Описание теплообменника с плавающей головкой “ТП”
Теплообменник с плавающей головкой является одним из востребованных видов кожухотрубчатых теплообменников и широко используется на НПЗ, а также других различных промышленных предприятиях.
Главной особенностью данного аппарата является наличие температурного компенсатора в виде так называемой “плавающей головки”.
Ниже приведены 2 варианта исполнения “плавающей головки”:
- Верхний рисунок – конструкция с возможностью извлечения трубного пучка без демонтажа самой головки, характеризуется пониженной тепловой эффективностью из-за наличия байпасных потоков(обозначение T по TEMA).
- Нижний рисунок – конструкция, при которой требуется демонтаж головки для извлечиния трубного пучка (обозначение S по TEMA). Наиболее распространена на отечественных НПЗ.
В обоих случаях, наличие плавающей головки, позволяет использовать теплообменник при большой разнице температур между технологическими средами в трубной и межтрубной полости аппарата.
Таким образом, данный вид аппарата более универсален по сравнению с теплообменниками жесткотрубной конструкции и может применяться в широком диапазоне сочетания различных сред с большой разницей температур. Однако, из-за наличия плав. головки стоимость теплообменника также возрастает. Поэтому использование этого оборудования должно быть технически обосновано. При указании шифра аппарата используют аббревиатуру “ТП” – теплообменные аппараты с плавающей головкой согласно ТУ 3612-023-00220302-01 ВНИИНефтемаша.
Кстати, прочтите эту статью тоже: Аналоги нержавеющих сталей
Назначение котлового теплообменного аппарата
Теплообменник – базисный эксплуатационный компонент котельного оборудования, передающий тепло, принятое в результате горения магистрального газообразного топлива. Он располагается около горелочного устройства.

Стенки прибора выполняются из металла, обладающего хорошим коэффициентом теплопередачи. Жидкостный теплоноситель, омывает поверхность нагрева теплообменника нагревается до температуры 65-95 С и поступает во внутридомовую сеть отопления.
Движение теплоносителя к батареям отопления происходит естественным путем, за счет температурной разности нагретого и остывшего теплоносителя или принудительным способом, с использованием центробежного насоса. Проходя через систему отопительных приборов, остывший теплоноситель возвращается к котлу для следующего цикла нагрева
В современных энергоэффективных котлоагрегатах наиболее распространены пластинчатые конструкции. В них нержавеющие пластины надежно спаяны друг с другом по точкам соприкосновения и по краям.
Предпочтительным материалом для пайки в таких конструкциях применяемся медь. Конструкция предотвращает процессы накипеобразования и коррозию на поверхности нагрева котла. Тем самым обеспечивается экономичность работы котлоагрегата с высоким КПД.
Способы сварки
Мы уже написали, чем можно спаять теплообменник. Но способов сварки может быть несколько.
Паяльник
Метод предусматривает наличие мощного инструмента (не менее 100-110 Вт). Также подготовьте припой и флюс. Поврежденное место присыпьте флюсом, уложите сверху припой с помощью паяльника. Следите, чтобы он равномерно растекался и закрывал отверстие. Продолжайте наращивание, пока слой не достигнет 2-3 мм.
После такого ремонта свищ себя не проявит.

Газовая горелка
Данный метод подойдет для толстостенного радиатора, который обладает высокой теплопроводностью. Подключите горелку к газовому баллону, настраивайте несильное пламя, чтобы не повредить стенки теплообменника.

Поврежденное место нужно хорошо прогреть, чтобы удалить остатки воды. Проводится спайка припоем, после чего остатки флюса тщательно удаляются. В нем содержится кислота, которая может способствовать разрушению трубки.
На видео подробно показано, как правильно паять:
Холодная сварка
Для этих целей нужно покупать качественную сварку. Поскольку материал будет контактировать с водой, он должен обладать влагостойкими свойствами.
- Наденьте перчатки.
- Разминайте сварку до тех пор, пока она не станет мягкой и пластичной.
- Наложите материал на место протечки. Подождите, пока застынет.

В качестве материала напайки используйте часть медной трубы.
По окончании работ проверьте все части конструкции. Везде, где виднеются зеленые пятна, скоро появятся свищи. Поэтому лучше сразу зачистить и выполнить пайку микроотверстия, чтобы не повторять разборку.
После подключения не надевайте сразу кожух. Проверьте качество выполненной работы давлением из водопровода.
Как было замечено пользователями, которые самостоятельно проводили подобный ремонт, некоторые колонки оснащаются уже запаянными теплообменниками на заводе. Неисправные детали ремонтируют, свищи спаивают и снова устанавливают в колонки на продажу. Поэтому будьте внимательны при покупке техники.
