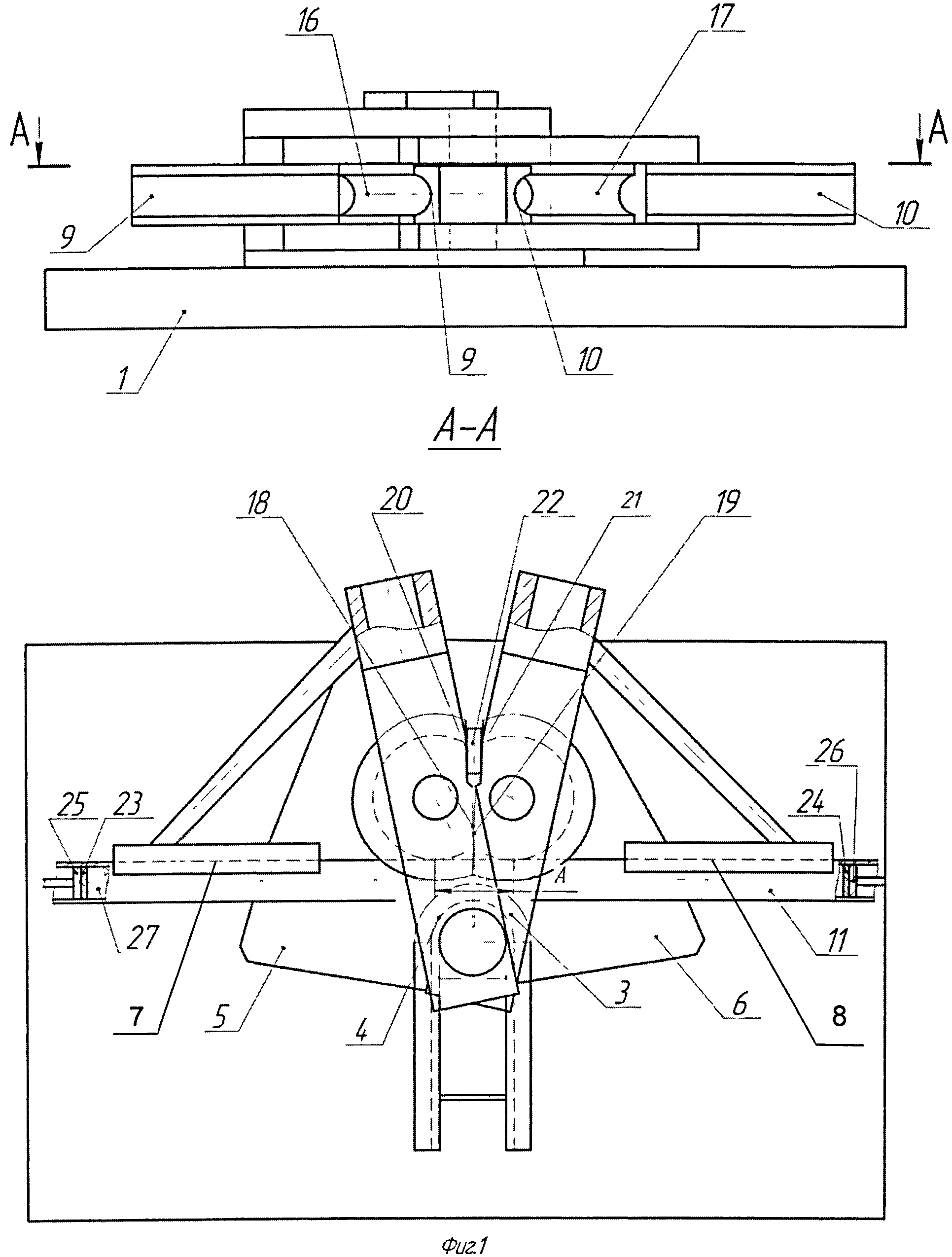
Вариант станка с поворотной платформой
Принцип устройства такого станка для гибки труб с сечением, отличным от круглого, следующий:
- Основная станина связана через шарнирное соединение с поворотной платформой, которая и задает угол загиба.
- Платформу приводит в движение домкрат, упирающийся в нее рабочим штоком.
- Протяжка профиля осуществляют путем вращения рукоятки, находящейся на промежуточном валу.
Для изготовления основания станка и стоек потребуется швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве обойм для подшипников, основы вальцев, подойдет стальная труба с внутренним диаметром равным внешнему диаметру подшипников, которую делят на 6 коротких отрезков.
Поворотная платформа не единственный вариант регулирования параметров изгиба профильной трубы, это можно осуществить при помощи крайних вальцов. Для этого в опорных пластинах и швеллере проделывают отверстия, чтобы элементы были подвижными. Подымать крайнюю платформу можно любым домкратом, который найдется в хозяйстве
Из швеллера выполняют основу и две платформы. Отступив от одной из сторон около 0,5 м, приваривают вертикальную стойку из того же швеллера. Для этого два отрезка спаривают, чтобы стойка получилась прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее, берут отрезок профильной трубы и наращивают ограничители высотой не меньше, чем толщина профильной трубы, деформацию которой предполагают выполнять на изготавливаемом станке.
Направляющую платформу соединяют с основной станиной посредством дверных петель. На наращенные ограничители и края обеих платформ посредством сварки монтируют подшипники и усиливают конструкцию уголками. Валы вставляют в подшипники, а к среднему крепят ручку. Под краем направляющей платформы устанавливают домкрат и закрепляют его на основе при помощи болтового соединения.
Прокатный станок с тремя роликами
На этом станке трубу укладывают на ролики, расположенные по бокам. Верхний подвижный ролик опускают на изделие сверху и таким путем фиксируют его. Далее, вращают ручку и через цепь передают движение валам. Труба протягивается и меняет свою геометрию. Постепенно усиливая нажим путем закручивания прижимного болта, и протягивая заготовку, добиваются изгиба трубы под необходимым углом.
Профилегибочный трехроликовый станок оснащен тремя роликами. Подсоединив к такому станку электродвигатель мощностью 1,5 кВт, можно гнуть трубы сечением до 8 см за один раз
Чтобы изготовить станок, работающий по такой схеме, необходимо заготовить полку и профильный металлический прокат для каркаса, валы, 4 прочные пружины, цепь, подшипники, крепеж, другие детали. Для крепления подшипников потребуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на пружинах. Эти элементы, скорее всего, придется заказать в мастерской, а остальное можно выполнить собственноручно.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезают резьбу под зажимные болты и делают пазы. В полках из швеллера выполняют посадочные места под прижимной вал. На заключительном этапе собирают конструкцию начиная с установки каркаса.
После, прижимной вал на пружинах, присоединенный к полке посредством шпоночного соединения, подвешивают. Опорные валы устанавливают по бокам и натягивают между ними цепь, применяя в качестве держателя магнитный уголок. На один из них крепя ручку с поворачивающейся трубкой, затем выполняют работы по монтажу домкрата. Присоединяют его к платформе болтами и сваркой.
При монтаже подвесного вала соблюдают определенную последовательность: сначала устанавливают его на полку, к ней приваривают гайки под пружины, переворачивают площадку и подсоединяют к пружинам. Следует учесть, что с увеличением расстояния между роликами, усилия, прилагаемые для изгиба, уменьшаются.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.

Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.

Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Необходимость использования и стоимость промышленных трубогибов
Решая, как согнуть профильную трубу, неопытные мастера нередко прибегают к ручному механическому сгибанию, для чего используются примитивные конструкции в виде опорных штырей, забитых в бетонную плиту, по лекалу которых сгибается труба.
Однако данный способ имеет ряд существенных недостатков, основной из которых трудоемкость: профиль имеет повышенную прочность за счет наличия ребер жесткости — крайне сложно выполнить изгиб полагаясь лишь на физическую силу. Отметим, что прочность профиля уменьшается из-за ручной гибки, поскольку она сопровождается прикладыванием неравномерных усилий, что приводит к увеличению внутреннего напряжения в материале.
На строительном рынке представлено большое количество устройств для гибки профиля, однако они имеют непомерную стоимость, что не позволяет приобретать такие агрегаты для использования в домашних условиях. В качестве примера приводим среднюю цену на модели станков от лидирующей компании на рынке — фирмы TV:
- ручной трубогиб TV-2 -12 тыс. рублей;
- трубогиб электрический роликовый профилегиб TV-4 — 30 тыс;
- трубогиб электрический роликовый профилегиб TV-10 (двухсторонний) — 76 тыс.
Чтобы изготовить ручной станок в домашних условиях вам потребуется затратить на комплектующие материалы около 3-5 тысяч, при этом по эффективности он не будет уступать изделиям промышленного производства.
