Виды соединения
Чтобы набор полиэтиленовых изделий превратить в систему, нужно познакомиться с видами соединения и выбрать самый оптимальный из них – подходящий для вашей ситуации.
Итак, способы крепления труб подразделяют на такие:
- Механическое соединение. Самый простой, но не универсальный (подходящий для крепления внутренних фрагментов водопровода) способ сборки. Для работ потребуются фитинги и соответствующие инструменты. Такое соединение в любой момент можно разобрать и снова собрать, что очень удобно для произведения ремонта или проведения осмотра конструкций.
- Сварка. Данный вид крепления более трудоемкий, но и более надежный. При помощи этой методики можно монтировать коммуникации, как методом траншейной укладки, так и бестраншейным способом. Современная технология сварки полиэтиленовых труб позволяет сохранять гибкость и прочность изделий. На практике применяют два вида соединения:
- электромуфтовую сварку;
- стыковую сварку.

Следите, чтобы резка элементов происходила строго под прямым углом
Подготовка
Для сварки неповоротных стыков труб, относящейся к одному из наиболее сложных видов работ, характерен целый ряд не очень удобных положений держателя (нижнее его расположение, вертикальное или «потолочное»).
Кроме того, особенностью стыковых технологий является особо тщательный подход к подготовительным операциям, занимающим порой до трети рабочего времени. За это время предполагается выполнить следующие обязательные процедуры:
- соединяемые заготовки необходимо очистить от остатков краски, ржавых наслоений и других мешающих работе загрязнений;
- затем на свариваемых участках следует нанести разметку, основная цель которой – обеспечить правильность стыкового среза (он должен быть перпендикулярен трубной оси);
- подготавливается необходимый для резки инструмент, в качестве которого может использоваться обычная болгарка;