Чтобы избежать частых ремонтов, останавливайте выбор на качественной технике от производителя «Оазис», «Нева», «Электролюкс». А вот в приборах «Вектор» устанавливаются радиаторы из очень тонкого материала.
Причины течи
Частой причиной течи является латунный или медный радиатор. Поскольку производители изготавливают некоторые элементы не из чистой меди, а с добавлением примесей, эти места быстрее окисляются. В итоге теплообменник поддается коррозии или прогорает.
Дополнительной причиной поломки является способ обеззараживания воды в регионе. Чаще всего для этих целей применяют двуокись хлора. При нагреве в трубках радиатора хлор вступает в реакцию с медью, что способствует разрушению и образованию свищей. Доказано, что в местах с обеззараживанием методом озонирования таких проблем с газовыми колонками не возникает.
Ремонт фланцев
Иногда пайка может потребоваться медным патрубкам, расположенным на стыке водопровода с выходной трубой теплообменника. В данном случае можно воспользоваться кусками медной трубы с фланцами и накидными гайками-американками – их обычно применяют для монтажа системы подачи воды из медных труб.

Если в наличии прямые отрезки трубы, дорабатывать их не нужно, а вот изогнутые куски нужно обрезать. На месте изгиба отпиливают кусок трубы с фланцем. Расширенный участок трубы, расположенный с другой стороны, также нужно отпилить. Он будет использован впоследствии как соединительное кольцо.
Теперь нужно отрезать треснувший фланец с патрубка на газовой колонке. Его длина должна соответствовать заготовленной заранее трубке с новым фланцем.
Прежде чем начинать дальнейшую стыковку, стоит убедиться, что элементы совмещаются между собой свободно – патрубок теплообменника входит в кольцо с некоторым зазором.
Чтобы улучшить сцепление, перед пайкой поверхность трубки и кольца рекомендуется зашлифовать мелким наждаком до полного устранения слоя окиси. Поверх подготовленных участков паяльником мощностью 60-100 Вт наносят тонкий слой припоя, можно использовать оловянно-свинцовый ПОС-61. Флюсом в данном случае может быть как соляная кислота, гашенная цинком, так и канифоль или аспирин.

Начиная пайку трубки с фланцем, обратите внимание, чтобы место стыковки двух труб располагалось по центру соединительного кольца. В тех случаях, когда после нанесения слоя припоя на поверхность трубок, они не будут входить в кольцо, поверхность следует прогреть паяльником, чтобы расплавить припой