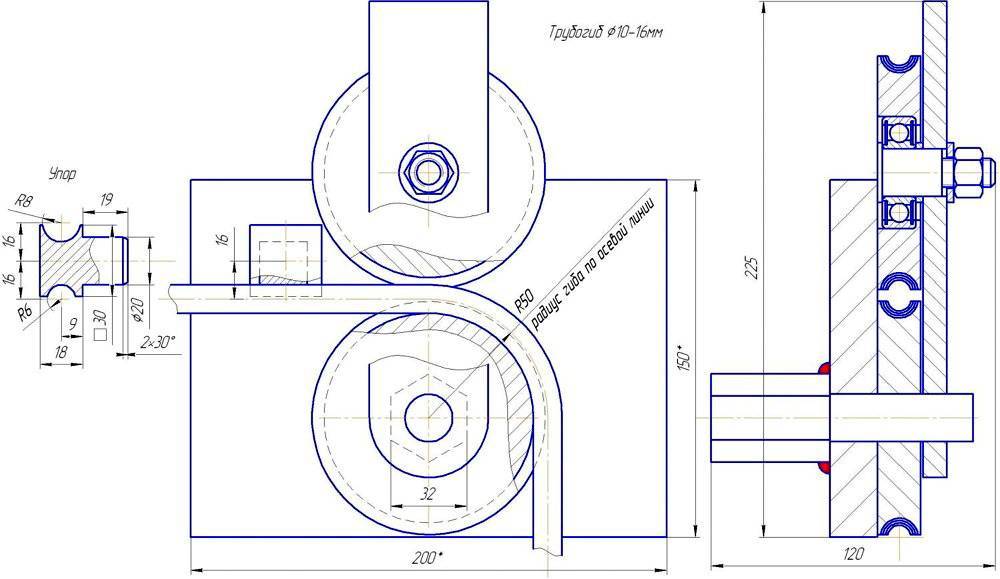
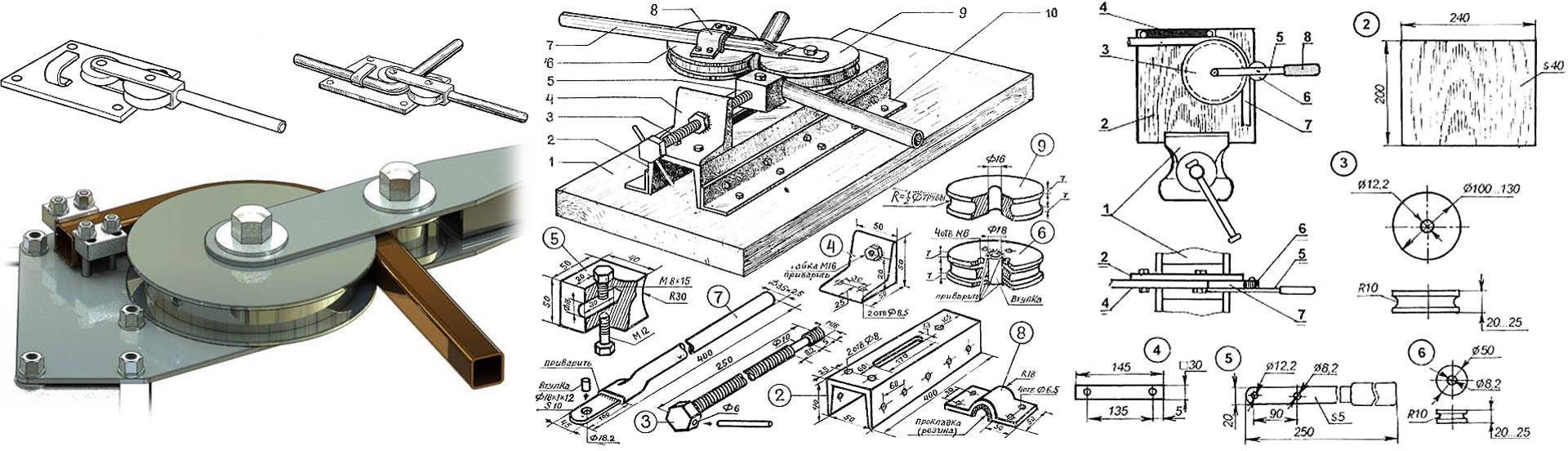
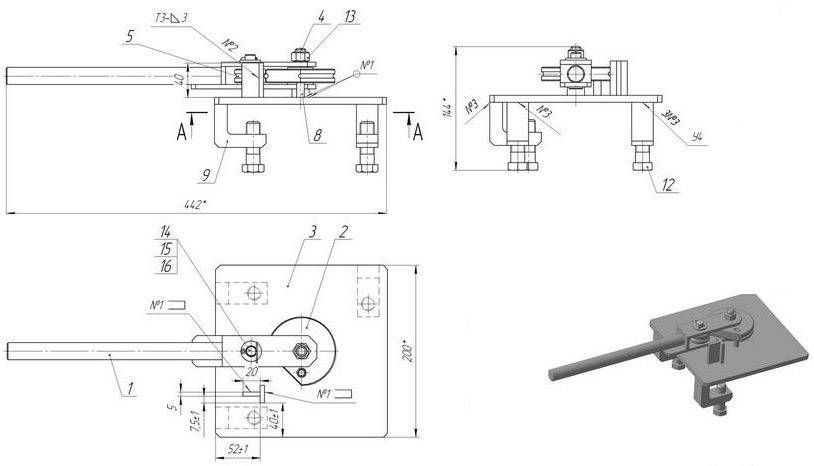
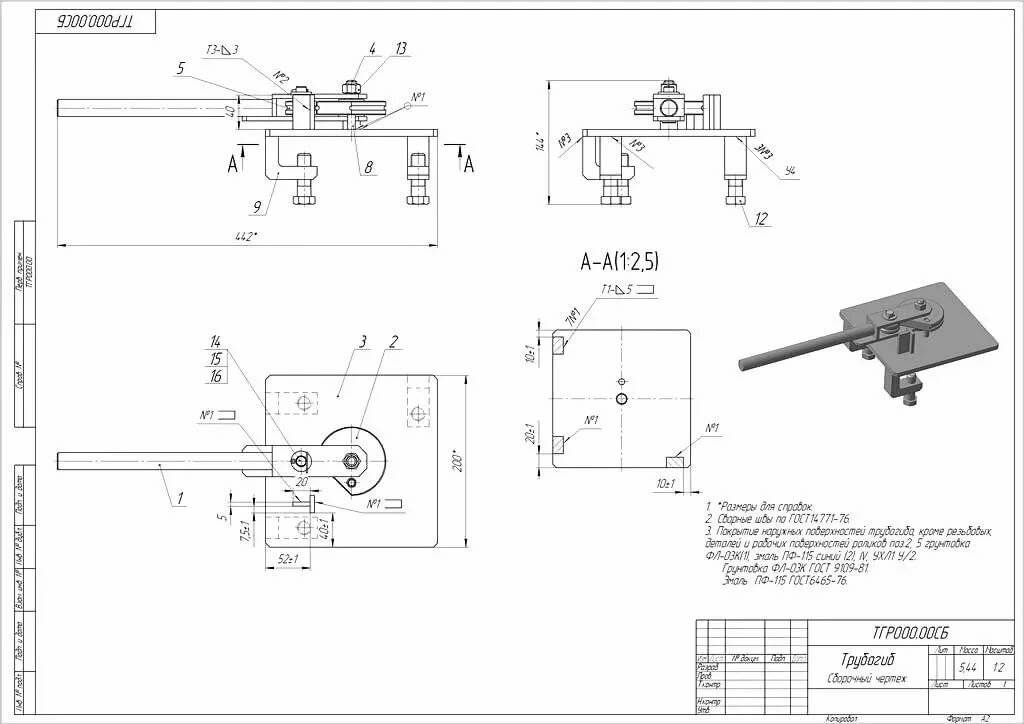
Делаем простой трубогиб своими руками
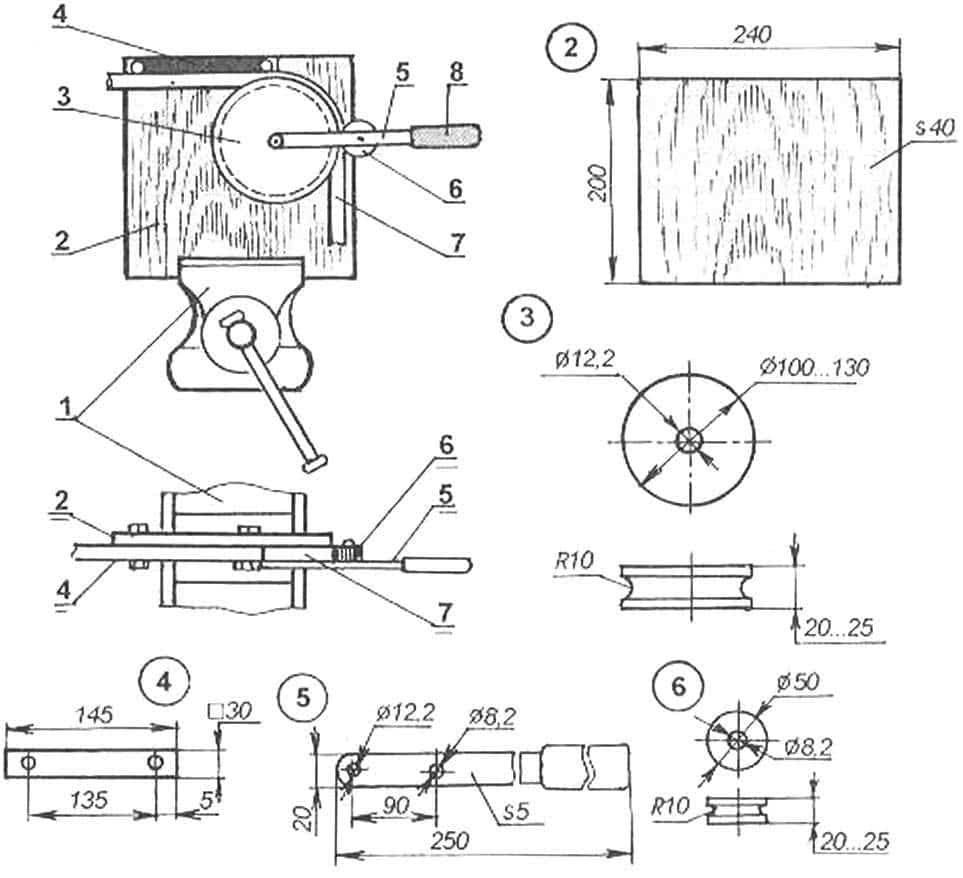
Предлагаем вашему вниманию инструкцию, следуя которой можно сделать ручной трубогиб профильной трубы своими руками. Изготовленный станок позволяет выполнять сгибание профиля сечением от 10*10 до 25*25 мм под углом 0-180 градусов.
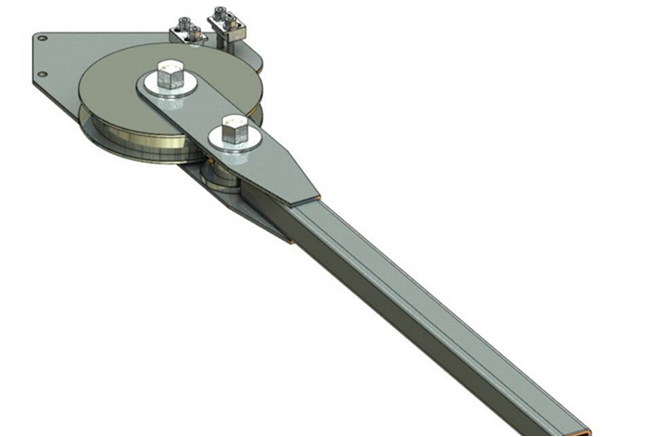
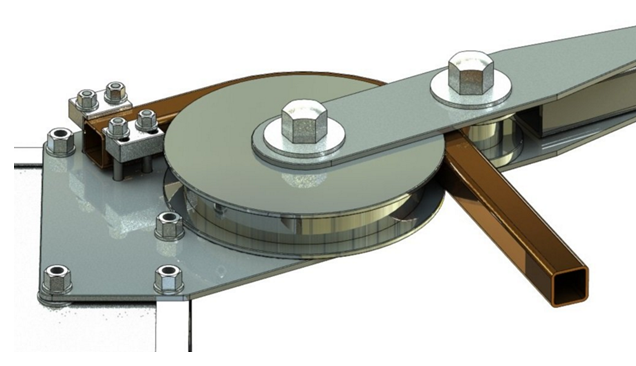
Внешний вид изготавливаемого инструмента
Это простейшая конструкция ручного трубогиба, для изготовления которого вам потребуются следующие материалы:
- крепежная планка с отверстием 30 мм в диаметре и 4-ма посадочными гнездами под шпильки М6;
- ручка для вращения, в качестве которой можно использовать использовать усиленный толстостенный квадратный профиль;
- большой ролик диаметром 173 мм;
- малый ролик диаметром 65 мм;
- ось для вращения роликов диаметром 30 мм и высотой 61 мм, с резьбой М14 на торцевой части;
- шайба С16 и гайка М16.