- после этого принимаются меры к совмещению горизонтальных стыков труб, размещаемых согласно сварочному эскизу (совмещение трубных заготовок должно сопровождаться обязательным контролем их соосности);
- непосредственно перед сваркой на место стыка накладывается несколько прихваток, обеспечивающих первоначальную фиксацию свариваемых частей.
При разметке следует оставлять припуск на уменьшение длины заготовок в процессе стыковой сварки (до 1 мм). Прихватки выполняются в виде небольших сварных швов размерами не более 20-120 мм (этот параметр выбирается в зависимости от размеров труб).
Что касается поворотных стыков труб, то обрабатывать их заметно проще, поскольку в этом случае количество ответвлений уменьшается, а доступ к свариваемым участкам облегчается.
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. Главная проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:
- Труборез – приспособление для резки.
- Неплохо воспользоваться электроторцевателем для точного выравнивания торцов труб.
- Для больших диаметров неплохо бы использовать фаскосниматель.
- Аппарат для муфтовой сварки. Конструкционно он напоминает паяльный аппарат для полипропилена.
- Соответствующие насадки.
- Для торцевого соединения применяют специальный центровочный станок и нагревательный элемент.

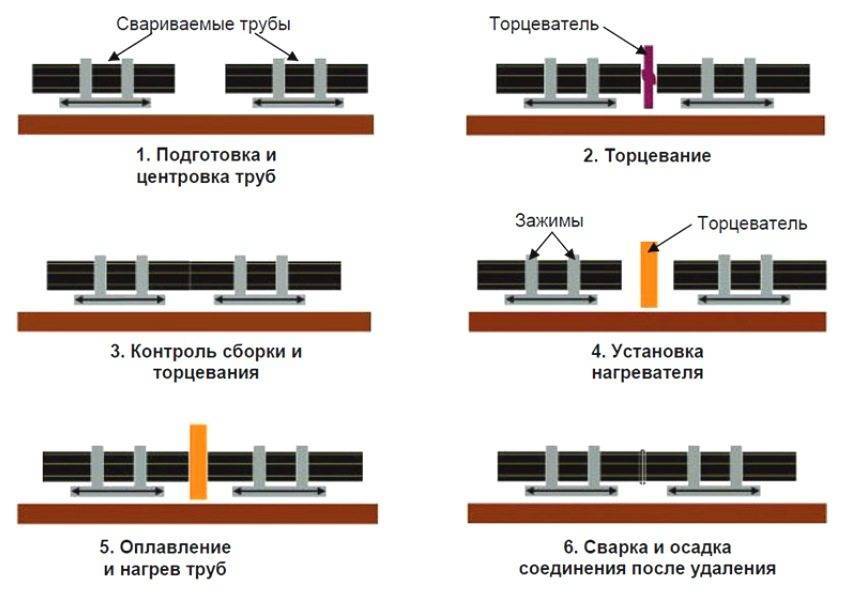
Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
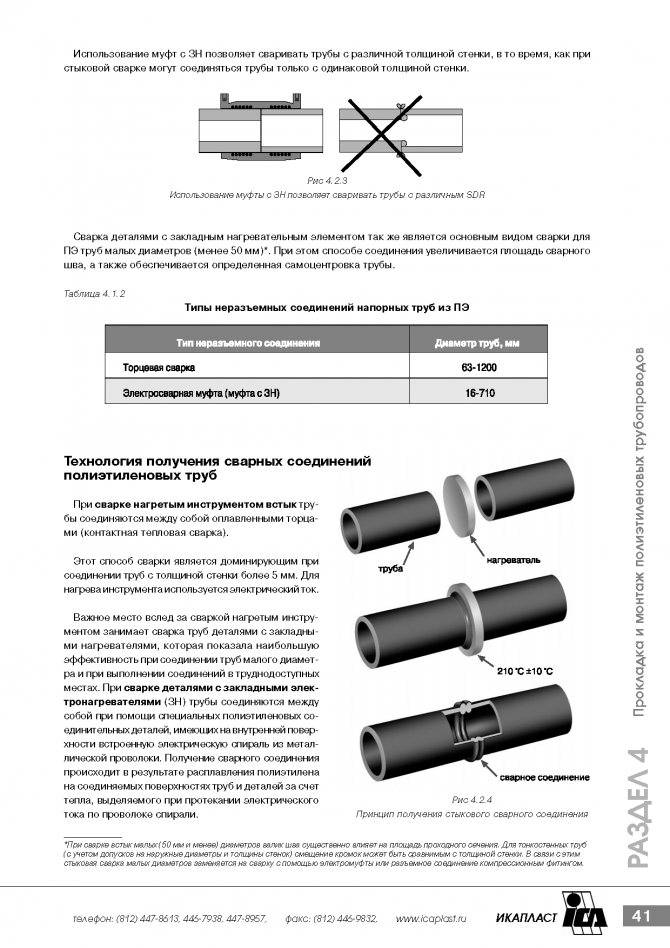
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали. Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала. Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.
Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.
Контроль качества швов
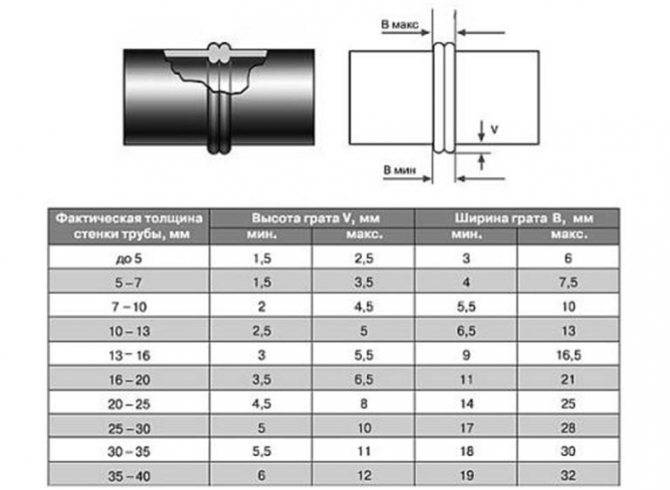
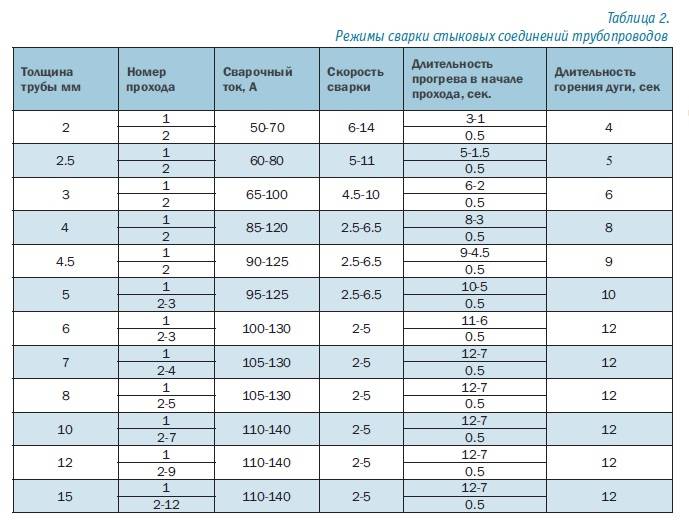
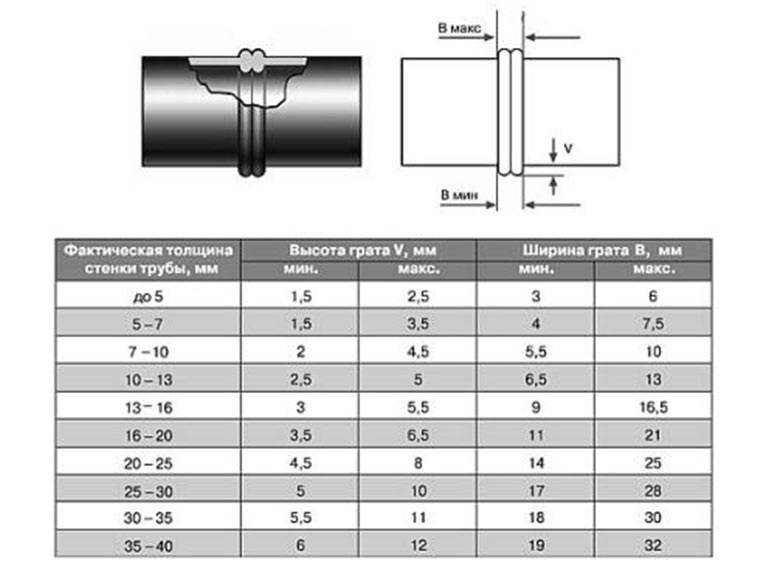
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.
Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:
Способы состыковки ПЭ труб
Трубопроводы из полиэтилена монтируются двумя способами: при помощи фитингов и фланцев или нескольких видов сварки.
Соединение требует специальных фитингов (муфт и раструбов) и без них. Для труб с толщиной стенки меньше 4,5 (диаметры 50-110 мм) применяют сварку с помощью фитингов, для более крупных труб с более толстой стенкой допустима сварка встык и экструдерная.
Диффузионный
Диффузионный способ заключается в разогреве торцов до вязкотекучего состояния. Подготовленные торцы заготовок стыкуются и слегка сжимаются. Подвижные молекулы полимера под воздействием давления продвигаются в соединяемые части, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и обеспечивают надежное сцепление патрубков между собой.

Выделять какой-то способ сварки как диффузионный неправильно. По сути, любая сварка полиэтилена содержит в основе процесс диффузии разогретых молекул.
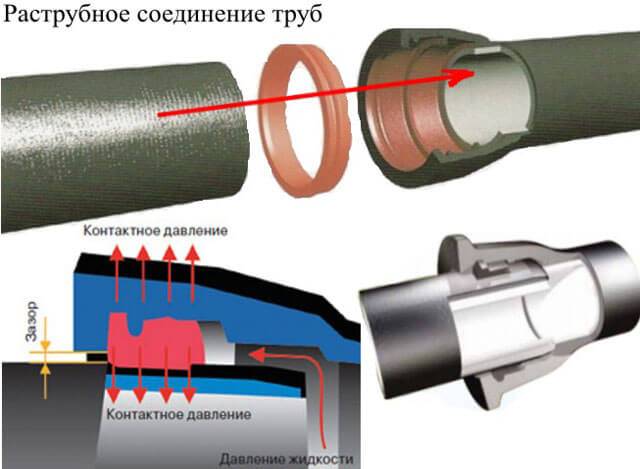
Раструбный метод
Не самый типичный способ. Имеется два варианта выполнения: с помощью раструбных труб и муфт. Сам метод напоминает сварку трубопроводов из полипропилена: раструб или муфты и заготовки разогревается с помощью паяльника со специальной насадкой. Затем заготовка вставляется в раструб другой трубы или муфту, фиксируется, прижимается и выдерживается. Время сварки – 20 секунд. Если используются муфты, то вторая труба впаивается в муфту аналогично. Стоимость муфт невелика, изделия с раструбом в магазинах встречаются нечасто. Соединение получается надежным и прочным, можно сварить небольшие диаметры.

Сварка встык
Этот метод применим на трубах с толщиной стенки больше 4,5–5 мм и диаметром более 50 мм.
Перед проведением работ отрезают полиэтиленовую трубу строго перпендикулярно и тщательно зачищают торцы. Затем закрепляют трубу в аппарате для сварки и тщательно центруют. Между торцами труб для нагрева вводят нагреватель, трубы прижимают к нему и прогревают до размягчения торцов. Затем быстро убирают нагреватель, торцы сжимают таким образом, чтобы образовался небольшой кольцевой наплыв в месте стыка – грат. Охлаждают стык, затем убирают станок. Работа имеет свои тонкости, для нее необходимы два человека.
Сварка экструдером
Экструзионная – сварка при помощи небольшого аппарата, из которого под давлением выдавливается расплавленный полиэтилен. Сырье в виде стержней или гранул загружается в экструдер. Экструзия применяется на напорных коммуникациях с толщиной стенки более 6 мм, но им можно залатать и безнапорные канализационные трубопроводы с более тонкой стенкой. Место соединения разогревается потоком горячего воздуха. Желательно на торцах снимать фаску.