Проследите, что накидная гайка надета на трубку прежде, чем будет начата пайка.
Когда стыковка элементов завершена, и они расположились должным образом, пайку теплообменника завершают. Для этого зазоры между элементами заливают расплавленным припоем.







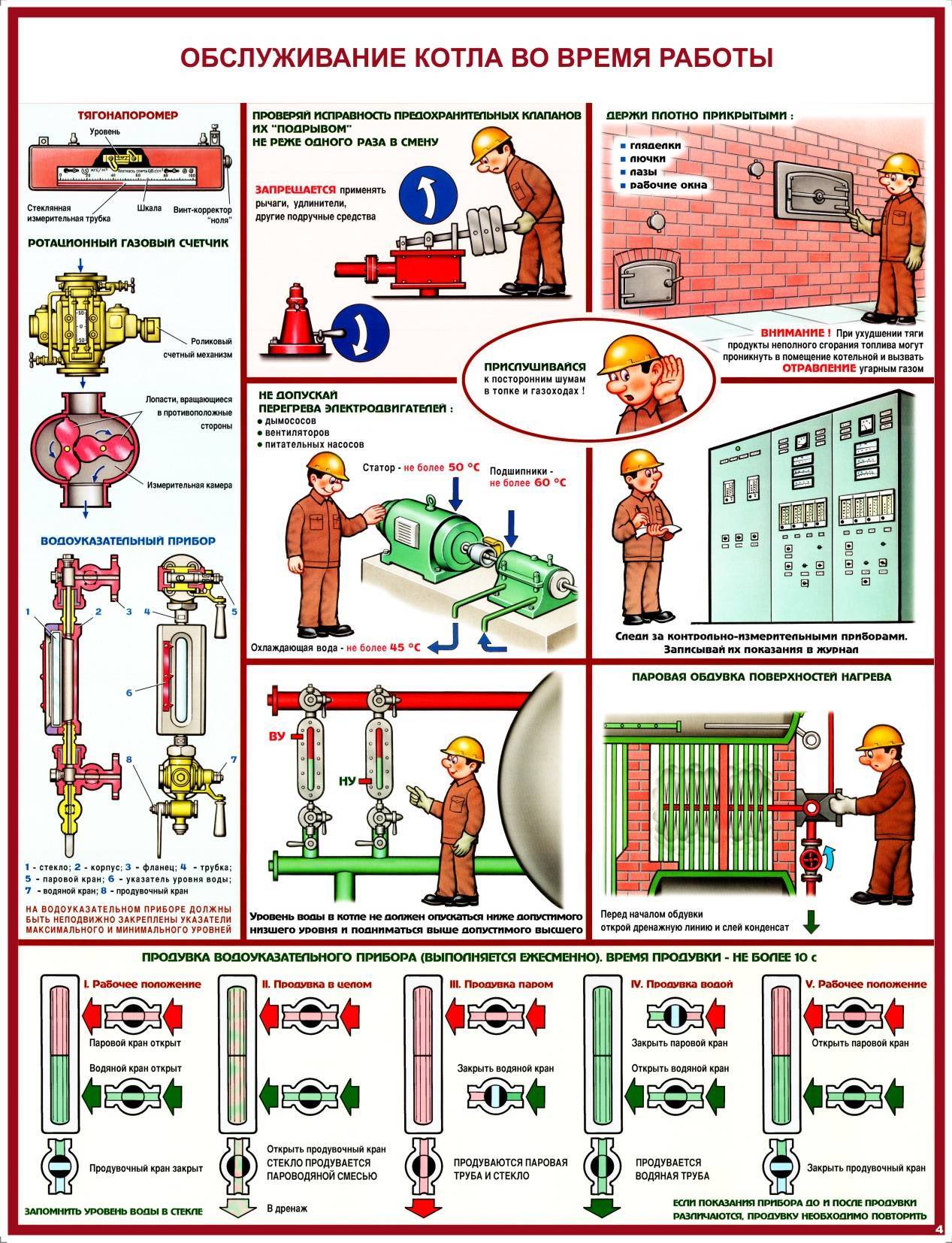
Схема обвязки настенного двухконтурного газового котла
- Обвязка газового котла в системе отопления
- Подключение настенного котла к электросети
- Выбор дымохода для газового котла
- Подключение к газовой магистрали
Введение
Эффективность и безопасность работы газового котла во многом зависит от его правильного подключения к системе отопления. Этот процесс, называемый еще обвязкой, состоит из нескольких этапов. По причине того, что газ это очень опасное топливо, некоторые работы должны проводить сертифицированные сотрудники газовых служб, но многое можно сделать своими руками.
Подключение настенного газового котла это комплекс работ, который включает в себя: обвязку в системе отопления, подключение к газовой и электрической сети, монтаж дымохода. В этой статье мы постараемся рассказать о каждом из этапов.
После того как выполнен монтаж настенного газового котла и отопительный прибор размещен на стене, первым делом необходимо подключить его к системе отопления. В зависимости от того, какая модель установлена одноконтурная или двухконтурная, существуют различные схемы обвязки. Мы рассмотрим процесс подключения на примере настенного двухконтурного газового котла.
Как известно, двухконтурный котел, помимо отопления способен производить горячую воду для хозяйственных нужд. Конструктивно это реализуется установкой одного битермического или двух раздельных теплообменников. Двухконтурный котел производит не очень много горячей воды, но ее вполне хватит на 1-2 точки раздачи (например, кухонный кран и душ).
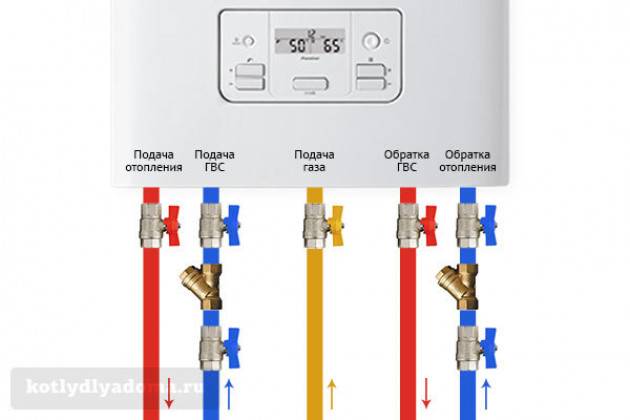
Современный навесной газовый котел очень компактен и уже содержит внутри себя основные элементы, необходимые для функционирования системы отопления с принудительной циркуляцией, такие как: циркуляционный насос, расширительный бак, группа безопасности. В отопительных системах небольших частных загородных домов этого более чем достаточно, но в случае необходимости можно установить дополнительный расширительный бак или еще один насос.