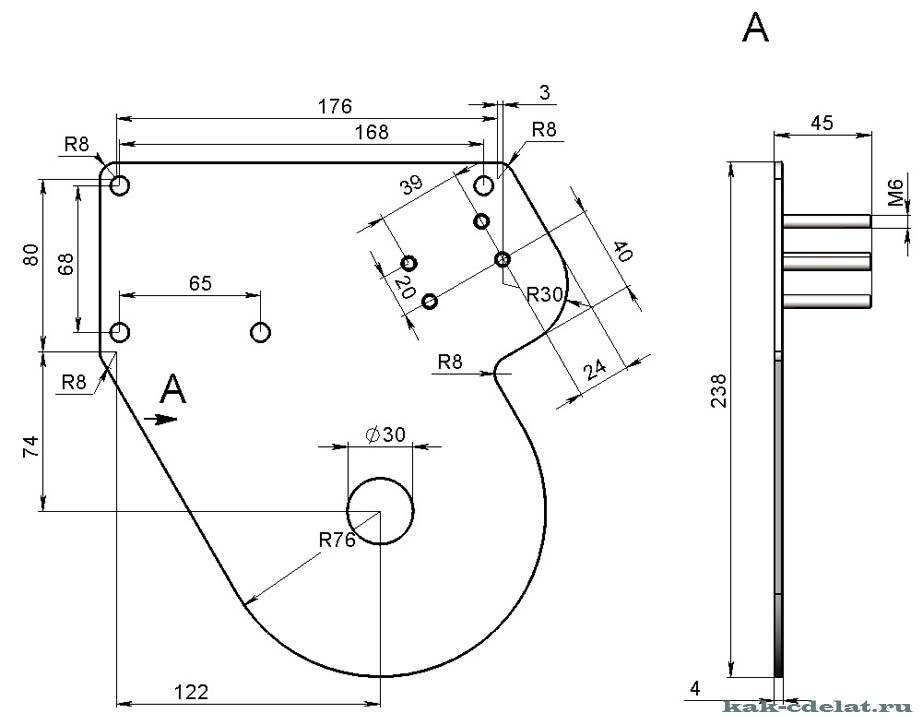
Крепежная планка под станок для гибки профильной трубы изготавливается из листового металла толщиной не менее 7 мм. В ней необходимо высверлить отверстия под установку оси вращения ролика и установку шпилек М6 (диаметр гнезд 8 мм), также на планке высверливаются отверстия под фиксирующие болты.
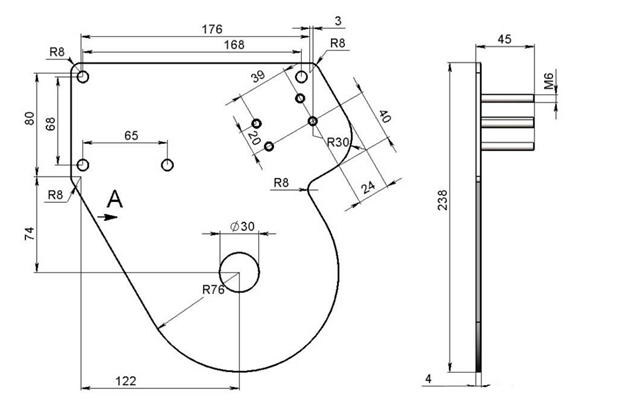
Схема крепежной планки
Ручка (рычаг) для прикладывания усилия на изгиб выполняется из квадратного профиля сечением 36*36 мм (толщина стенки 4 мм, к внутреннему торцу которого привариваются две пластины с отверстиями 30 мм под болты фиксации роликов. Учитывайте, что от длины ручки непосредственно зависит КПД работы. Впоследствии ее можно будет удлинить с помощью вставленного внутрь профиля лома.
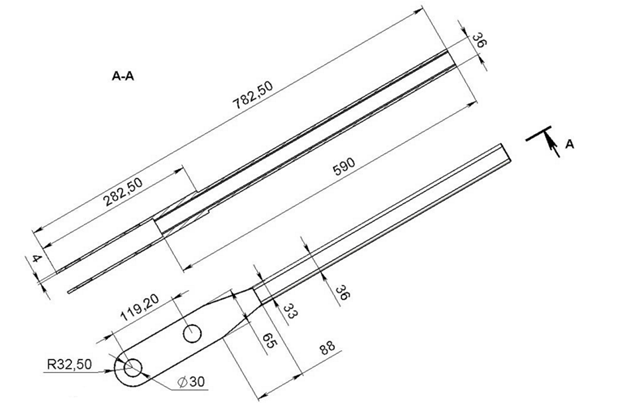
Схема ручки трубогиба
Самодельный трубогиб для профильной трубы изготавливается по следующему алгоритму:
- На слесарном верстаке с помощью болтов М8 фиксируется крепежная планка. Верстак либо стол, на котором устанавливается приспособление, должен быть хорошо закреплен на полу во избежание сдвигов в процессе сгибания профиля.
- Между пластинами ручки размещается большой ролик, который насаживается на продетую в отверстие крепежную планку ось вращения и зажимается гайкой.
- Устанавливается и фиксируется ось малого ролика.
- В посадочных гнездах пластины крепятся шпильки М6, которые будут фиксировать крайнюю часть профиля в процессе изгиба. На шпильки устанавливаются крепежные пластины, подобранные в соответствии с размером профиля.
Трубогиб в работе
Как согнуть профильную трубу изготовленным приспособлением? Ручка трубогиба отводится в крайнее левое положение так, чтобы между крепежными пластинами и отверстием между роликами соблюдалась прямая ось. В посадочное гнездо вводится профильная труба и рычаг станка поворачивается до тех пор, пока изгиб не получит требуемый угол.

Как согнуть профильную трубу без спец-инструмента?
Использование специального инструмента, позволяющего легко и просто гнуть трубы, в том числе профилированные, уже можно считать сантехнической традицией. Между тем, за все время сантехнической практики были изобретены несколько простейших способов получения изгибов без использования специального инструмента.
Послушайте, возможно, вам вообще не придется строить трубогиб. Правда, надо сказать, что такой подход не всегда готов полностью удовлетворить потребности складки. Особенно, если необходимо одновременно согнуть профильную трубу в нескольких местах и с разным радиусом.
Качественно и красиво согнуть профильную трубу проще с помощью специальных приспособлений — трубогибов. Но в некоторых случаях гнуть профильные трубы самостоятельно вполне возможно
Самые простые способы поделки сделать одну-две складки без использования какого-либо оборудования:
- заполнить внутреннюю полость трубы песком;
- заполнение внутренней полости трубы водой с последующим замораживанием;
- с помощью самодельного патрона;
- обрезка стенки профиля по внутреннему радиусу.
Когда необходимо согнуть профильную трубу в одной, максимум двух точках, удаленных друг от друга, вполне разумно применить простые методы:
- Наполнить внутреннюю поверхность профильной трубы мелким речным песком.
- Плотно закройте концы.
- Сложите профиль руками по выкройке в нужных местах.
Аналогичным образом проводится работа со шлангом, наполненным водой. Но в этом случае воду необходимо заморозить. Условия работы не всегда позволяют эту процедуру.
Чтобы труба изгибалась без деформации и под определенным радиусом, достаточно заполнить ее внутреннюю поверхность обычным речным песком. Этот способ подходит для работы с тонкостенными трубами
Другой подобный метод заключается в использовании оправки, стальной пружины, которая немного меньше внутреннего диаметра самой трубки. Пружина помещается внутрь, после чего выполняется складывание.
Таким образом, тонкостенные трубы можно гнуть вручную. Для профилированных изделий более мощной конфигурации эти способы не подходят.
Согнуть толстостенную профильную трубу методом «подрезки» несложно. В качестве инструмента можно взять ножовку по металлу или циркулярную пилу. На гнутой трубе стыки резов сваривают сваркой
Мощные толстостенные профили легко изгибаются в одном или двух местах с технологическими подрезами. Технология предполагает обрезку небольших отрезков стенки трубы по внутреннему радиусу (например, болгаркой).
Затем профиль загибается до соединения краев подрезов. Места стыка границ подрезов сваривают электросваркой.
Что такое трубогиб и зачем он нужен
Это устройство на основе гидравлического либо механического воздействия на металлический предмет с целью изгибания без нанесения вреда до получения требуемого результата.
Это, необходимо для прокладки водопровода, газопровода, канализации с углами и разветвлениями, строительства и для прочих целей. Высококачественные версии эксплуатируются в промышленности и на крупном производстве.
Внешне не выделяется особенным строением либо внутренними конструкционными узлами. Собирается легко в случае наличия, необходимых материалов, подходящей схемы с описанием. Заменяет небывалую физическую силу. Без него приходится использовать множество фитингов, прокладок.
Принцип функционирования
Главным элементом любого электрического трубогиба является двигатель, который необходимо хорошо настроить, поскольку именно он обеспечивает постепенную вращательную нагрузку на изделие. Для этого, необходимо установить на его ротор особую насадку, которая может быть различной формы.
Кроме того, конструкцией предвидено наличие:
- специальных зажимных механизмов, которые, в случае необходимости, смогут предохранить, работающего на станке, от возможных травм. С их помощью также происходит надежная фиксация изгибаемых изделий в приспособлении;
- защитного корпуса;
- контрольной панели;
- набора крепежных элементов, с помощью которых происходит крепление и, необходимое для работы, размещение изгибаемой трубы.
Разновидности трубогибов
Трубогибы широко используют не только в сферах промышленного производства, но и быту. При выборе руководствуются в первую очередь стоимостью, размерными параметрами изгибаемых изделий, объемами производства, принципом работы приспособлений.
По приводу различают ручные механические, гидравлические или с электроприводом трубогибочные механизмы.
