
Диффузионная сварка при помощи электропаяльника
Электропаяльник
При данном способе соединения труб используется разнообразная доборная арматура и специальный электронагревательный аппарат (паяльник).
Он поставляется вместе с набором съемных парных насадок, размеры которых соответствуют наружным диаметрам труб и внутренним диаметрам соединительных элементов.
О самом популярном диаметре труб и о других характеристиках изделий из полипропилена читайте здесь.
Пара насадок закрепляется на термонагревательном элементе электропаяльника и с его помощью подогревается до температуры 260°С. В разогретые насадки на несколько секунд вставляются соединительные детали. За счет этого происходит нагревание и частичное расплавление контактируемых с насадками поверхностей полипропиленовых элементов.
После этого труба и доборный элемент быстро извлекаются из насадок и вставляются друг в друга. В результате происходит взаимопроникновение (диффузия) расплавленных поверхностей деталей.
После остывания они образуют полностью монолитное соединение.
Преимущества данного способа:
- легкий процесс пайки;
- низкая стоимость доборных элементов;
- небольшая стоимость электропаяльника.
Недостатки:
неудобство использования электроприбора в труднодоступных местах.
Диффузионная сварка полипропиленовых труб является самой распространенной при самостоятельном монтаже в домашних условиях.
Технологическое описание процесса пайки
В быту применяются пластиковые трубы диаметром от 16 до 40 мм. Ряд от 50 до 110 мм используется на промышленных объектах.
Изделия выпускаются в нескольких вариантах, различить которые можно по маркировке:
- PN-10 – для систем с давлением не более 10 бар и температурой носителя не выше +45 °С;
- PN-16 – рассчитаны на давление в системах ХВС не более 16 бар и температуру нагрева не выше +65 °С;
- PN-20 – выдерживают 20 бар и +80 °С (что является пределом для полиэтиленовых труб) в системах ГВС и ХВС;
- PN-25 – используются при отоплении и выдерживают 25 бар при +95 °С.
Рекомендуем к прочтению Как паять полипропиленовые трубы
Подготовка инструмента и материала
Перед началом установки приготовьте материалы (трубы, фитинги, муфты, тройники, запорную арматуру) и аппарат для сварки. Для разовых работ выгоднее арендовать паяльную станцию. Также понадобятся рулетка, уровень, маркер любого цвета.
Разметка, нарезка, зачистка
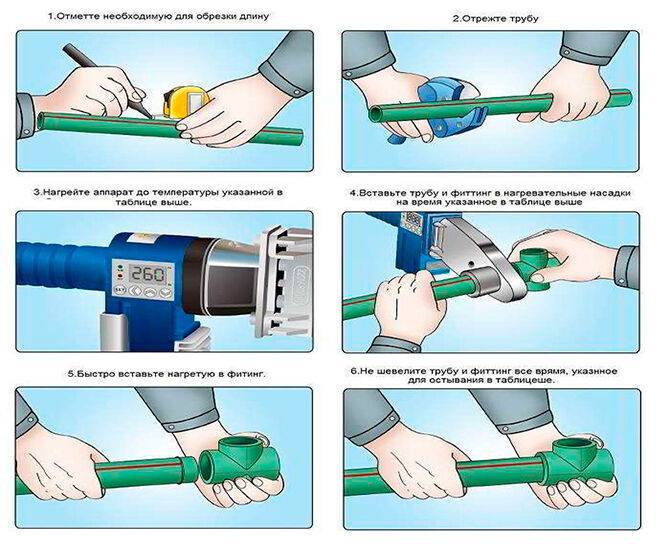
На данном этапе производятся замеры по маршруту укладки, уточняется набор фитингов и осуществляется разметка. Далее специальным резаком, не оставляющим заусенцев, перпендикулярно продольной оси формируются трубы нужной длины. На концах деталей снимается фаска.
Свариваемые части моются, протираются, обезжириваются этиловым или изопропиловым спиртом. Перед пайкой они должны быть чистыми и сухими. Стоит примерить все детали и перед разборкой пронумеровать их, чтобы избежать ошибок при монтаже и ускорить процесс сборки.
Пайка
Этот этап работ лучше вести с помощником, особенно при соединении длинных отрезков.
Подготовленные детали плотно надеваются на сварочные гильзы, которые к этому моменту должны иметь температуру, указанную в инструкции к паяльнику. Для наиболее распространенных типов труб этот показатель составляет +260 °C.
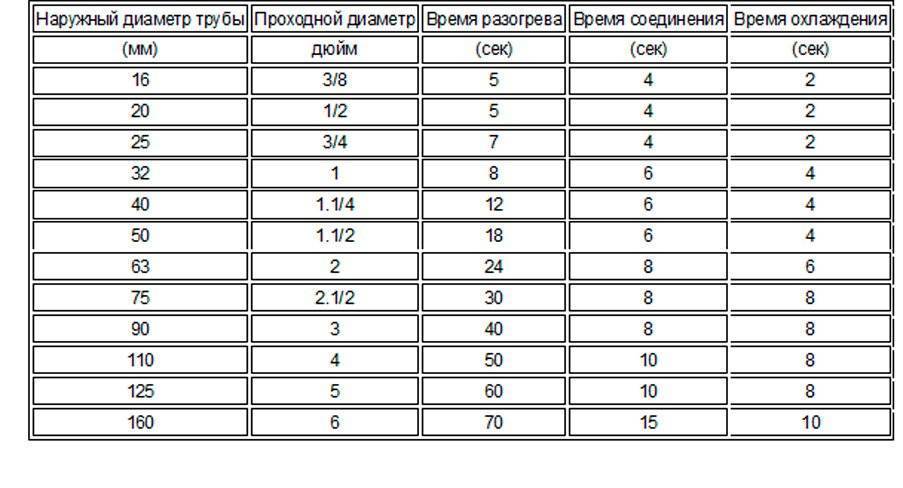
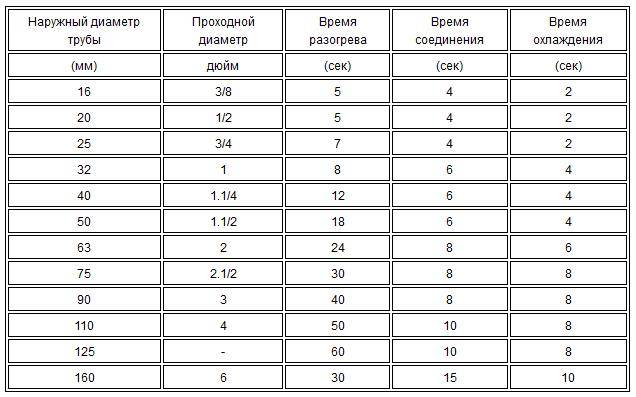
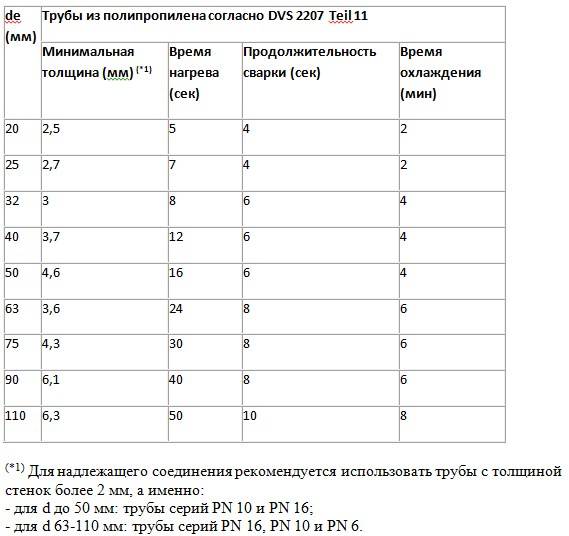
Нагретые части снимаются с гильз и соосно вставляются друг в друга вкручивающим движением с нажимом. В таком положении они удерживаются в течение времени, указанного в столбцах «Пайка» и «Охлаждение» таблицы (см. ниже).
Виды фитингов
Разнообразие соединительных деталей позволяет быстро и надежно вести разводку в любых помещениях и на улице.
Выпускаются следующие типы фитингов:
- угловые, с резьбой или без нее, разворачивающие систему на углы 45°, 90° и 135°;
- переходники на 2, 3, 4 направления (гладкие или с внутренней/наружной резьбой);
- обводы – служат для обхода уже проложенных труб;
- компенсаторы в виде петли – предназначены для сглаживания давления в системе, уменьшают ударные нагрузки на стенки труб и места соединений;
- запорная арматура в виде кранов и вентилей – используется для регулировки потока в трубопроводе;
- заглушки – используются при ремонте и для постоянного закрытия ответвлений трубопровода;
- крепежные элементы – позволяют зафиксировать трубы у основания.
Рекомендуем к прочтению Как паять медные трубы самому
Меры предосторожности
Работа при монтаже PPR является опасной и должна проводиться при строгом соблюдении правил безопасности и технологических норм к сварке сортаментов труб, обозначенных заводом изготовителем.
При проведении сварочных работ нужно соблюдать общие правила:
- Защитить трубы от возможного удара или повреждений.
- Не использовать трубы, которые деформируются или трескаются на режущей кромке.
- Не сваривать грязные трубы или фитинги.
- Вырезать детали только специальными ножницами.
- После сварки можно изгибать трубы и фитинги максимум на 5 градусов. В ситуациях, требующих изгиба, использовать горячий воздух 140 C вместо прямого нагрева пламенем.
- Избегать контакта сварочного материала с химикатами.
- Не использовать конические редукторы на соединениях, избегая чрезмерного затягивания.
- После установки выполнить проверку на герметичность.
Свойство полипропилена
Полипропилен представляет собой продукт полимеризации 2 газов — этилена и пропилена. Они смешиваются в определенном соотношении. В итоге удается получить гранулы, из которых изготавливают трубы. Это делают экструзионным способом.
Характеристики материала приведены в таблице:
| Показатель | Значение |
| Рабочий диапазон температур | -10 — +90 градусов |
| Температура плавления пластика | 149 градусов |
| Номинальное давление | 1,5-2,5 атмосфер |
Указанные характеристики подходят для холодного водопровода. Благодаря армированию стекловолокном или алюминием удается получить изделия, которые годятся для батарей и горячего водоснабжения.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Купить паяльник для полипропиленовых труб
Для разводки водопроводной системы и отопления внутри дома в подавляющем числе случаев используют полипропиленовые трубы. Они легко монтируются, а бригада работников при наличии специального оборудования способна в кратчайшие сроки выполнять большие объемы работ.
Сварочный аппарат для полипропиленовых труб — неотъемлемый инструмент сантехника. С его помощью происходит соединение частей водопровода, системы отопления. Процесс занимает не больше 1 минуты, все зависит от диаметра трубы.
Сварочный аппарат для полипропиленовых труб – устройство
Паяльник для пластиковых труб имеет довольно простую конструкцию. Благодаря этому стоимость оборудования является вполне доступной, причем это касается даже разового использования инструмента.
Среди основных частей паяльника для полипропилена можно выделить:
корпус с рукояткой; металлическая плита; терморегулятор
С его помощью можно регулировать температуру нагрева тэны, что важно для выполнения сварочных работ с трубами различного диаметра; тэн. Важнейшей его характеристикой является мощность; съемные насадки разного диаметра
Они крепятся на металлической плите
Они крепятся на металлической плите.
Принцип работы устройства является довольно простым. При подсоединении к электрической сети тэн начинает нагреваться, что в свою очередь происходит с металлической плитой, прикрепленными к ней насадками. Именно они расплавляют трубы, уголки, фитинги и иные элементы системы водо-, теплопровода из полипропилена до необходимой температуры. Нагревается внутренняя и наружная часть труб, что является залогом надежного соединения. При грамотной работе сантехника стык является абсолютно герметичным и может прослужить десятки лет.
Утюг для пайки полипропиленовых труб – что учитывать при выборе
Выбирая аппарат для сварки полипропиленовых труб, важно принять во внимание целый ряд аспектов. Прежде всего это касается мощности инструмента. На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
Все зависит от того, трубы какого диаметра необходимо будет сварить. Если же речь идет о водопроводе с диаметров 1/2 или же 3/4 дюйма, вполне достаточно будет мощности паяльника в 600-800 Вт. В зависимости от мощности оборудования колеблется и скорость прогрева насадок до необходимой для сварки температуры