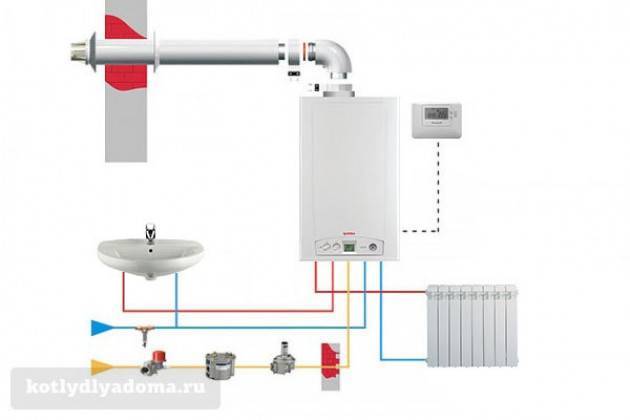
В нижней части любого навесного двухконтурного котла имеется 5 патрубков. К ним подключается: подающая и обратная линии системы отопления, подача и обратка ГВС, магистральный газ.
Вход для подключения газа обычно расположен по центру и окрашен в желтый цвет. Все остальные линии могут располагаться в произвольном порядке, в зависимости от модели газового котла.
Поэтому перед началом обвязки требуются уточнить назначение каждой из них в инструкции по эксплуатации.
Обвязка настенного газового котла выполняется полипропиленовыми или металлическими трубами. Сечение труб отопления, как правило больше чем труб ГВС 3/4 и 1/2 дюйма соответственно. Подключение системы отопления к котлу происходит через гайки «Американки».
На каждой линии устанавливаются шаровые краны, для удобства демонтажа газового котла без слива теплоносителя и для изолирования котла от отопительной системы в случае необходимости.
Для обеспечения герметичности, все подключения необходимо выполнять с помощью сантехнической ФУМ-ленты или льна.
Извлечение теплообменника из котла
Газовые котлы оборудуют теплообменниками, иногда их называют радиаторами котлов, в которых одни источники передают тепловую энергию другим. В большинстве котлов есть первичный и вторичный теплообменники, а в остальных — совмещенный или битермический.
На все виды обменников воздействуют неблагоприятные факторы. Ухудшается качество металла, уменьшается проходимость каналов, напор воды бьет по стенкам. На первичный и битермический воздействует пламя главной горелки.

У битермических теплообменников канал для водоснабжения находится внутри линии отопления — если было бы наоборот, теплообменники чаще выходили бы из строя
У изношенных обменников могут появляться дыры. С учетом стоимости этой детали, есть смысл ремонтировать их, а не сразу заменять. Тем более, что аналог не всегда удается найти.
Если в газовом котле потек теплообменник, вы заметите подтеки рядом с бытовой техникой или ошибку на дисплее. При необходимости, достаньте проблемную деталь.
Сначала сделайте так:
- Отключите котел от электросети и газа.
- Перекройте движение теплоносителя в систему отопления и из нее. Закрутите кран подачи водопроводной воды в котел.
- Слейте оставшуюся в устройстве воду.
- Снимите крышку котла.
- Спустите воздух через отводчик.
- Проверьте внутренности прибора. Посмотрите, есть ли где-то влага, и вытрите ее.
Чтобы достать первичный или битермический теплообменник, освободите камеру сгорания от подходящих к ней элементов. Уберите патрубок, который подает газ на горелку. Отсоедините электропровода от камеры сгорания. Если забыть этот нюанс, то потом из-за невнимательности можно повредить их.
Отцепите датчики, трубки контура отопления, отведите патрубки обоих контуров от битермического обменника. Уберите узлы, которые препятствуют изъятию устройства из котла.
Отсоедините и вытяните камеру сгорания. Снимите верхнюю и переднюю крышки. Уберите метизы под теплообменник и вытяните его.

Из-за утечки воды из теплообменника образуется налет и ухудшается состояние элементов котла, из строя могут выйти датчики, после чего топочная не запустится
Чтобы достать вторичный теплообменник, извлеките плату и другие электронные элементы, открутите и уберите все, что помешает вытянуть агрегат из котла. Изолируйте содержимое прибора от попадания воды из обменника и подходящих к нему каналов.
Но неисправность теплообменника – не единственная причина по которой может течь котел. О других возможных причинах течи и способах их устранения мы подробно рассказали в этой статье.
Извлечение теплообменника из котла
Газовые котлы оборудуют теплообменниками, иногда их называют радиаторами котлов, в которых одни источники передают тепловую энергию другим. В большинстве котлов есть первичный и вторичный теплообменники, а в остальных — совмещенный или битермический.
На все виды обменников воздействуют неблагоприятные факторы. Ухудшается качество металла, уменьшается проходимость каналов, напор воды бьет по стенкам. На первичный и битермический воздействует пламя главной горелки.

У битермических теплообменников канал для водоснабжения находится внутри линии отопления — если было бы наоборот, теплообменники чаще выходили бы из строя
У изношенных обменников могут появляться дыры. С учетом стоимости этой детали, есть смысл ремонтировать их, а не сразу заменять. Тем более, что аналог не всегда удается найти.
Если в газовом котле потек теплообменник, вы заметите подтеки рядом с бытовой техникой или ошибку на дисплее. При необходимости, достаньте проблемную деталь.