В торговой сети представлены следующие основные категории трубогибов:
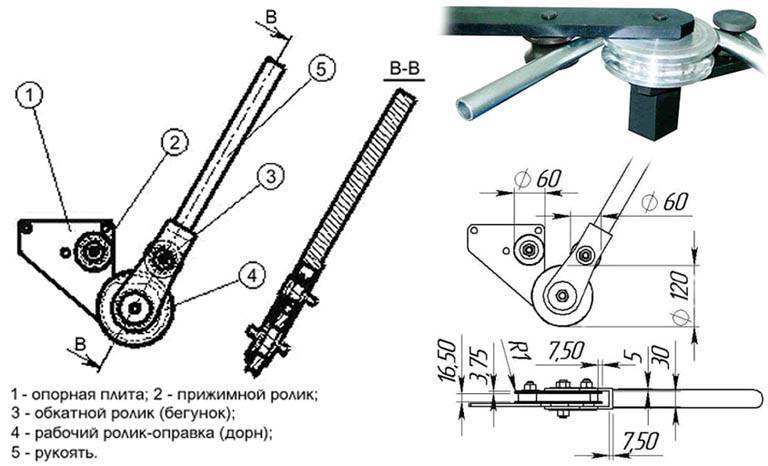
Ручные с храповым механизмом. Это приспособления арбалетного принципа действия с роликами по краям и со сменными прижимными полусферическими насадками под разные трубные диаметры. Перемещение штока с упором в трубу осуществляется при помощи рукоятки храпового механизма.
Так как мускульная сила человека не позволяет получить значительное физическое усилие, такими приспособлениями изгибают в основном медь, нержавейку, алюминий и сталь с тонкими стенками диаметром не более 1 дюйма (25 мм)).

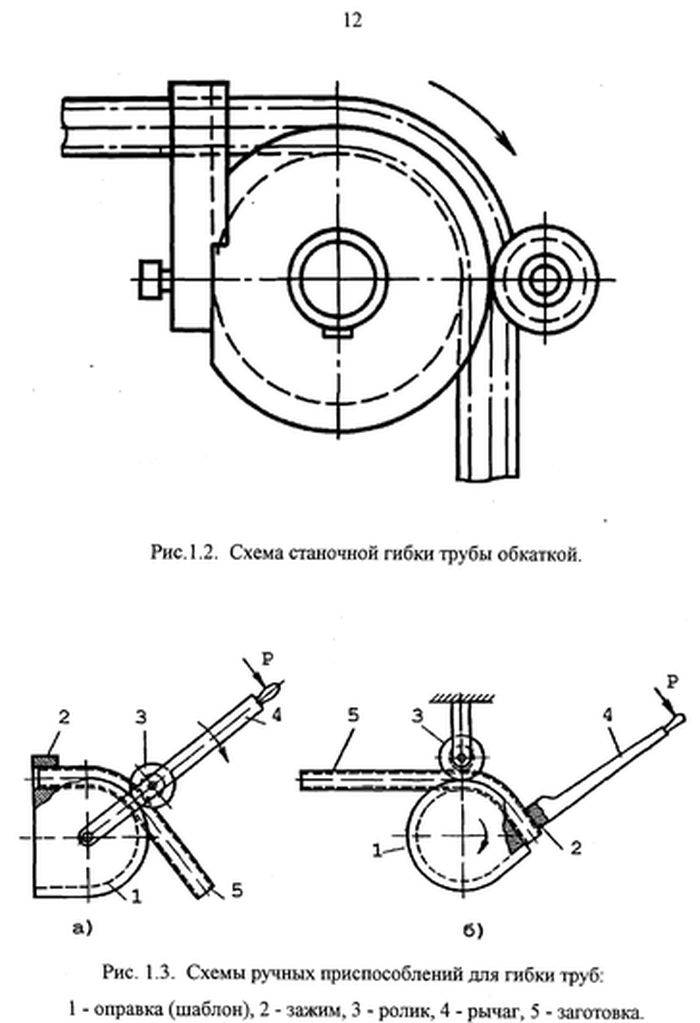
Рис. 4 Трубогибные станки с намоткой заготовки на шаблон
Ручной с гидравлическим приводом. Это приборы арбалетного типа, у которых вместо механического храповика для подачи прижимной головки используется гидравлический привод. Инструмент рассчитан на бытовое и профессиональное применение при монтаже трубопроводных коммуникаций подачи газа, отопления и водоснабжения. Обычно такие приборы оснащаются рядом головок под трубные диаметры 15, 20, 25, 32, 40, 50 и 60 мм, или 1/2, 3/4, 1, 1 1/4, 1 1/2, 2 дюйма.
Гидравлические трубогибы выпускают ведущие мировые производители различного ручного и электрического инструмента с брендами Rems, Rothenberger, Virax.
Ручные (рычажные) приспособления для обкатки. Это одни из широко распространенных ручных станков, в которых неподвижную трубу обвивают вокруг шаблона.