На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт. Все зависит от того, трубы какого диаметра необходимо будет сварить. Если же речь идет о водопроводе с диаметров 1/2 или же 3/4 дюйма, вполне достаточно будет мощности паяльника в 600-800 Вт. В зависимости от мощности оборудования колеблется и скорость прогрева насадок до необходимой для сварки температуры.
Немаловажной является комплектация паяльника. Все они работают от сети, поэтому имеет значение даже длина кабеля
Также стоит обратить внимание на количество имеющихся в наборе насадок и их диаметр. С помощью современных сварочных аппаратов можно сваривать разные детали водопровода диаметром от 16 до 125 миллиметров
Особое внимание, выбирая изделие, стоит уделить корпусу
Используемые материалы обязаны нормально переносить воздействие высоких температур, практически не нагреваясь
Особое внимание, выбирая изделие, стоит уделить корпусу. Используемые материалы обязаны нормально переносить воздействие высоких температур, практически не нагреваясь
Ручка обычно выполняется из специального термостойкого пластика
Ручка обычно выполняется из специального термостойкого пластика.
Вес и габариты — важнейшие характеристики прибора. От них будет зависеть удобство использования инструмента и транспортировка оборудования. Подавляющее число моделей имеют совсем небольшие габариты, а в комплекте поставляется специальный ящик для хранения насадок и прибора. Паяльник для пластиковых труб редко весит более 1,5 кг.
Где приобрести аппарат для сварки полипропиленовых труб
В нашем каталоге вы сможете найти паяльник для полипропилена следующих производителей:
- Kern;
- Rems;
- Rothenberger;
- Rotorica;
- Dytron;
- Ritmo.
Всего на сайте представлено свыше 30 моделей, а специалисты ежедневно работают над расширением ассортимента.
Посетители сайта вправе рассчитывать на помощь специалистов компании ПрофТехСнаб, нужно лишь набрать указанный номер телефона. Имея обширный опыт, они с легкостью ответят на любой интересующий вопрос, помогут подобрать оптимальный вариант паяльника для выполнения поставленных задач.
Монтаж и разводка — какие есть нюансы
Конструкции полипропиленовых труб неразъемные. Монтируются они способом диффузионной сварки. Для устройства внутренних отводов применяют специальные фитинги. При сочленении пластиковых и металлических деталей (краны, смесители) применяют угловые соединения с запрессованными латунными сегментами.
Трубопроводы из полимеров подходят для всех видов монтажа:
- в отдельных каналах и шахтах;
- открытая проводка на поверхности стен;
- закрытая прокладка в слое цементно-песчаной стяжки или штукатурки.
Порядок выполнения работ:
- Пластиковые трубы нарезают специальными ножницами, входящими в комплект для сборки оборудования.
- Замеряют рулеткой расстояние и с помощью карандаша или маркера переносят это значение на поверхность изделия.
- Место соединения тщательно обезжиривают. Маркировку труб, попадающую в зону монтажа, нужно также удалить.
- На агрегат устанавливают насадки и включают в сеть. Регулятор температуры нагрева устанавливают на 260°С. Время нагрева материала контролируется горящей лампочкой. По достижении рабочей температуры индикатор гаснет.
- Приготовленные детали надевают на сварочные насадки. Ждут 7 секунд и снимают заготовки.
- Быстро, без вращения, стыкуют трубу с фитингом и надвигают до заданной отметки.
- Готовое соединение перед монтажом должно остыть и набрать прочность (2 минуты).
- Сложные узлы, такие как коллектор, разветвления, лучше собирать предварительно, а затем весь комплект устанавливать на место.
- При установке водоводов на стенах и потолках не рекомендуется применять неподвижные опоры.
Плюсы и минусы ПП-труб
Как и у любого другого материала, у полипропиленовых труб имеются как плюсы, так и минусы. К преимуществам прокладки таких магистралей в инженерных системах относят:
способность выдерживать серьезные температуры и давление;
простоту в транспортировке и монтаже;
дешевизну при долгом сроке службы;
неподверженность коррозии;
гигиеничность.