Качество шва получается очень высоким. Достоинство метода в том, что можно заварить уже проложенную полиэтиленовую трубу, не демонтируя трубопровод.
Сварка электромуфтовая
Это самый надежный, удобный и универсальный метод соединения. Его можно применять даже в труднодоступных местах. Но, к сожалению, он и самый дорогой – электросварные фитинги недешевы, сварочный аппарат также стоит немало. Сварка с помощью терморезисторных муфт применяется от небольших до самых больших диаметров полиэтиленовых трубопроводов.
При терморезисторной сварке полиэтиленовые заготовки обрезаются строго перпендикулярно, тщательно зачищаются от заусенцев и пыли, вставляются в муфту, центруются с помощью специальных приспособлений. В муфте имеется нагревательный элемент. Он подключается к специальному сварочному аппарату, подается ток, элемент разогревает муфту и торцы труб, и они свариваются.

При этом виде сварки крайне важно сохранить неподвижность соединения до полного остывания
Какой способ лучше
До выбора лучшего способа соединения необходимо определить, какой из них применим в конкретном случае в зависимости от диаметра трубопровода.
Самый надежный и универсальный способ – сварка при помощи терморезисторных муфт. Но муфты, особенно больших диаметров, дороги, дорог и сварочный аппарат (но его можно взять напрокат). Поэтому такая сварка при обустройстве частного дома не слишком распространена.
Чаще сваривают встык или при помощи муфт под пайку. Сварка встык применяется на полиэтиленовых трубах с большой толщиной стенки, в частных домах такие обычно не используют. Эструзионная сварка пока не слишком распространена, в основном из-за малой известности метода.

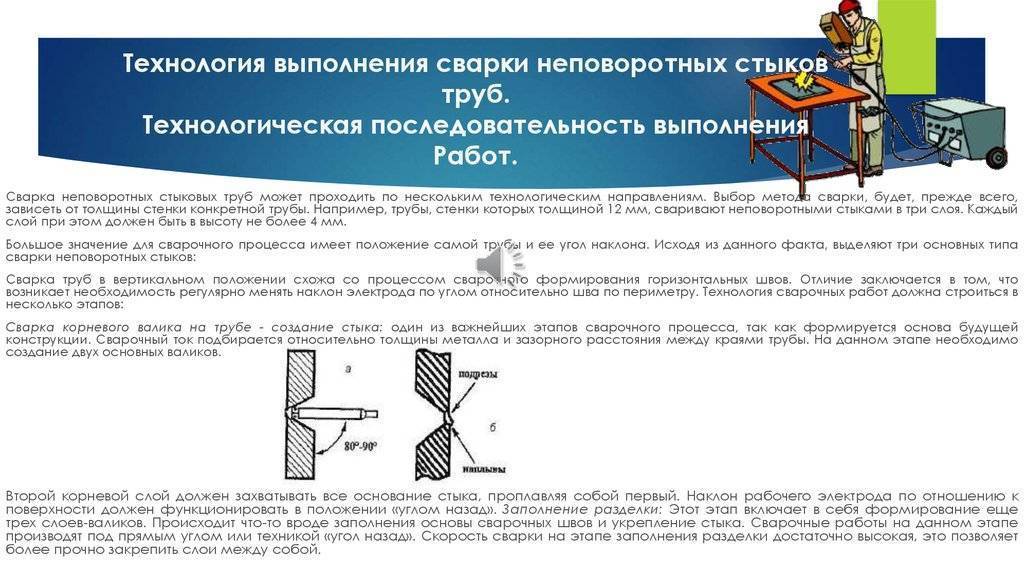
Неповоротные стыки
При сварке неповоротных стыков принято пользоваться так называемой «трехслойной» технологией, согласно которой сначала делается коренной шов, после чего переходят к заполнению его кромок и обустройству лицевой части стыкового соединения. При формировании таких образований смежные валики швов должны располагаться с перекрытием порядка15-20 мм.


В процессе стыковой сварки арматуры могут применяться различные методики, выбор которых определяется пространственным положением стыкуемых заготовок (это касается всех видов труб, включая пластиковые ПНД).
При их горизонтальном расположении главная проблема – это необходимость работать в трёх различных плоскостях, из которых верхнее (или потолочное) является самым неудобным.
Для образования качественного стыкового соединения в этом случае требуется постоянное варьирование основными параметрами сварки (её скоростью, углом наклона электрода и силой тока).