Сначала сделайте так:
- Отключите котел от электросети и газа.
- Перекройте движение теплоносителя в систему отопления и из нее. Закрутите кран подачи водопроводной воды в котел.
- Слейте оставшуюся в устройстве воду.
- Снимите крышку котла.
- Спустите воздух через отводчик.
- Проверьте внутренности прибора. Посмотрите, есть ли где-то влага, и вытрите ее.
Чтобы достать первичный или битермический теплообменник, освободите камеру сгорания от подходящих к ней элементов. Уберите патрубок, который подает газ на горелку. Отсоедините электропровода от камеры сгорания. Если забыть этот нюанс, то потом из-за невнимательности можно повредить их.
Отцепите датчики, трубки контура отопления, отведите патрубки обоих контуров от битермического обменника. Уберите узлы, которые препятствуют изъятию устройства из котла.
Отсоедините и вытяните камеру сгорания. Снимите верхнюю и переднюю крышки. Уберите метизы под теплообменник и вытяните его.

Из-за утечки воды из теплообменника образуется налет и ухудшается состояние элементов котла, из строя могут выйти датчики, после чего топочная не запустится
Чтобы достать вторичный теплообменник, извлеките плату и другие электронные элементы, открутите и уберите все, что помешает вытянуть агрегат из котла. Изолируйте содержимое прибора от попадания воды из обменника и подходящих к нему каналов.
Но неисправность теплообменника – не единственная причина по которой может течь котел. О других возможных причинах течи и способах их устранения мы подробно рассказали в этой статье.
Замена горелки
Замена горелки газового котла потребует больше внимания и осторожности. Приобретать новую горелку следует точно такой же модели, как и установленная на вашем котле
Никогда не устанавливайте горелку, не предназначенную для вашей модели котла
Никогда не устанавливайте горелку, не предназначенную для вашей модели котла.
Начало то же — снимаем кожух котла. Получив доступ к горелке, тщательно осматриваем подключенные к горелке трубки и датчики. Их расположение следует запомнить, чтобы при сборке новой горелки не перепутать, какую куда подключать.










Как снять газовую горелку. 1. Крепление горелки к корпусу камеры сгорания. 2. Провода электродного запальника и датчика пламени. 3. Патрубок подвода газо-воздушной смеси
В связи с большим разнообразием моделей котлов конкретных рекомендаций дать невозможно, однако в любом случае будут присутствовать:
- трубка подвода газа к горелке;
- датчик давления газа на горелку;
- газовый клапан.
Возможно наличие контрольной трубки от датчика тяги или же электрической связи (проводов) от того же датчика тяги или датчика температуры. При использовании горелки той же модели, что и ваша, запомнить и подключить все провода и трубки не представится сложным.
С заменой рожковой горелки, устанавливаемой в дровяную печку, справится и того проще. Откручиваем винты её крепления к пластине и две трубки: подача газа и подача газа на запальник. Вытаскиваем старую горелку, вставляем новую, прикручиваем трубки, закручиваем болты крепления горелки.
Заниматься ремонтом примитивной автоматики такой горелки не стоит, результат может повлечь небезопасную эксплуатацию котла. Наиболее сложной оказывается замена горелки настенного газового котла, напичканного электроникой и большим количеством датчиков. Но не стоит и здесь паниковать, принцип тот же: хорошо запомнить расположение всех подключений к горелке.
Пытаясь повысить свою значимость, специалисты газовики говорят, что такая горелка должна быть «привязана» к котлу методом прошивки электронного блока или подстройкой котла. Горелка лишь железо, которое не может быть каким-либо образом настроено. Настройки может потребовать горение, как таковое, но это уже не имеет отношения к замене самой горелки. Если горелка выполнена под ту модель котла, на которую устанавливают, то и горение будет правильным, правда, при условии, что его не пытались зарегулировать на старой горелке.
Варианты сварки чугуна и их краткие характеристики
В зависимости от требований к прочности и характера повреждений чугунных деталей применяют один из нескольких способов сварки.
Горячая сварка
Горячую сварку применяют в тех случаях, когда необходимо получить высокую обрабатываемость шва и близость его состава и структуры к остальной массе чугуна. Свариваемые части подготавливают, как описано выше, и прогревают до температуры 700°C. При необходимости перед нагревом устраивают форму из материалов, применяемых в литейном деле. Это требуется для сквозных и краевых (отколотых) повреждений. Шлифованные поверхности и резьбы следует защитить глиной.
Горячую сварку применяют для изделий большой массы в тех случаях, когда требуется повышенная прочность. Тепло для ванны получают либо от электрической дуги, либо от газовой горелки. Горячая сварка отличается от других видов самым большим объемом ванны (до 0.5-1 дм. куб.). Это требует устанавливать заготовки только в нижнее положение.