Недостатками материала считаются:
необходимость использования при монтаже специального нагревательного оборудования;
сложность в ремонте.
Полипропиленовые трубы — современный недорогой материал с отличными эксплуатационными характеристиками. В доме такие магистрали способны служить десятилетиями как в водопроводах, так и в системах отопления и канализации. Выбирать такие трубы нужно внимательно. Помимо марки производителя, следует смотреть на технические характеристики — прежде всего на сечение, допустимые температуру и давление.
Необходимые инструменты
Для паяльных работ потребуются:
- рулетка;
- ножницы, предназначенные для резки ПВХ труб;
- паяльник, предназначенный для труб из полимеров;
- строительный уровень.
Большая часть этих инструментов хорошо известна тем, кто когда-либо участвовал в строительных работах.
Поэтому если вы решили: паяем полипропиленовые трубы сами, вероятно, необходимые инструменты вам уже хорошо знакомы, или вы можете одолжить их у ваших друзей или коллег.
Если инструментов у вас еще нет, все их легко приобрести в магазине стройматериалов. Бывает затруднительно найти лишь подходящие ножницы и паяльник. Как правило, они приобретаются в комплекте.
Конечно, этот инструмент должен быть в наличии, если вы собираетесь соединять ПВХ трубы. Специализированные ножницы так же называют роликовым труборезом.
Инструмент встречается в продаже в одной из двух модификаций по назначению:
- для труб с внешним диаметром 1,6-4 см;
- для труб с внешним диаметром 1,6-11 см.
Выбор паяльника
Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.
Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором.
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.
 И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника. 
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Полипропиленовые трубы, ППР или ППРС