При подготовке таких соединений сварочная процедура не должна прерываться в произвольной точке сочленения (шов должен накладываться за один заход).
Жёсткие требования к производству таких работ обусловлены особым пространственным расположением стыков, так что к этим операциям могут привлекаться лишь опытные сварщики.
Вертикальное размещение заготовок с точки зрения технологии стыковой сварки отличается от горизонтального лишь тем, что в этом положении основное внимание уделяется углу наклона электрода. Этот параметр при перемещении вдоль окружности трубных заготовок должен непрерывно корректироваться
Для реализации стыковой сварки заготовок может использоваться специальное оборудование
При его выборе важно определиться со спецификой работы того или иного механизма с каждым конкретным видом трубных соединений
Рекомендации специалистов
Спаивание труб обязано производиться в помещении с плюсовой температурой: чем холодней воздух, тем дольше необходимо прогревать детали
Для прочного и герметичного соединения необходимо обратить внимание на такие рекомендации:
- Оборудование для бытового применения используется для работы с трубами сечением до 35 мм, в других случаях нужно использовать профессиональный паяльный аппарат.
- Мощность инструмента для домашних условий обязана составлять 1500 Вт.
- Не нужно сильно прижимать детали друг с другом. Поскольку расплавленный материал вдавится внутрь и уменьшит проходное отверстие фитинга, это, в свою очередь, снизит рабочие характеристики системы.
Решая в первый раз выполнить работы своими руками, лучше всего приобрести материал с определенным запасом. Зная лишь теоретически, как правильно можно спаять трубы, прежде чем приступать к монтажу, нужно потренироваться. Если опыт вышел не совсем удачным, то лучше доверить установку трубопровода в доме специалистам.
Источник
Сварка по технологии «в раструб»
Раструб – это довольно известное название функциональной части трубы, которое предполагает ее расширение на конце. Сварка через раструб предполагает помимо разогрева краевых частей изделий ввод меньшего из них в большее. Раструб на одну из труб можно приварить, либо он там будет сделан еще на этапе производства. В качестве привариваемого раструба обычно используют гладкостенную муфту, а уже в ней свариваются две трубы.
В этом случае сварочные работы обойдутся значительно дороже, чем в предыдущем. Причиной такого роста цены является большее количество создаваемых швов и закупка муфты.
Выполняются работы следующим образом:
- Трубы обрезаются под прямым углом, а затем выравниваются до идеального состояния с использованием ножа для фасок и калибровочного инструмента.
- Затем поверхности очищаются от любых типов загрязнений, а к сварочному аппарату приделывается насадка нужного диаметра.
- Паяльник запускается и прогревается до нужной температуры. Затем муфту надевают на одну насадку соответствующего размера, а трубу вставляют в чашу насадки, естественно, меньшего размера. Как только материал размягчен до оптимальных кондиций, можно состыковать два элемента.
- Затем останется лишь ввести трубу в муфту и зафиксировать их в таком положении на 20-30 секунд.
Все следующие швы делаются по аналогии.
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
- Трубы, фитинги следует приобретать от одного производителя. Лучше если это будут заводские материалы уже известных производителей. Расхождение в производителе чревато несовпадением диаметров труб, неоднородностью органического полимера. Несмотря на то, что полиэтилен получают одинаковыми способами, разнородность материала может быть даже у разных партий одного производителя.
- Трубы и фитинги от разных брендов могут иметь расхождение во времени нагрева. Перегрев одного из элементов оплавит деталь и сделает соединение бракованным.
- Чистота при проведении работ очень важна. Попадание в место сварочного стыка пыли, взвешенных частиц, песка или следов масляных элементов сделает соединение неспособным выносить нагрузки.
- Обязательно соблюдение полной неподвижности свариваемых деталей до их полного остывания.
Источник
Сварка по технологии «в раструб»
Раструб – это довольно известное название функциональной части трубы, которое предполагает ее расширение на конце. Сварка через раструб предполагает помимо разогрева краевых частей изделий ввод меньшего из них в большее. Раструб на одну из труб можно приварить, либо он там будет сделан еще на этапе производства. В качестве привариваемого раструба обычно используют гладкостенную муфту, а уже в ней свариваются две трубы.
В этом случае сварочные работы обойдутся значительно дороже, чем в предыдущем. Причиной такого роста цены является большее количество создаваемых швов и закупка муфты.
Выполняются работы следующим образом:
- Трубы обрезаются под прямым углом, а затем выравниваются до идеального состояния с использованием ножа для фасок и калибровочного инструмента.
- Затем поверхности очищаются от любых типов загрязнений, а к сварочному аппарату приделывается насадка нужного диаметра.