Присадочный материал для горячей сварки – чугунные электроды увеличенного диаметра (от 8 мм и более) или порошковая проволока.
Полугорячая сварка
Полугорячая сварка чугуна производится аналогично описанной выше горячей, но температура предварительного подогрева здесь ниже, около 300-350°C. Это способствует понижению скорости остывания металла после сварки.
Полугорячую сварку делают малоуглеродистыми стальными электродами с легирующими добавками или автогеном, добавляя для присадки чугунный пруток.
Холодная сварка
Наиболее часто для небольших повреждений применяется холодная сварка. Слово “холодная” здесь означает то, что предварительный подогрев свариваемых частей не производится. Это значительно упрощает процесс, хотя и не позволяет получить качества шва, достижимого при горячем способе. Но для мелких дефектов на ненагруженных деталях – корпусах механизмов, крышках и т. д. – данный способ вполне оправдан.
Для деталей, несущих нагрузку, можно применить усиление шпильками из стали, которые завариваются с внешней стороны и затем закрываются верхним швом. При холодной сварке стремятся как можно меньше нагревать металл и применяют стальные электроды небольшой толщины (3-5 мм). Для снижения нагрева применяют постоянный ток, а электрод подключают к плюсу аппарата (обратная полярность). Материал электродов должен содержать как можно меньше углерода. Но и без этого в шве образуется тонкий слой белого чугуна. Избавиться от него не помогает даже продолжительный отжиг.
Хорошие результаты дает применение никеля или монель-металла (никель 70%, медь 20%) в сварочных электродах, но этот способ дорог. Его следует применять в тех случаях, когда требуется последующее точение, шлифование или фрезерование детали. Но необходимо учесть, что механическая прочность “никелированного” чугуна снижается.
Чугунный теплообменник
 Не подвержен коррозии, следовательно, более долговечен, чем стальной. Требует особого внимания к условиям эксплуатации. Самое уязвимое место – граница между горячей и теплой частями рекуператора. Эксплуатационные ошибки повышают риск появления трещин в металле на этом участке. Чтобы такого не допустить, следует регулярно проводить промывку газового теплообменника. Минимизировать риски поможет и установка на обратке вблизи теплообменного узла трехходового крана-смесителя, предварительно смешивающего горячую и уже остывшую воду и подающего в полость жидкость умеренной температуры. Следует помнить, что котлы зарубежных производителей с рекуператорами из чугуна не адаптированы к российским условиям эксплуатации, поэтому очень уязвимы.
Не подвержен коррозии, следовательно, более долговечен, чем стальной. Требует особого внимания к условиям эксплуатации. Самое уязвимое место – граница между горячей и теплой частями рекуператора. Эксплуатационные ошибки повышают риск появления трещин в металле на этом участке. Чтобы такого не допустить, следует регулярно проводить промывку газового теплообменника. Минимизировать риски поможет и установка на обратке вблизи теплообменного узла трехходового крана-смесителя, предварительно смешивающего горячую и уже остывшую воду и подающего в полость жидкость умеренной температуры. Следует помнить, что котлы зарубежных производителей с рекуператорами из чугуна не адаптированы к российским условиям эксплуатации, поэтому очень уязвимы.
Медный теплообменник
 К его достоинствам можно отнести малый удельный вес и небольшую вместительность устройства, компактность, устойчивость к коррозии, низкий расход топлива для нагрева до рабочей температуры. Основные минусы такого теплообменного оборудования – высокая стоимость и недостаточная надежность.
К его достоинствам можно отнести малый удельный вес и небольшую вместительность устройства, компактность, устойчивость к коррозии, низкий расход топлива для нагрева до рабочей температуры. Основные минусы такого теплообменного оборудования – высокая стоимость и недостаточная надежность.
Подготовка чугуна к сварке
Перед сваркой, особенно ответственных деталей, необходимо произвести подготовку металла. Для этого выполняется перечень работ:
- очистка от грязи и масла для всех видов сварки>;
- разделка кромок для всех видов сварки>;
- установка шпилек для холодной сварки (при повышенных требованиях к прочности);
- прогрев деталей для горячей сварки>;
- формовка ванны для горячей сварки.
Особенно тщательно следует удалять масло, применяя растворители или отжиг горелкой.
Подготовительный нагрев деталей при горячей сварке производят постепенно, на 100-150 градусов в час. Так же медленно выполняют и охлаждение, подогревая детали с уменьшением температуры.
Подготовка к пайке
Подготовьте инструменты, которые понадобятся в работе:
- Паяльник (не менее 100 Вт).
- Щетка по металлу либо мелкая наждачная бумага.
- Припой. Рекомендуется брать сплав олова и свинца.