Бригады, практикующие установку именно этих шлангов, в народе называются ппрщики или утюжники. Материал считается ширпотребом, то есть широкого потребления народом. Краш-тест ППР патрубка показал, что он взрывается при 40-50 барах. К сравнению металлопластиковый рвётся уже на 40 барах. Так что обидное слово «ширпотреб» показывает, за что же народ так любит ППР водопровод. Дешёвая и хорошая труба.
Сколько прослужит?
При нормальных условиях, в холодной воде и давлении 2,5 — 4 барра, все материалы работают одинаково, с гарантией 50 лет. Но полипропилен используются также и в отоплении и при тёплых полах, а это температура уже 45 градусов, а если в радиаторах, то до 70-90 градусов. Соответственно, чем горячее, тем меньше срок годности. В в радиаторах полипропиленовые патрубки служат 15-20 лет, а при высоком постоянном давлении и того меньше.
Особенности монтажа
Неприятные моменты: при соединении используется спайка и у многих изготовителей полипропилена образуются наплывы на месте среза, не всегда идеально подходят насадки и переходники, поэтому при эксплуатации возникают дополнительные шумы. Хотя сантехники шутят, что некоторых людей звук воды даже успокаивает.
Минусы ППР:
- Считается, что полипропилен морально устарел, и профессиональным строительным компаниям не комильфо работать с полипропиленом.
- Большое линейное расширение. Для неармированных труб коэффициент линейного расширения составляет 0,15 мм/мС, для армированных – 0,03 мм/мС. А это значит, что при эксплуатации в системе отопления ППР будет растягиваться и провисать в 5 раз больше, чем металлопластик. Соответственно, давать нагрузку под другим углом на соединительные детали и начать протекать. Это не подпадает под гарантию и считается нарушением технических условий эксплуатации. Секрет мастера может быть в том, что будут использовать короткие отрезки или опоры под трубопроводом, чем компенсируется линейное расширение.
- Куча стыков. А это чуть ли не главный минус ППР труб. Ведь большинство стыков спрятаны. И только поэтому, отвечая на вопрос какая пластиковая труба лучше, ппр хочется поместить на самое последнее место.
Вывод: отлично подходят для обычной водопроводной разводки в городской квартире.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут; Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно; Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом. Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами. Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева
Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом




Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Альтернатива сварке
Иногда в труднодоступных местах выполнять сварочные работы невозможно. В качестве альтернативы сварке можно использовать органический растворитель. Он отличается выраженными размягчающими свойствами. При этом состав имеет высокую летучесть.
Пропиленовые трубы пользуются большой популярностью и применяются для сооружения систем отопления и водоснабжения. Для соединения разных элементов необходимо пользоваться паяльником. Чтобы получить крепкую и надежную конструкцию, нужно четко придерживаться инструкции по применению этого инструмента.
Рейтинг лучших производителей полипропиленовых труб в 2022 году
Помимо технических характеристик, при выборе полипропиленовых труб стоит обращать внимание и на марку производителя. Покупать стоит продукцию только фирм, заслуживших хорошие отзывы потребителей
Лучшие производители полипропиленовых труб для водопровода
При производстве труб, предназначенных для подачи воды нагретой или холодной, компании используют материал с минимальным содержанием органических веществ. Это требуется для того, чтобы вода не имела никакого неприятного запаха.

Pro Aqua RubisSDR620
Трубы этой марки производятся в России из отечественного сырья и армируются стекловолокном. К их плюсам относят в первую очередь то, что они не деформируются в процессе эксплуатации. Их достоинствами также считаются:
давление до 20 PN;
простота в монтаже;
гладкая внутренняя поверхность;
низкая стоимость.

Berke SDR7.4PN20
Трубы Berke выпускаются турецкой компанией Kaldi на заводе, который находится в РФ. При их изготовлении компания использует полипропилен PP-R 100. Как и продукция предыдущего производителя, трубы Berke армируются стекловолокном и считаются одними из лучших на отечественном рынке. Линейное расширение у труб этой марки в 4 раза меньше, чем у аналогичной продукции. К их достоинствам можно отнести:
срок службы свыше 50 лет;
прочность;
возможность использования малого количества кронштейнов при сборке;
низкую стоимость.

Valfex Aluminium, SDR6 PN25
На третьем месте в рейтинге ПП-труб продукция марки Valfex Aluminium. Полипропиленовые трубы и фитинги этого производителя изготавливаются из материала PPR и армируются алюминиевой фольгой. Рабочее давление в магистралях может достигать 25PN. Трубы Valfex Aluminium способны легко выдерживать пиковые температуры до 90 °С. Их достоинствами могут считаться:
низкая шумность;
гарантия в 10 лет;
фитинги в широком ассортименте.

Banninger G8200FW032
Banninger G8200FW032 — качественные немецкие трубы также заслужившие отличные отзывы от потребителей. К их плюсам относят высокие показатели теплостабилизации. Магистрали могут выдерживать серьезные температуры. Трубы подходят для сборки систем горячего водоснабжения.