- Паяльник запускается и прогревается до нужной температуры. Затем муфту надевают на одну насадку соответствующего размера, а трубу вставляют в чашу насадки, естественно, меньшего размера. Как только материал размягчен до оптимальных кондиций, можно состыковать два элемента.
- Затем останется лишь ввести трубу в муфту и зафиксировать их в таком положении на 20-30 секунд.
Все следующие швы делаются по аналогии.
Требования к качеству сварных соединений
Внешний вид и параметры правильно выполненного сварного соединения должны отвечать определенным требованиям, в числе которых следующие.
Размеры валиков грата должны соответствовать значениям, приведенным на рисунке ниже.
Параметры грата
- Грат должен быть равномерно и симметрично распределен по окружности стыка.
- Взаимное смещение стенок свариваемых труб в радиальном направлении не должно превышать 10% от их толщины.
- Впадина (А) между валиками грата (линия сплавления) не должна располагаться ниже наружной поверхности труб.
- Цвет грата должен быть идентичен цвету труб. Наличие трещин, пор и инородных включений не допускается.
На рисунке ниже изображен сварной шов, выполненный с соблюдением всех технологических параметров. Его отличают гладкие, симметричные валики с округлыми формами и размерами, не выходящими за рамки установленных значений.
Правильная форма грата
А вот так выглядят швы, выполненные с нарушениями технологии.
Слишком маленький грат
Слишком малые размеры валиков грата говорят о заниженном давлении при осадке труб или недостаточном времени прогрева.
Чрезмерно большие размеры валиков свидетельствуют о завышенном времени прогрева или слишком высокой температуре нагревателя.
Слишком большой грат
Смещение торцов труб друг относительно друга происходит при плохой центровке или отсутствии фиксации труб в центраторе.
Смещение торцов труб
Некачественное торцевание (наличие зазора между сомкнутыми торцами труб) приводит к неравномерности распределения грата по периметру труб.
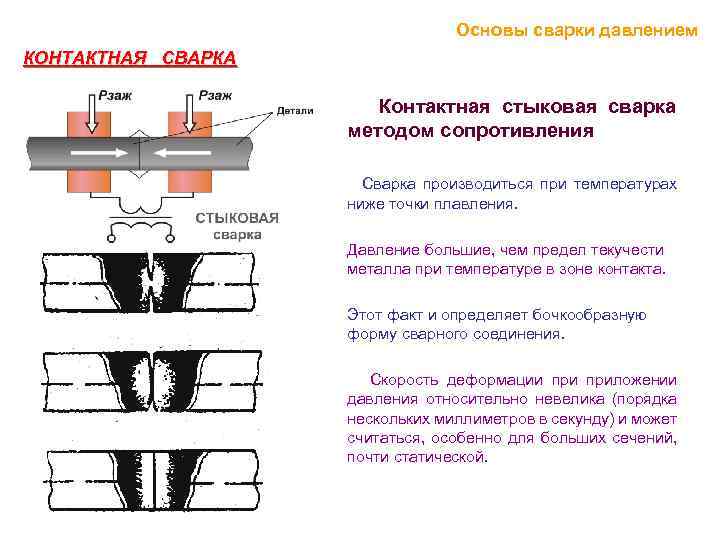
Стыковая сварка
Стыковая сварка ПНД труб, трубопроводов под воду, канализации, футляров, кабелей и т.д (кроме газовых трубопроводов).