Обычно трубный торец подводят к ролику или сегментному элементу, вставляя в зазор между ним и расположенной рядом опорной деталью. Затем трубу обжимают рычагом, в котором вращается ролик или имеется плоская, профильная пластина.
Чтобы избежать овальности трубы в месте изгиба, многие производители выпускают системы из нескольких обжимных ступеней, рассчитанных на трубные диаметры 15, 20 и 25 мм. В этом случае появлению овальности будут препятствовать стенки шаблона, в которые при изгибе начнет упираться трубная оболочка.
Многие заводские приборы оснащают градусной шкалой изгиба на полукруглом сегментном шаблоне.
Так как при работе приходится прилагать значительную мускульную силу, такие трубогибы рассчитаны на работу с любыми видами металлических труб не более 40 мм в окружности.

Рис. 5 Ручные трубогибы с гидроприводом
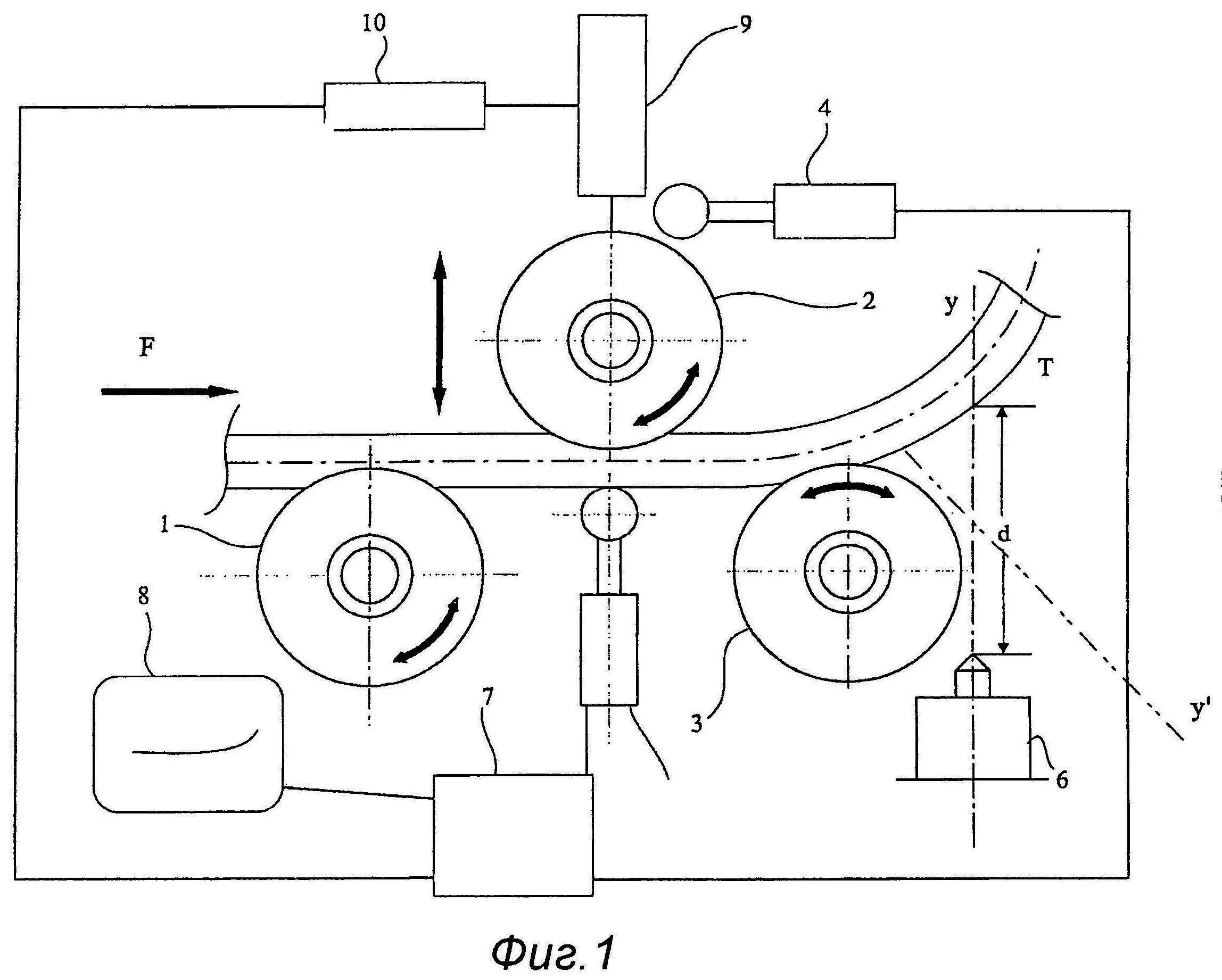
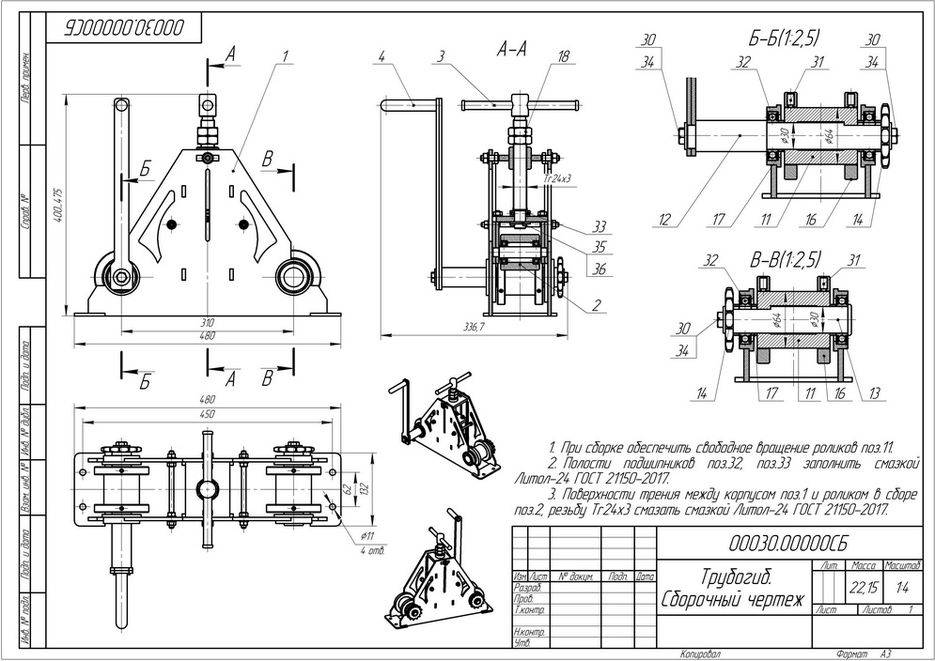
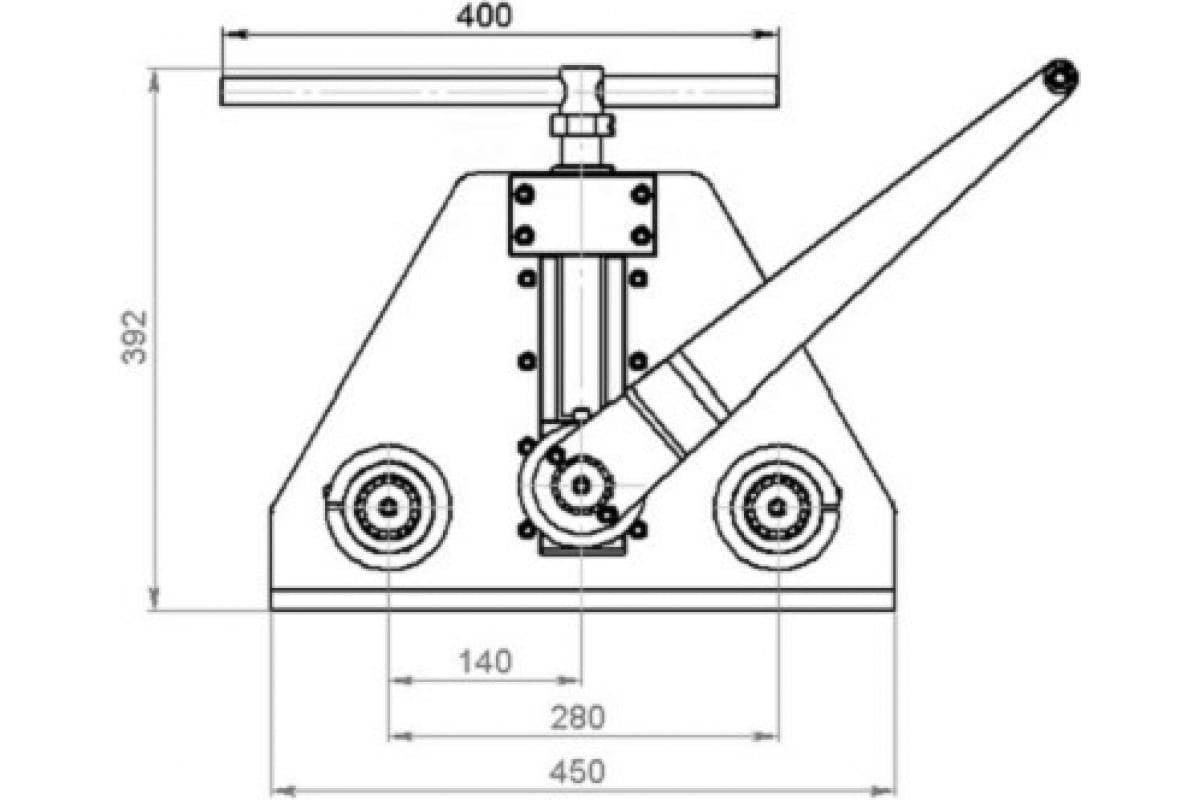
Ручного типа для радиальной гибки. Обычно это крупногабаритные стационарные станки, изгибающие трубы по технологии прокатки. В них размещены два крайних ролика, по которым движется труба, и центральный прижимной, задающий радиус изгиба. Верхний ролик плавно опускают на резьбовом штоке (шпинделе), которой закреплен в резьбе станины станка.
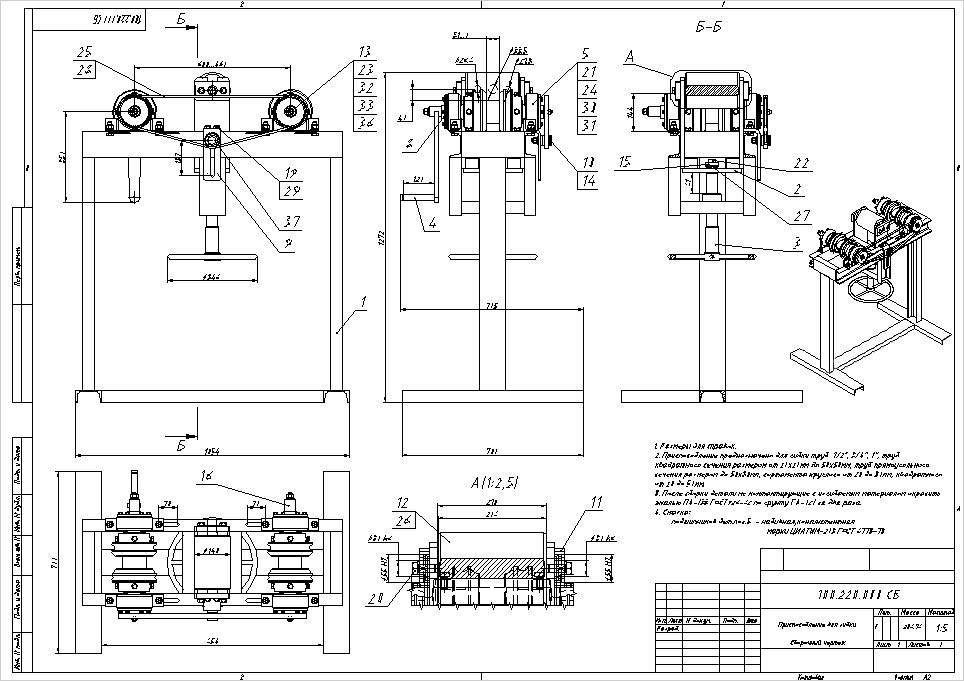
Конструкция профилегиба
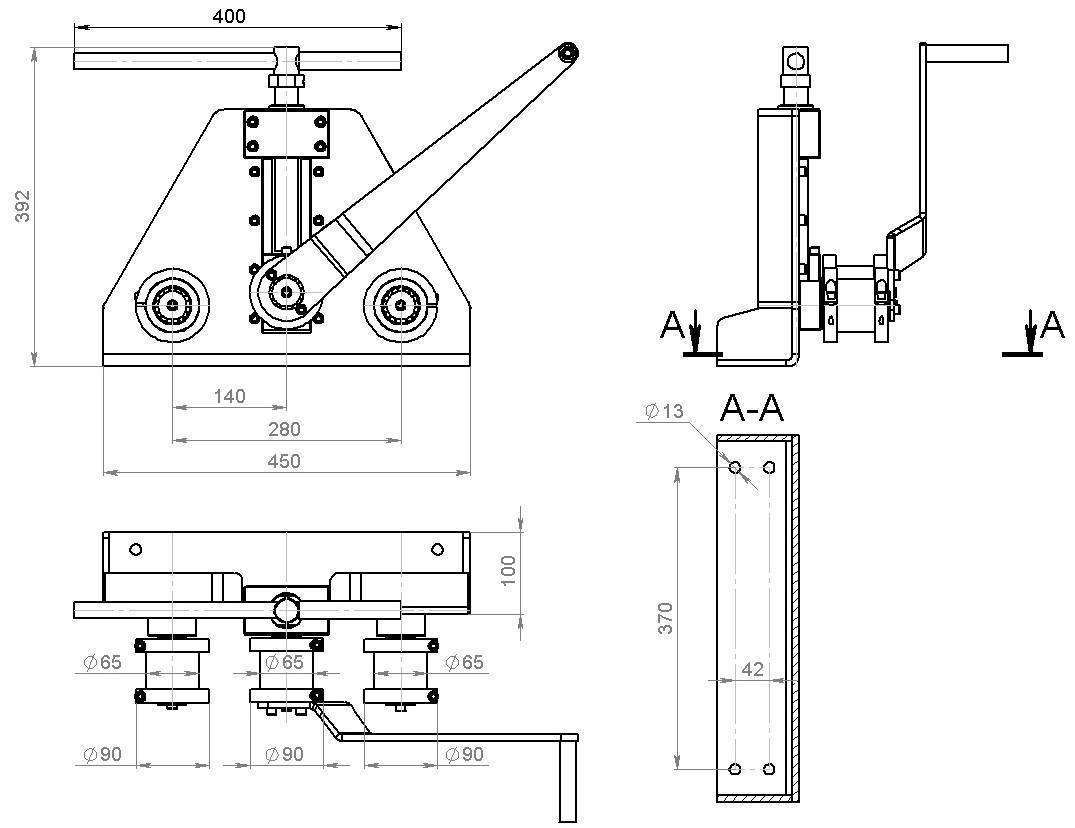
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).