- Флюс. Можно брать канифоль или мелкую крошку таблетки аспирина. Последнюю нужно посыпать на разогретое место так, чтобы она расплылась.

Теперь нужно подготовить колонку. Чтобы определить место протечки, не спешите перекрывать воду. Поступите так:
- Снимите кожух с прибора (может понадобиться открутить болты).
- Включите подачу воды и осмотрите теплообменник на предмет протечки.
- Если нужно сварить медную трубку на изгибе в доступном месте, вам не придется снимать колонку.
- Если же свищ находится в труднодоступном месте, нужно демонтировать корпус и разобрать.
- Перекройте подачу газа.
- Слейте воду. Для этого откройте горячий поток и снимите гайку с холодной трубы.
- В последних моделях снизу есть заглушка. Подставьте емкость и откройте заглушку. Вода сольется самостоятельно.
Теперь с помощью наждачки или щетки зачистите поврежденное место. Часто в таких местах видно пятно зеленого цвета. Не прикладывайте слишком много усилий, чтобы не повредить трубку еще больше. В конце протрите зачищенную часть обезжиривающим средством.
Важные правила эксплуатации
В плане эксплуатации более безопасными считаются газовые котлы с закрытой камерой сгорания. Их топка не сообщается с воздухом помещения. Однако мощность таких котлов значительно уступает мощности котлов с открытой камерой сгорания. Поэтому в частных домовладениях часто устанавливается второй тип котлов.
Выбор будущего теплоносителя зависит от целей и условий эксплуатации системы. Если предполагается частое выключение котла, то есть смысл задуматься об использовании антифриза
Эксплуатация таких котлов требует соблюдения техники безопасности. Так, для обустройства мощного напольного котла принято использовать отдельное помещение с определенными размерами. Котел монтируется на некотором расстоянии от стен. Близлежащие стены должны быть защищены огнеупорным материалом во избежание воспламенения.
В котельной необходимо провести систему вентиляции. Также должен быть источник естественного освещения. Ширина входной двери должна быть не менее 80 сантиметров. Дымоход прокладывается в соответствии с инструкцией к котлу и из теплостойкого материала. Дымоход должен возвышаться над коньком крыши не менее, чем на полметра.
Одной из мер безопасности является установление датчиков угарного газа. Сигнализатор загазованности своевременно определит утечку летучего токсина и предупредит об этом пользователей. Также его можно настроить таким образом, чтобы автоматически включалась вентиляция и выключалась подача газа. Современная автоматика позволяет внедрять разнообразные умные системы.
Если датчик температуры, давления или загазованности вышел из строя, то нужно незамедлительно выключить котел и вызвать мастера из сервисной службы. Использование котла без этих устройств чревато серьезными негативными последствиями.
Требования СНиП гласят, что подключать газовый котел к магистрали нужно посредством медной трубы или же сильфонного шланга. При этом обязательно должен быть установлен кран
При обнаружении признаков утечки газа нужно сразу же перекрыть газовый кран и открыть окна для проветривания помещения. Нельзя включать свет и пытаться осветить помещение, зажигая спички или зажигалку.
Газовый котел необходимо обслуживать с периодичностью, оговоренной производителем. Данные о необходимых процедурах указываются в инструкции к устройству. Например, нужно чистить дымоход, удалять накипь из теплообменника или очищать гарь с горелки. Тогда котел прослужит долгий срок, а риск возникновения серьезных неисправностей значительно снизится.
При использовании газового устройства не стоит включать его на максимальную мощность в течение длительного времени. Это может привести к выделению пара, что является недопустимым.
Иногда котел начинает издавать необычные шумы и вибрации. Это может быть связано с работой вентилятора. Предупреждаем, что все действия, для проведения которых предстоит разбирать кожух котла, автоматически лишают владельца права на гарантийный ремонт или замену.
Однако собственнику агрегата нужно контролировать работу механизмов и систем, обеспечивающих защиту котла от возгорания. Надо поддерживать температуру в контурах на отметке 50 градусов, что значительно снижает вероятность образования минерального осадка на внутренних поверхностях труб и приборов.
Ремонт теплообменников газовых котлов: этапы работ
Надежный и качественный ремонт теплообменников газовых котлов осуществить самостоятельно довольно нелегко, но все же возможно. О том, как правильно это сделать поговорим ниже.
Причины поломок
Современные модели навесных котлов могут выйти из строя, если в теплообменнике:
- возникнет трещина в результате теплового перенапряжения, резкого перепада температуры или давления;
- были использованы не качественные материалы;
- используемый теплоноситель недостаточно очищается.