| Ø, мм | SDR | Цена монтажа за стык | Минимальный заказ* | Стыков в день | Необхо- димая эл. мощность и Стоимость аренды электро- генератора | ||||
| Без снятия Грата | Со снятием Грата для ЦТД (контрольный стык) | Москва и до А-107 (МБК). | От А-107(МБК) до А-108(ББК) | Далее А-108(ББК) | |||||
| 90 | 26-11 (PN6-16) | 800 р. | 960 р. | 20000 р. | 15000 р. | 18000 р. | по догово- ренности | до 25 | 7 кВт 220V 4000 р./смена |
| 110 | 26-11 (PN6-16) | 800 р. | 960 р. | ||||||
| 125 | 26-11 (PN6-16) | 800 р. | 960 р. | ||||||
| 140 | 26-11 (PN6-16) | 800 р. | 960 р. | ||||||
| 160 | 26-11 (PN6-16) | 900 р. | 1100 р. | ||||||
| 180 | 26-11 (PN6-16) | 1000 р. | 1200 р. | 10-15 | |||||
| 200 | 26-11 (PN6-16) | 1100 р. | 1300 р. | ||||||
| 225 | 26-11 (PN6-16) | 1300 р. | 1500 р. | ||||||
| 250 | 26-11 (PN6-16) | 1600 р. | 1900 р. | ||||||
| 280 | 26-11 (PN6-16) | 2100 р. | 2500 р. | ||||||
| 315 | 26-11 (PN6-16) | 2500 р. | 2760 р. | ||||||
| 355 | 26-11 (PN6-16) | 2900 р. | 3500 р. | 23000 р. | 18000 р. | 23000 р. | по догово- ренности | 5-10 | 12 кВт 380V 5000 р./смена |
| 400 | 26-11 (PN6-16) | 3300 р. | 3900 р. | ||||||