Полипропиленовые трубы для отопления: лучшие производители
Рабочая среда в системах отопления сильно разогревается и находится под большим давлением. Поэтому к трубам, используемым в таких коммуникациях, предъявляются повышенные требования. Лучшие производители полипропиленовых труб делают все для того, чтобы в отопительных коммуникациях они служили долгие годы.

FV Plast Faser20
На первом месте в рейтинге производителей лучших полипропиленовых труб в РФ у потребителей — чешская фирма Faser. Трубы FV Plast20 имеют диаметр 20 мм и могут применяться для сборки как водопроводных сетей, так и систем отопления. Материал легко выдерживает нагрев до 95 °С и давление в 20PN. Внутри трубы этой марки гладкие, что обеспечивает беспрепятственную циркуляцию теплоносителя.
К плюсам продукции этой марки потребители относят:
жесткость в изгибе;
низкую степень линейного расширения;
отсутствие необходимости в зачистке при сварке.

Kalde Orange
Линейка Orange турецкой компании Kalde создается из пропилена, выпускаемого в Европе. Максимальная температура для этих ПП-труб составляет 75 °С. К плюсам Kalde Orange потребители относят:
стабильность геометрии в сечении;
толстые стенки;
простоту в монтаже.

Dizayn Sirena PN-20
Трубы этой марки могут выпускаться как из отечественного сырья, так и из зарубежного. Рекомендованная для них температура теплоносителя — 95 °С, давление — 20PN. Выпускаются эти полипропиленовые трубы в России на заводе, расположенном в городе Алабуге. Производитель при их изготовлении соблюдает нормативы СНиП. Их достоинствами считаются:
срок службы свыше 50 лет;
огромный ассортимент фитингов;
простота в монтаже;
невысокая цена.

Valtec PP-Fiber PN 20
Трубы этой марки рассчитаны на температуру теплоносителя 90 °С и давление 20PN. Если судить по отзывам потребителей, к их плюсам можно отнести:
отличную эластичность;
низкое расширение;
гарантию в 10 лет;
низкую стоимость.

Как выбирать ПП-трубы для отопления/водопровода
Полипропиленовые трубы допускается использовать для сборки разводок водопроводов и отопительных коммуникаций в:
- административных и офисных зданиях;
- в промышленных цехах;
- многоквартирных домах;
- частных домах.
При выборе полипропиленовых труб для сборки каких-либо коммуникаций можно посмотреть на маркировку. В ней производители указывают буквенное обозначение материала изготовления ( РРН, РРВ, PPR) и информацию по степени устойчивости к давлению и температуре. Можно проконсультироваться в магазите о классе труб. В этом плане различают трубы:
- класса 1 — до 60 °С, предназначены для водоснабжения;
- 2 — до 70 °С, для водоснабжения, ливневой канализации;
- 3 — до 60 °С. «теплый пол»;
- 4 — до 70 °С, отопление;
- 5 — до 90 °С, отопление;
- класса ХВ — для холодного водопровода.

Комментарий эксперта Евгений Инженер по коммуникациям “При самостоятельном выборе можно посмотреть на цвет изделия. Трубы и фитинги для водопровода обычно белые, для канализации и отопления – серые, дренажных систем – черные, для полива – зеленые”.
При выборе труб следует обращать внимание на их диаметр:
- для водопроводов подходит вариант 21-25 мм;
- стояков — 32-40 мм;
- вентиляции — более 40 см;
- канализации — 50 мм.

Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
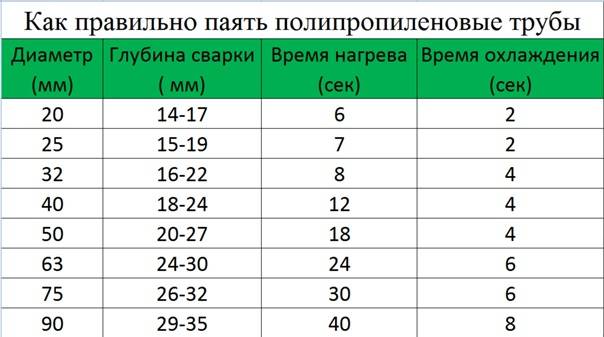
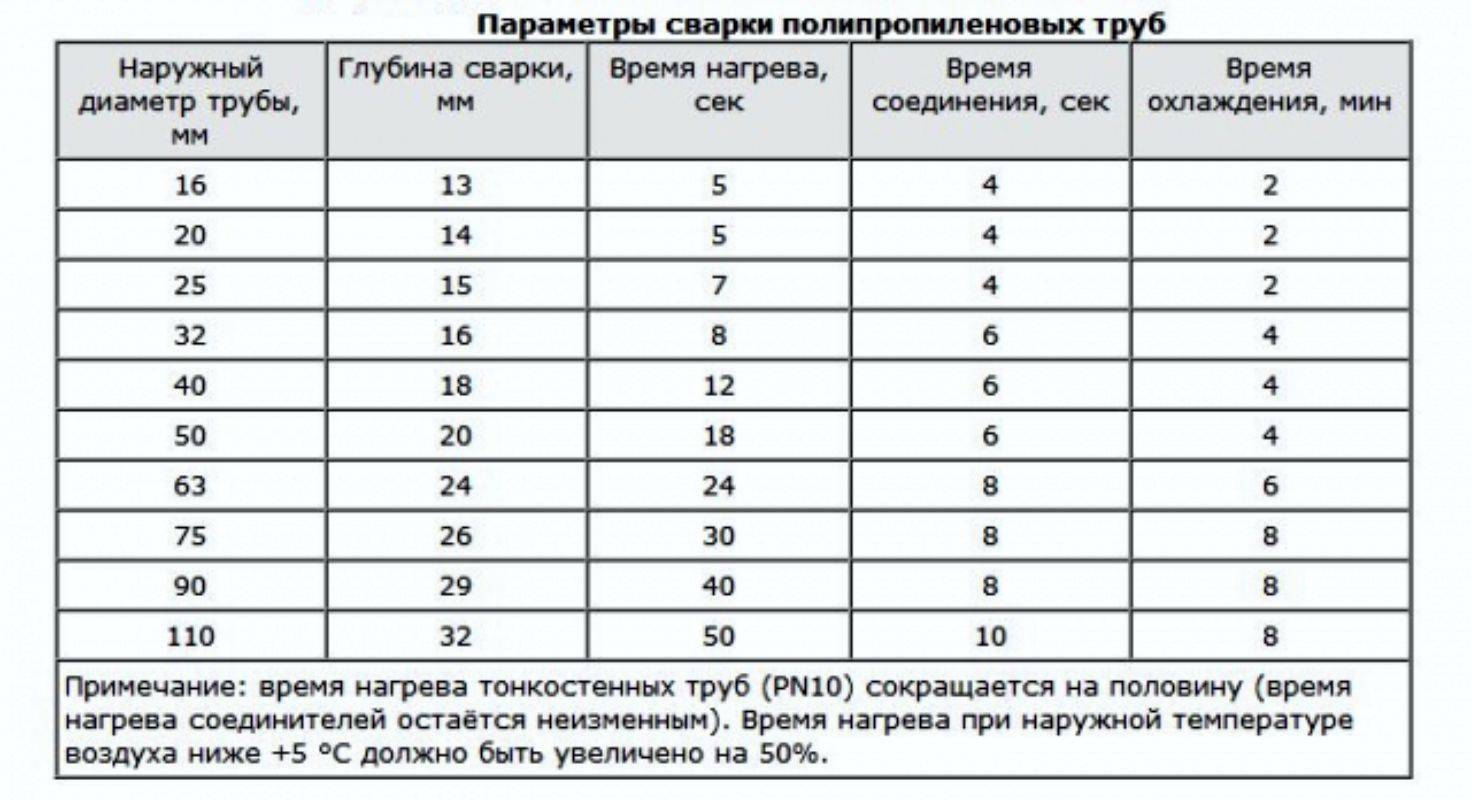
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С






Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
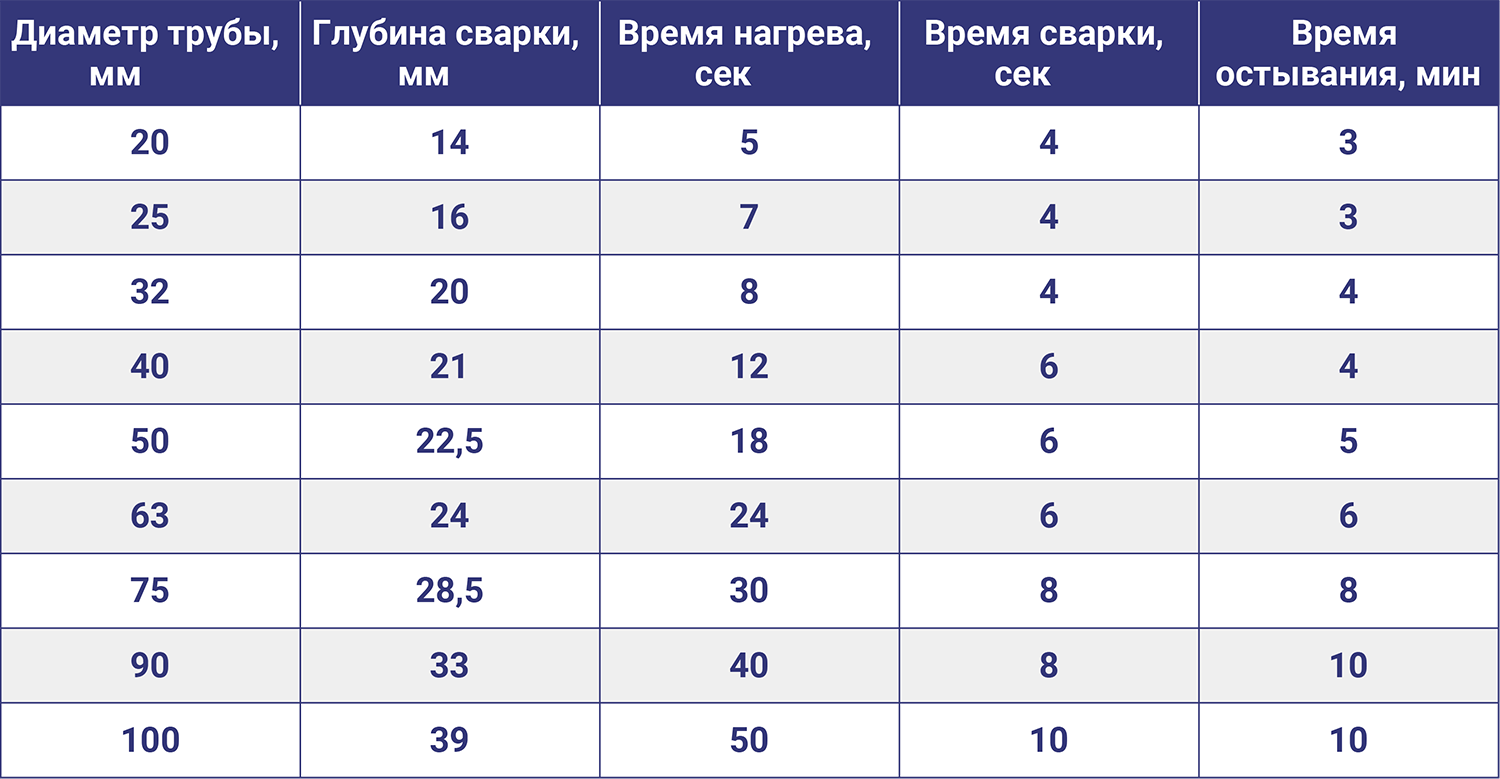
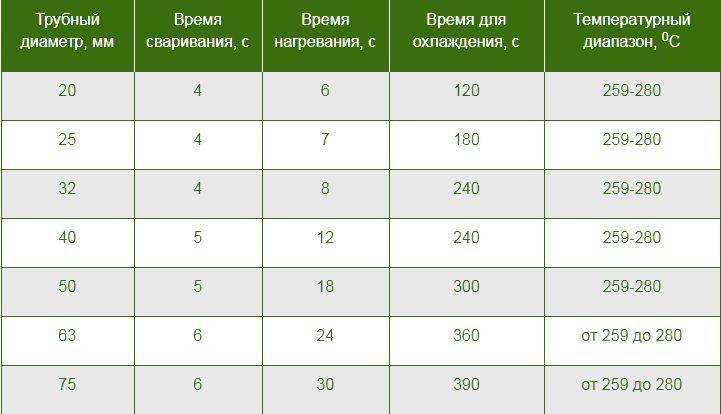
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Типы соединения полипропиленовых труб
Многих людей интересует, как правильно пользоваться паяльником для пластиковых труб. Для начала нужно выбрать тип сварки.
Муфтовая сварка
Метод отличается простотой. В таком случае для фиксации труб одинакового диаметра применяют особый элемент — муфту. Она имеет чуть меньший диаметр. При проведении сварочных работ нагревается и плавится внешняя часть трубы и внутренняя поверхность муфты.
 Популярным видом пайки считается муфтовый метод
Популярным видом пайки считается муфтовый метод
Стыковая сварка
Такой метод применяют в производственных условиях. При этом бортики нужно расплавить и соединить встык. Чтобы получить хороший результат, требуется обеспечить идеальную соосность.
Холодная сварка
Этот метод подразумевает использование клея. При этом на трубу наносят специальный состав с сильным растворителем. Он способствует размягчению полипропилена, что позволяет вставить элементы друг в друга. При этом соединение получается не слишком прочным. К тому же клей долго сохнет.