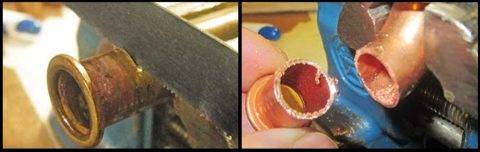
Трубы до и после чистки
Ремонт
При появлении трещин место прорыва необходимо паять. Теплообменники могут быть чугунными, стальными или медными, чаще всего в газовых котлах можно встретить именно медные конструкции с добавлением никеля, цинка, марганца, кремния и алюминия. Соответственно, если вы решили проводить спайку самостоятельно необходимо подобрать и припой из такого же сплава.
Теплообменник газового котла
Медь плавится при температуре 1083 0 С, латунь – при 900 0 С. Старые газовые котлы можно паять латунью, но вот современные системы имеют уже другой состав меди, поэтому в поиске припоя нужно проявить немалое усердие. Он должен:






- иметь такую же текучесть при пайке, что и теплообменник;
- быть достаточно вязким;
- иметь температуру плавления не ниже 700 0 С;
- иметь состав как можно более приближенный к составу, из которого выполнен теплообменник.
В целом, выбрать самый подходящий припой – наиболее ответственная часть предстоящих работ.
Если вы раньше уже сталкивались с подобными работами, можете попробовать устранить течь самостоятельно, но если не знакомы с пайкой, лучше обратитесь к профессионалам.
Пайку производят при помощи газовой горелки, для ускорения и облегчения всего процесса можно использовать сразу несколько установок. Припой выбирают в виде прутка или проволоки – это удобно тем, что при необходимости добавления флюса во время работ, горячий конец припоя погружается во флюс, который мгновенно на него налипает.
Самыми лучшими считаются серебряные припои с цинком и медью. Они применяются для пайки чугунных, стальных и большинства тугоплавких цветных металлов, плавление которых происходит при температуре выше, чем плавится припой.
Меднофосфорные припои, которые к тому же требуют применения флюса, так как фосфор уже сам по себе ним является для теплообменников не совсем подходят. Их можно использовать только при отсутствии ударной или вибрационной нагрузки.
Место будущей пайки предварительно необходимо зачистить и разогреть до необходимой температуры. Прогреть на воздухе теплообменник будет сложно, поэтому требуется заранее создать необходимую среду. Нужно контролировать верхний и нижний порог температурный порог и локальный объем охлаждения.
А чтобы место пайки было надежно «зашито», по окончанию работ и полному остыванию желательно покрыть проблемный участок термостойкой краской. Также первые неделю-две нужно регулярно проверять пропаянную часть на предмет протекания. При возникновении повторной утечки теплоносителя желательно пригласить для проведения работ специалиста, так очевидно самостоятельная пайка была некачественной.
Особенности сварки чугуна
Чугун – это железный сплав с большим содержанием углерода. Углерод придает стальным сплавам твердость, при содержании его свыше 2,14% получаемый сплав уже является чугуном. Поскольку углерод не является металлом, он не может образовать с железом кристаллических решеток и присутствует в виде вкраплений графита различных форм или входит с железом в химическую связь. Из-за графита чугун имеет пористую структуру, насыщается газами и впитывает масло.
Помогает также введение никеля в материал шва. Он смешивается с железом в любых соотношениях. При этом не образуется карбидов и повышения твердости, что позволяет избежать трещин. Можно использовать для этих целей медь, но она не обеспечивает такой однородности шва, как никель.
Сравнительно невысокая температура плавления чугуна (от 1200 до 1250 градусов) приводит к его высокой текучести и ограничивает положения сварки – особенно сложно варить потолочные швы. Кроме того, повышено газообразование, которое продолжается даже при остывании шва.
Так называемый “горелый” чугун (бывший длительное время под действием высоких температур) сваривать невозможно из-за появления окислов кремния и углерода. Вообще чугунные детали предпочтительно менять и при использовании не допускать их разрушения.
Основные трудности при сварке чугуна:
- образование трещин при остывании шва>;
- сильное повышение твердости в области шва>;
- выделение газов создает пористость шва>;
- текучесть ванны усложняет технологию.
Выводы и полезное видео по теме
Альтернативный способ, как можно продлить работу первичного теплообменника котла:
Пайка калача теплового обменника двумя газовыми горелками:
Есть три простых способа для заделки дыры в теплообменнике: пламенем, жалом и клеящим материалом. Чаще всего речь идет об узком отверстии на первичном или битермическом обменнике, так что перечисленных методов вполне достаточно.
Сложную поломку оставьте мастерам. Но, в случае чего, вы найдете чем запаять теплообменник, достанете его из газового котла и сами выберите припой
При возможности действуйте самостоятельно и помните о важности подготовительных работ
Пишите комментарии, задавайте вопросы по теме статьи. Если у вас есть котел, расскажите, случалось ли что-то с его теплообменником. Напишите о своем опыте в пайке и ремонте обменников или других деталей котлов. Форма для обратной связи расположена под статьей.