Трубогиб для профильной трубы своими руками можно сделать разных размеров
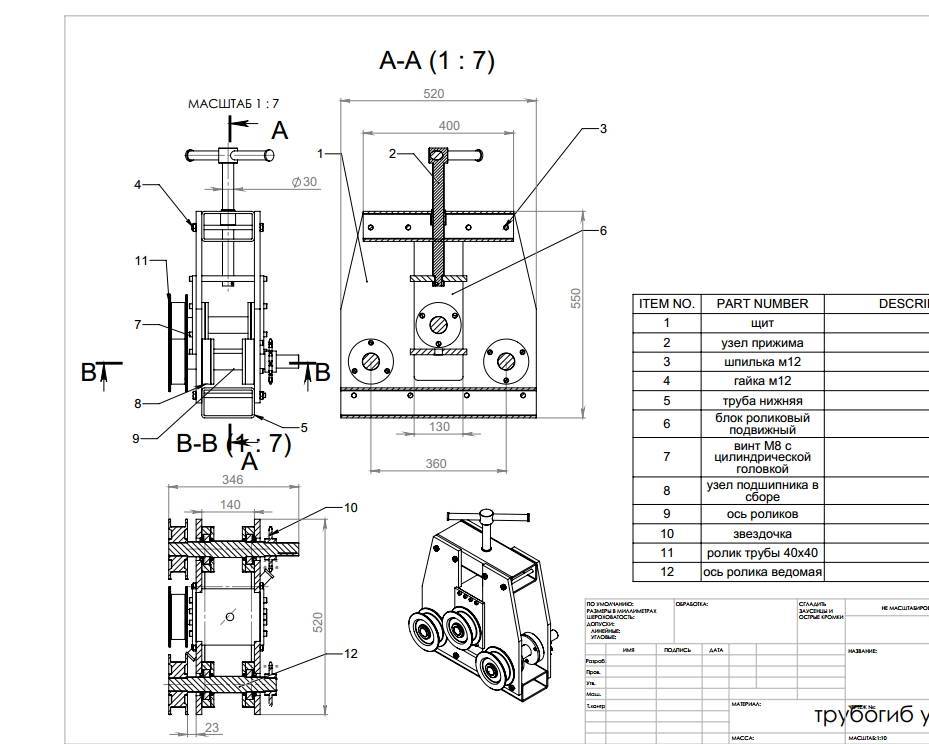
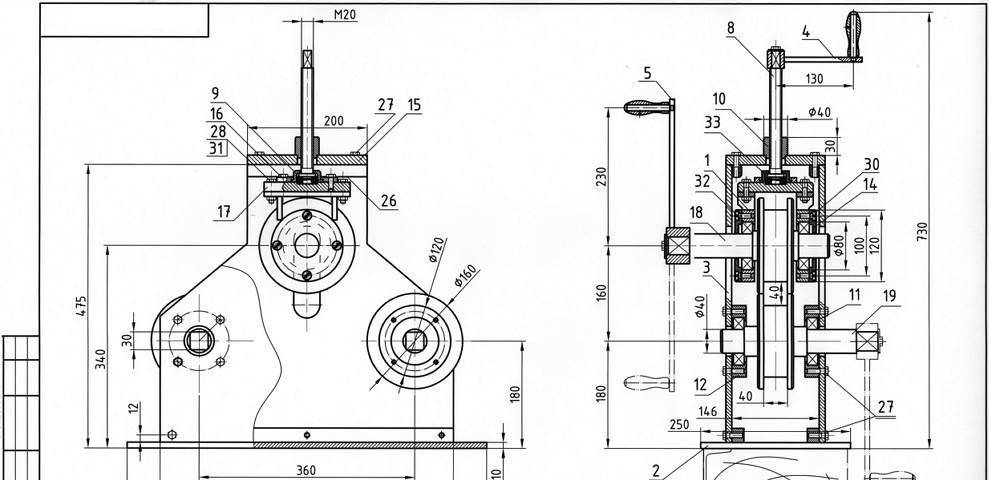
Устройство трубогиба со средним подвижным роликом
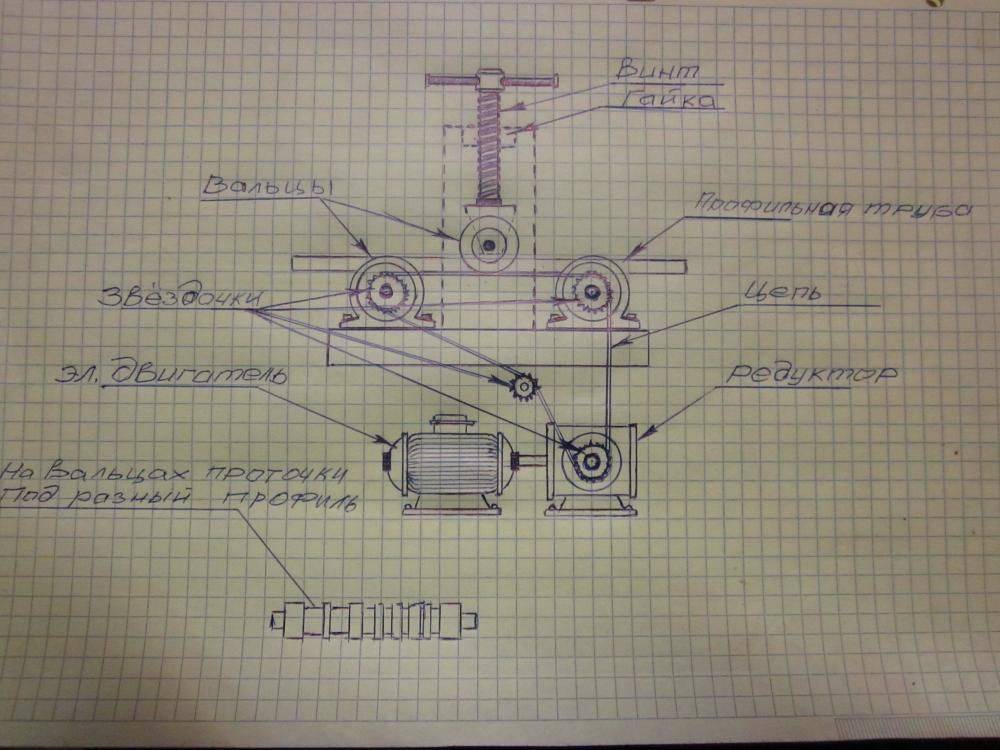
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.

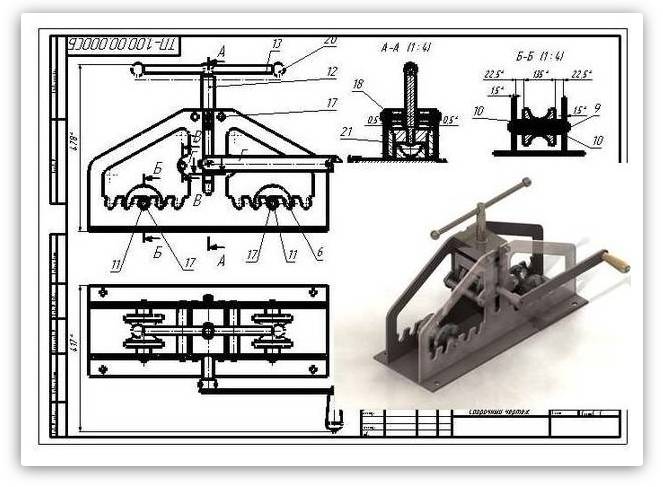
Конструкция трубогиба для профильной трубы с подвижным средним роликом
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
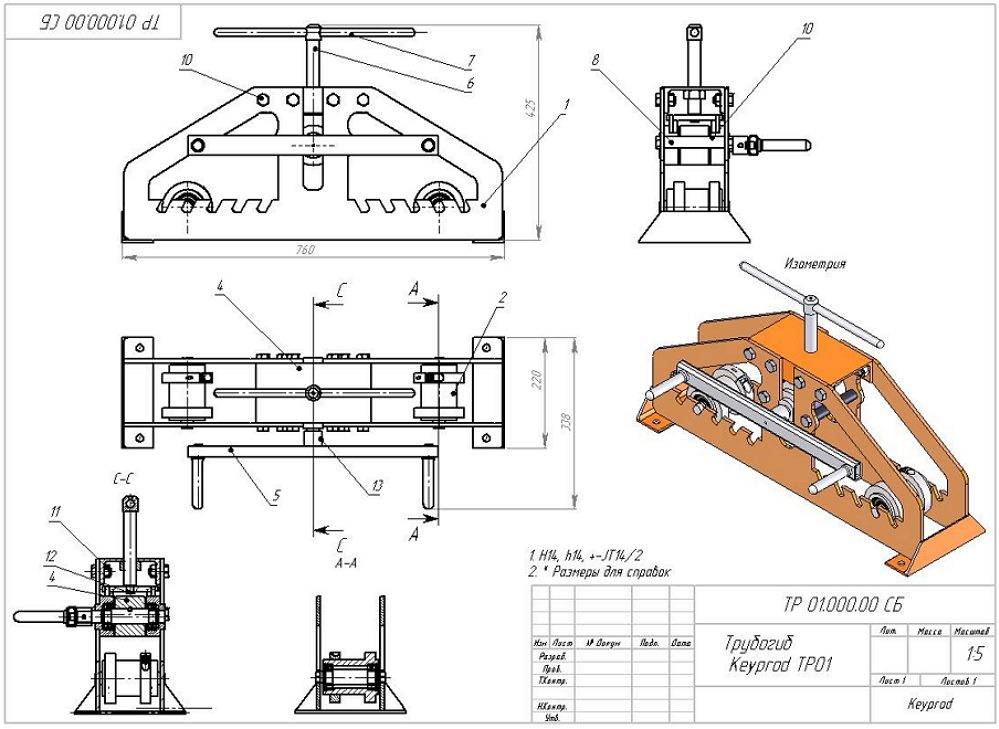
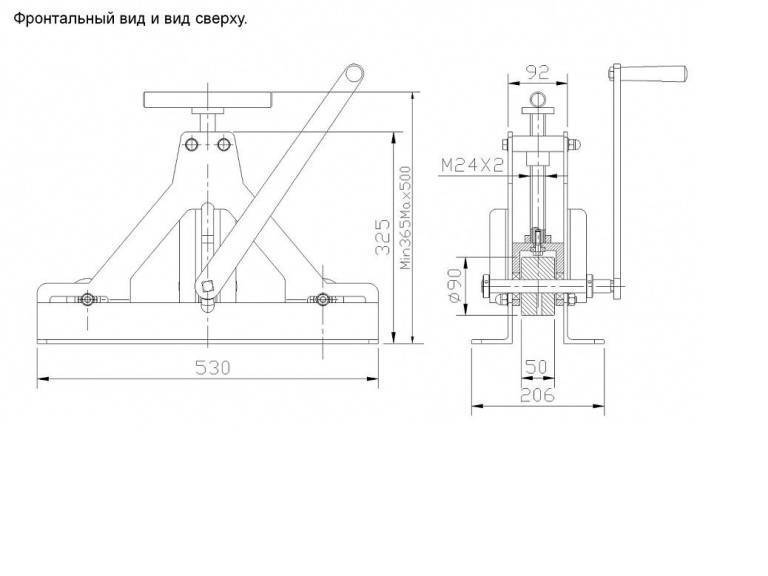
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.
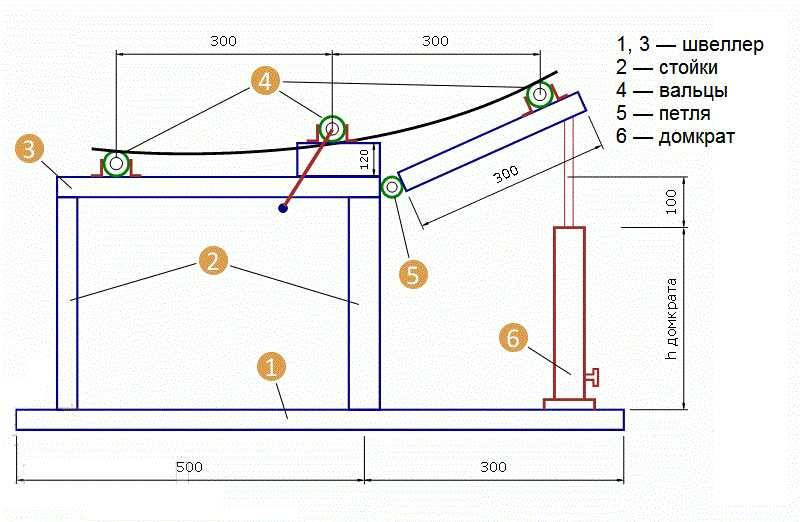
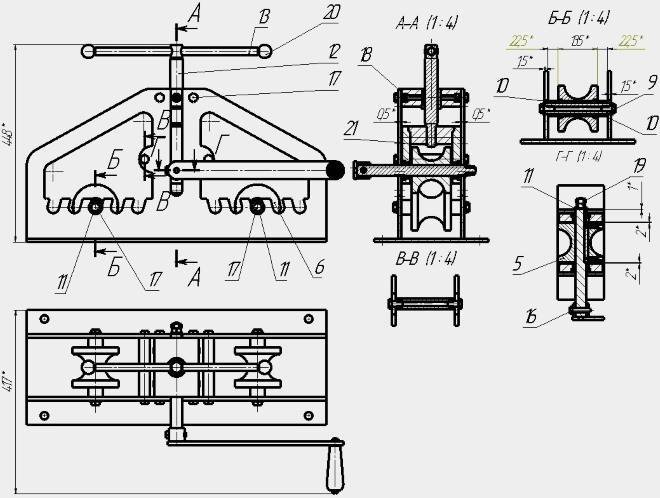
Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.

Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Конструкция прокатного станка самодельного типа
Для прокатывания профильной трубы нужно изготовить простейшее устройство, в котором будут реализованы следующие идеи:
- труба перемещается между направляющими подшипниками, установленными с небольшим зазором (0,2…0,4 мм);
- сверху и снизу на нее будут давить профилирующие ролики. При проталкивании заготовки между ними будет происходить смятие верхней и нижней граней. Боковые грани изменяться не будут.
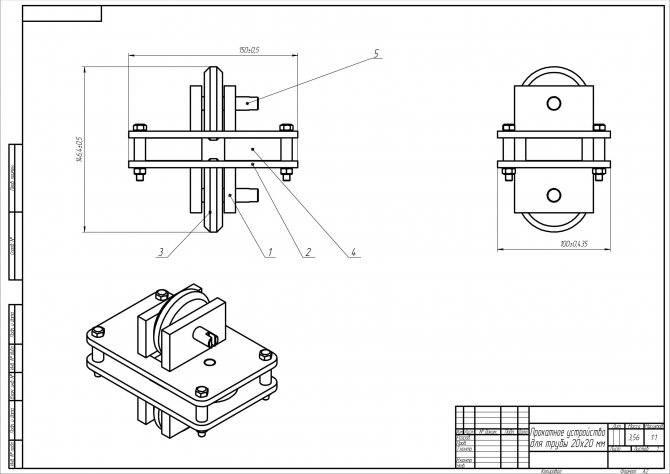
Прокатный станок для профилирования трубы 20·20 мм: 1 – стойка; 2 – корпус-крышка; 3 – прокатывающий ролик; 4 – подшипник
Между верхним и нижним корпусами-крышками 2 на специальных осях располагаются подшипники 4. Расстояние подобрано так, что с небольшим зазором профильная труба может проходить между ними.
Прокат производят два ролика 3, установленные на специальных стойках 1. Их приваривают к корпусам так, чтобы ролики сминали трубу на 2,0…2,5 мм с каждой стороны.
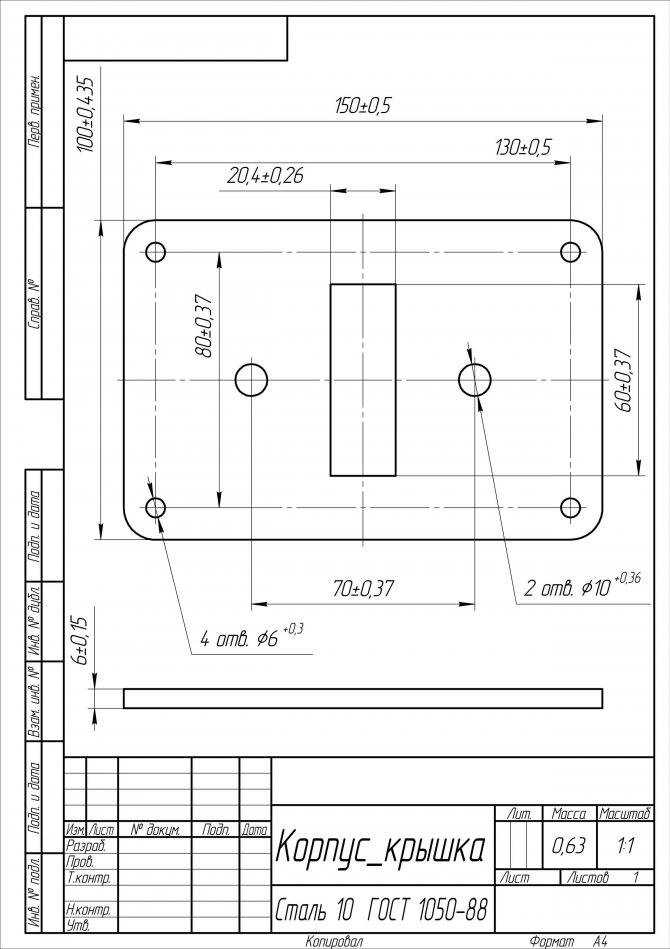
Корпус-крышка изготавливаются из пластины толщиной 6 мм
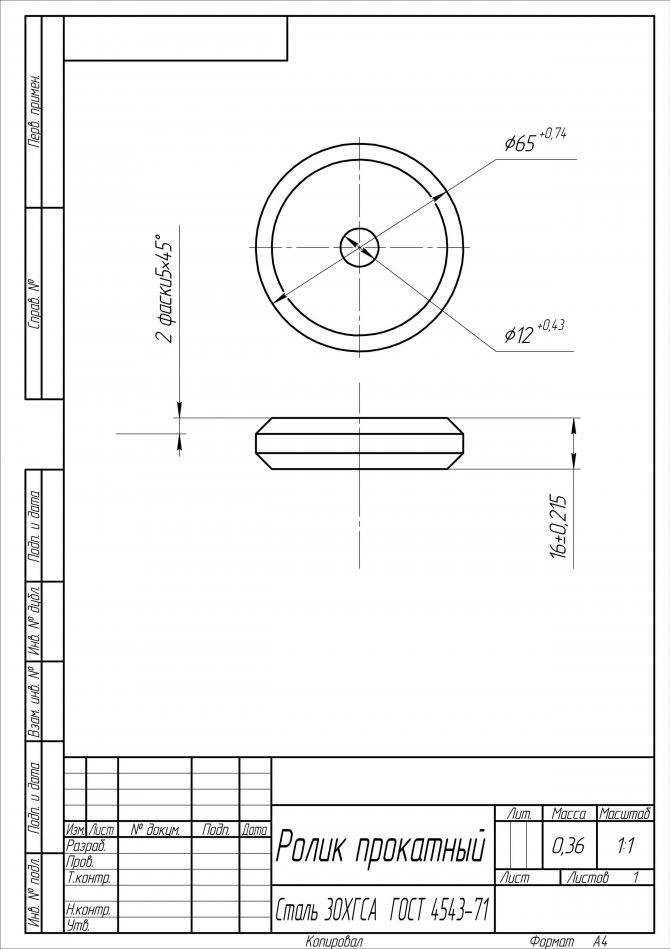
Ролик требуется изготавливать из конструкционных сталей повышенной прочности. Можно применять пружинную сталь 65Г
Для изготовления стойки не требуется использовать дорогостоящий материал. Подойдет сталь обычного качества
В конструкции предусматривается использование рукоятки для вращения ролика. Подобные ручки применяют на стиральных машинах, выпускаемых в восьмидесятые-девяностые годы прошлого века. Их можно найти на металлобазах и местах сбора металлолома.
Финансовый план предпринимательства
Даже в условиях мини-цеха можно изготавливать 15 п. метров профильной трубы в минуту. А доход предприятия ещё зависит и от того, каких размеров будет эта труба. При средней себестоимости трубы малого размера в 15 рублей за п. метр её цена на рынке больше вдвое. Сейчас она составляет около 30 рублей за п. метр продукции. Уже с одного погонного метра профильной трубы получается прибыль в 15 рублей. Если каналы сбыта товара на предприятии хорошо отлажены, то за месяц работы можно выручку от продажи готовых изделий доводить до 4 млн. рублей. Трудно предположить более высокие показатели доходности и рентабельности современного бизнеса.
Отличных показателей доходности бизнеса можно добиться, купив оборудование для изготовления труб, которое имеет даже небольшую мощность. Некоторые предприниматели, не обладая значительным стартовым капиталом, начинают зарабатывать деньги путём изготовления профильной трубы своими руками. В этом случае требуется самое простейшее оборудование, цена станка для индивидуальной ручной работы не превышает 200 тыс. рублей. Учитывая, что спрос на изделия в настоящее время лишь увеличивается, даже в таком мелком варианте организации собственного дела можно получать неплохую прибыль.
Со временем, изучив тонкости рынка сбыта готовой продукции и поставки листового стального сырья, можно перейти и к производству оцинкованной профильной трубы. Цена на эту продукцию значительно выше, чем на трубы из чёрно-белой стали. Привлекая к своему товару всё больше заказчиков, каждый бизнесмен постепенно укрупняет прибыльное дело, начинает осваивать изготовление строительных материалов смежной конструкции.
Бизнес план по производству сливочных масел
Бизнес план переработка гречихи
Пошаговый план сборки
Ручной трубогиб, позволяющий изменять форму профильной трубы, собирается путем выполнения следующих действий:
- подготовка каркаса, части которого соединены посредством сварки и болтов;
- установка оси вращения и роликов в соответствии с выбранным чертежом;
- работа механизма гибочного инструмента осуществляется посредством цепной передачи;
- также необходима ручка, крепящаяся к одному из роликов, с помощью которой будет обеспечиваться крутящее усилие.
Конечно при сборе следует руководствоваться и типом материала, с которым предстоит работать. Легкий, самый простой агрегат отлично подойдет для труб малого диаметра.
Технологическая последовательность изготовления аппарата выглядит следующим образом:
- с использованием шпонки на прижимном валу размещаются шестерни, подшипники и кольца;
- в кольцах проделываются отверстия, необходимые в установке прижимного ролика;
- после окончания подготовительных работ все детали конструкции собираются в соответствии с заранее подготовленным чертежом;
- в конечном этапе подвешиваются полки с закрепленными на них пружинами, а также устанавливаются боковые ролики, к одному из которых прикреплена ручка.
Существуют также некоторые нюансы при сборке. Так, прижимной ролик необходимо не только фиксировать с помощью шпонок, но и дополнительно прикручивать к полке. Данный вал следует монтировать к полке с приваренными заранее гайками для пружин.
Натянуть цепь поможет магнитный уголок, использующийся в качестве держателя. Домкрат необходимо устанавливать на подвесной платформе с применением болтовых соединений и сварки.
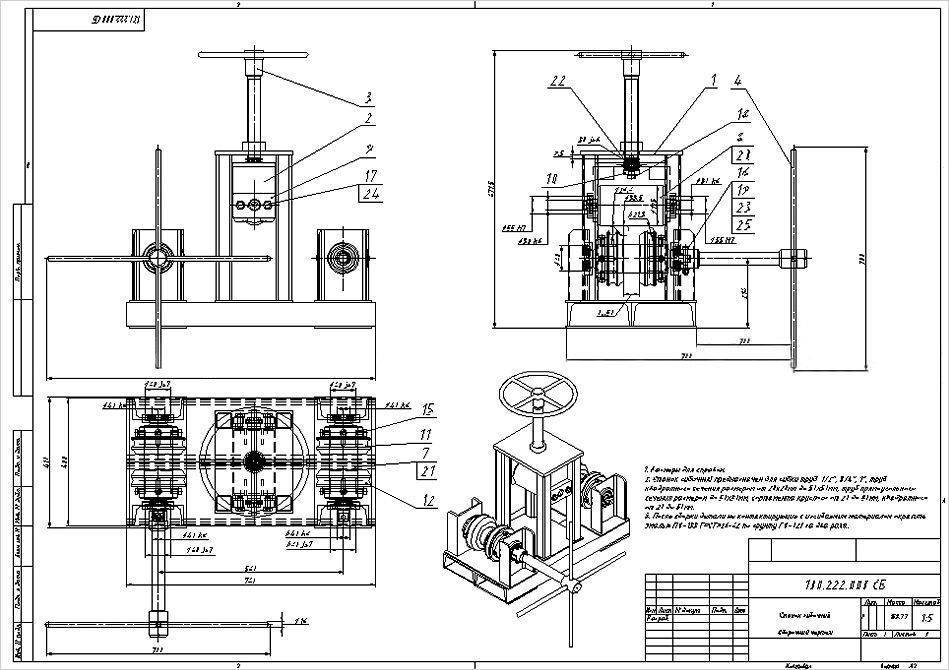
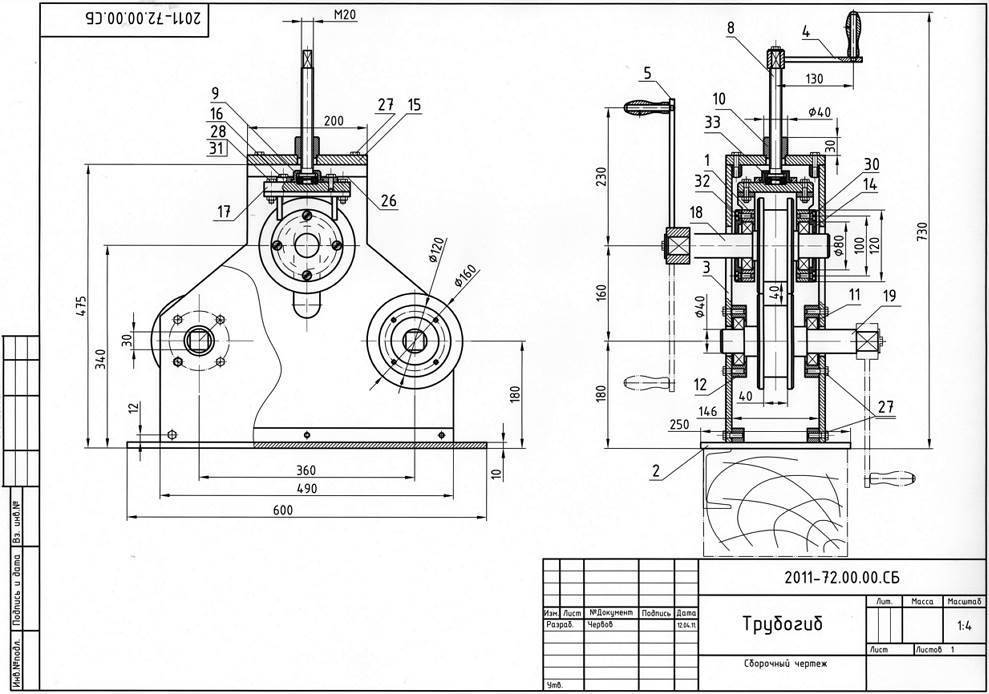
Чертеж трубогиба.
В интернете можно найти большое количество фото и видео, посвященных изготовлению трубогиба с гидравлическим приводом. Подобный агрегат оснащается гидроцилиндром, нагнетателем и упорами. Стоит сразу отметить, что данная сборка является более сложной и трудоемкой.
Обычно конструкция инструмента включает в себя:
- гидравлический домкрат с большой грузоподъемностью;
- башмак;
- два-три ролика;
- швеллер;
- толстые металлические пластины.
Выше приведены лишь самые главные составляющие, на самом деле сборка потребует большего количества деталей в зависимости от выбранной конструкции.
Сделать подобный агрегат можно по схемам из интернета.
В основном они включают в себя следующие технологические процессы:
- изготавливается каркас, на который будут установлены ролики и башмак;
- на нижнюю платформу, выполненную из металлической пластины, монтируется домкрат;
- самая трудная часть сборки – это подбор вальцов необходимого размера, чтобы они плотно прижимались к трубе;
- ролики и башмак фиксируются с помощью болтов, закручивающихся в заранее проделанные отверстия в соответствии с выбранной схемой.
Изготовление трубогибов своими руками
Трубогиб шаблонного типа
Важно знать:
- Тип применения: для гибки тонкостенных труб;
- Материалы: деревянная доска или железные крючки, для улучшения может потребоваться лебедка;
Алгоритм того, как сделать трубогиб своими руками:
- Создаем упор или фиксируем трубу, чтобы при приложении к ее концу силы «F» она не выскочила. Рекомендуется подчеркивать доску шириной не меньше диаметра трубы. Остановки обозначены цифрами «а» и «б». Если есть возможность, можно просто закрепить его участок надежными застежками, нарисовав «с».
- Далее создается выкройка сгиба. Как он будет выглядеть, зависит от радиуса, изгиба вам действительно нужно. Как вы можете видеть на рисунках, он может быть изготовлен из доски или ДСП, как вы можете видеть на рисунках «а» и «в». Толщина шаблона должна быть больше диаметра изогнутой трубки. Также некоторые мастера используют в качестве модели железные крючки, как это видно на рисунке «б».
- Трубка помещается между упором и шаблоном (рисунки «а» и «б») или фиксируется (рисунок «в») к шаблону. Затем прикладывается сила «F», и труба изгибается по определенной схеме. Для облегчения физических нагрузок на рисунке «в» мы использовали лебедку. Ремесленники также делают рычаги Т-образной формы. Берется труба диаметром больше той, которую мы будем гнуть, нарезается 5-10 см, эта деталь приваривается к концу метрового железного профиля. Получаем рычаг, с помощью которого снизим затраты энергии на изгиб трубы.
Трубогиб с прижимным роликом
Важно знать:
- Тип заявления. В деревянном исполнении идеально подходит для труб из мягких металлов, предотвращает деформацию; Если вы планируете использовать твердосплавный гибочный станок, его детали должны быть из прочного металла.
- Материалы: металл или дерево;
Чертеж «а»: 1 — база; 2 — левый монтажный уголок; 3 — регулировочный болт; 4 — крепеж для упора; 5 — зажимной наконечник; 6 — ролик подвижный; 7 — плечо; 8 — крепление рычага к ролику; 9 — статичное видео; 10 — угол крепления прямой;
Конструкция «б»: 1 — ступица; 2 — пластина; 3 — ролик неподвижный; 4 — скоба; 5 — ролик подвижный; 6 — ручка; 7 — хомут;
Алгоритм сборки изгиба труб своими руками:
- Решаем нагрузку. И мы принимаем решение, что будем делать с машиной, металлом или деревом.
- Нам понадобится фиксированная основа, на которой закреплен фиксированный ролик.
- Далее нам понадобится запорный механизм, как на рисунке «a» или скоба, показанная на рисунке «b»;
- Далее нам понадобится ручка, на которой закреплен подвижный ролик, рисунок «б» показывает более надежную схему, рычаг имеет П-образную форму и крепится к основанию неподвижного ролика. Такая конструкция позволяет гнуть более жесткие трубы. На чертеже «b» показан трубогиб для мягких металлов.
- Вставляем трубку между роликами. Закрепляем запорным механизмом или кронштейном. Прикладываем силу к рычагу. Происходит изгиб.
Трубогибы арбалетного типа (Гидравлический)
Важно знать:
- Тип применения: Для гибки круглых труб. Гнуть прямоугольный профиль на таком трубогибе не рекомендуется из-за большой вероятности деформации.
- Материалы: металлический каркас, домкрат гидравлический;
Чертеж гидравлического трубогиба: 1 — домкрат; 2 — регулировочные отверстия; 3 — домкрат-насадка; 4 — ролики;
Алгоритм сборки изгиба арбалета своими руками:
- Подобрать домкрат, лучше взять агрегат грузоподъемностью более 3 тонн;
- Создайте «3» наложения. Создайте несколько для разных радиусов кривизны;
- Создайте барабаны «4». Они должны быть полыми и фиксироваться болтами в отверстиях «2», которые также предназначены для регулировки радиуса кривизны;
- Просверлите регулировочные отверстия (лучше всего это сделать перед сваркой каркаса)
- Саму раму для станка сварить по чертежу, используя сварочный аппарат;
- Вставляем ролики «4» в отверстия «2», насадку «3» надеваем на домкрат, на насадку надеваем трубу, поднимаем ее домкратом, труба упирается в ролики «4» и изгибы;
Варианты устройства
Есть проверенный дедовский способ, но его эффективность невысокая, а трудоемкость, напротив, значительная. Для этого берут полую трубу, засыпают ее песком, закрывают заглушками оба края. Затем необходимо взять газовую горелку и докрасна накалить участок. Чтобы не было непроизвольного сгибания, рекомендовано использовать трафарет, но большинство подобных процедур происходит просто с помощью любого стального крепкого бруска, о который можно упереть металл. Но чтобы получить достаточно высокую точность, а также сделать весь процесс значительно проще, мастера используют трубогибы.
Разновидности устройств:
- Рычажные. Они работают по типу классического рычага, то есть нужно приложить усилие на одном конце, а второй установить в шаблоне.
- Ручные.
- Дроновые.
- Арбалетные.
Последние очень ценятся среди специалистов, поскольку с ними можно производить изгиб даже на очень коротких трубках, не нагревая деталь.