| 450 | 26-11 (PN6-16) | 3900 р. | 4600 р. | ||||||
| 500 | 26-11 (PN6-16) | 5000 р. | 6000 р. | ||||||
| 560 | 26-11 (PN6-16) | 5400 р. | 6400 р. | ||||||
| 630 | 26-11 (PN6-16) | 6000 р. | 7200 р. | ||||||
| 710 | 26-11 (PN6-16) | 8000 р. | 9000 р. | 30000 р. | 27000 р. | 35000 р. | по догово- ренности | 4-8 | 44 кВт 400V 10000 р./смена |
| 800 | 26-11 (PN6-16) | 9000 р. | 10000 р. | ||||||
| 900 | 26-11 (PN6-16) | 10000 р. | 12000 р. | 42000 р. | 36000 р. | 45000 р. | по догово- ренности | 4-6 | |
| 1000 | 26-11 (PN6-16) | 12000 р. | 14000 р. | ||||||
| 1200 | 26-11 (PN6-16) | 15000 р. | 18000 р. | 60000 р. | 60000 р. | 65000 р. | по догово- ренности | 2-4 | |
| 1400 | 26-11 (PN6-16) | 20000 р. | 24000 р. |
2 Общая идея
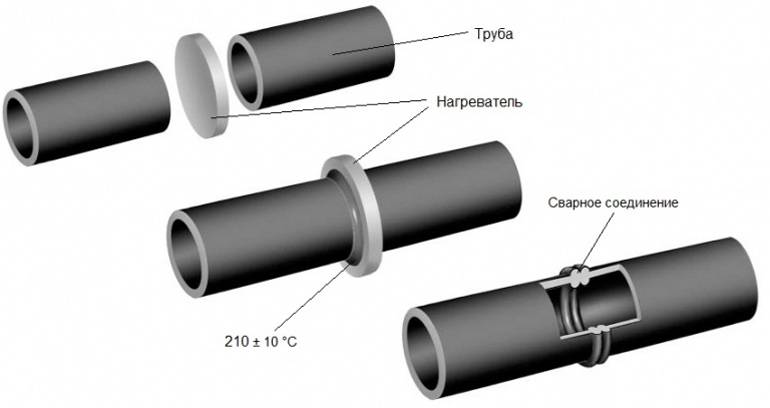
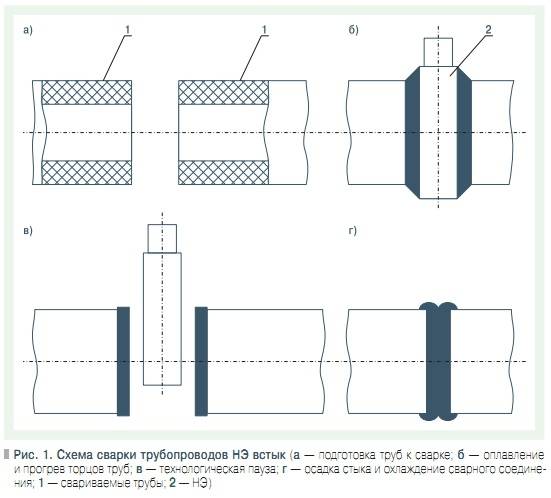
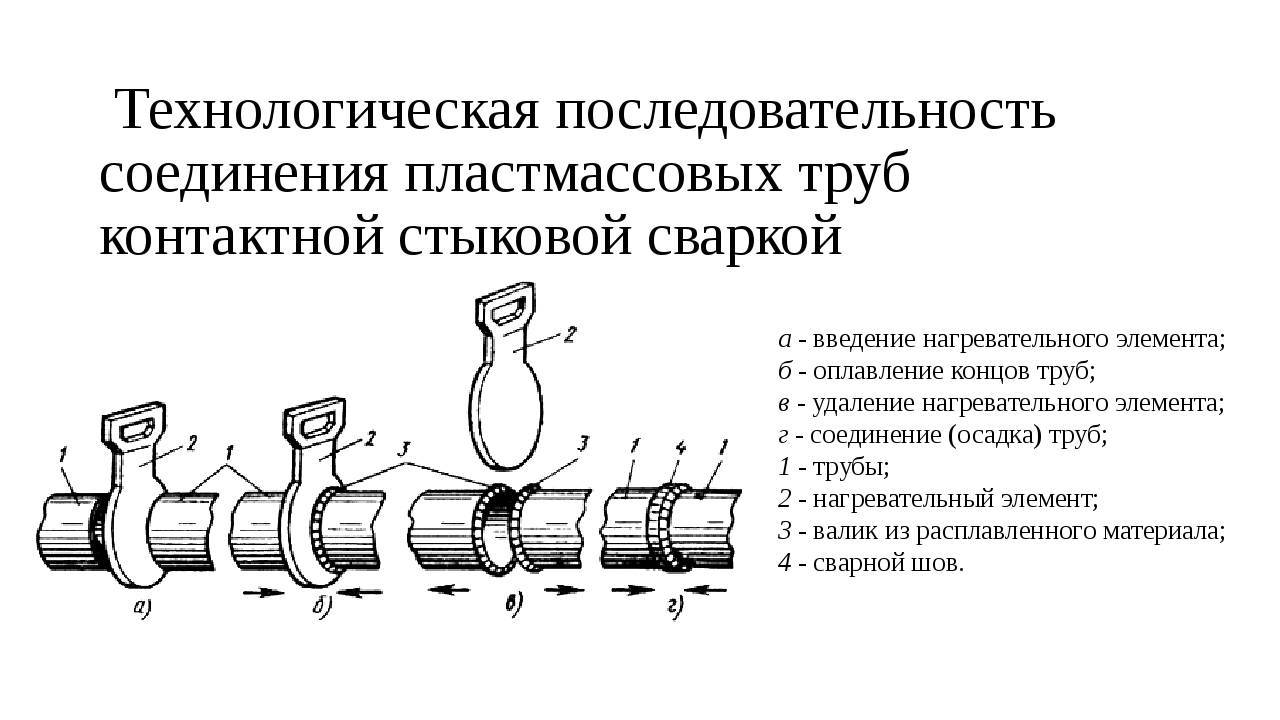
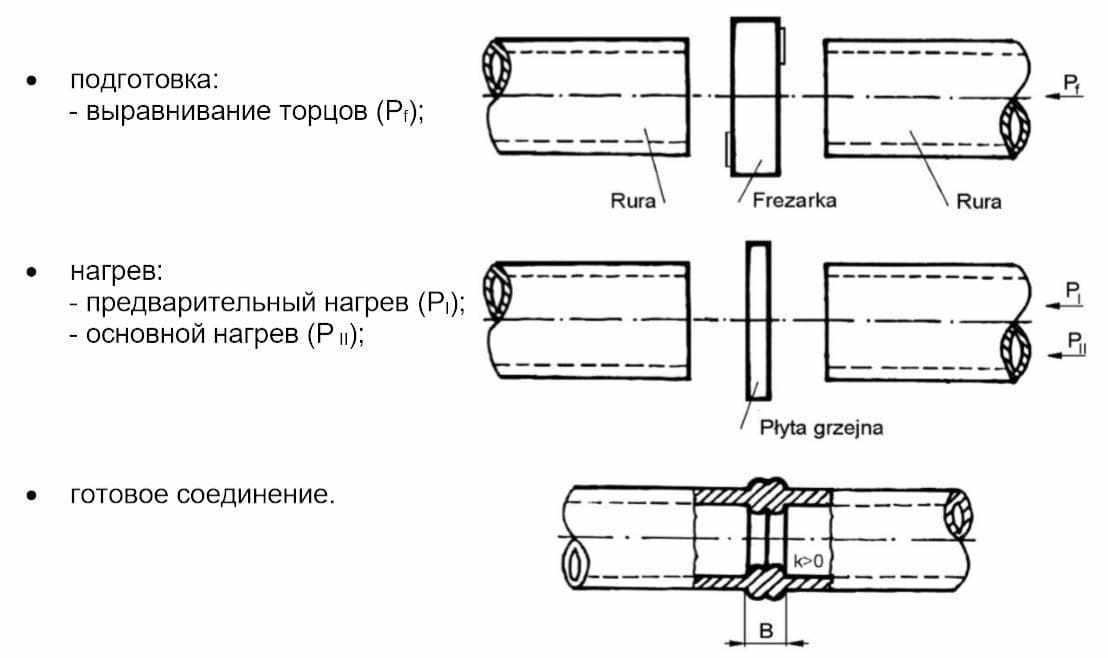
Сварка пластмассовых труб нагретым инструментом встык заключается, в принципе, в нагреве торцов до расплавления материала и в последующем сжатии торцов для образования стыкового соединения и остывания шва (рис.1).
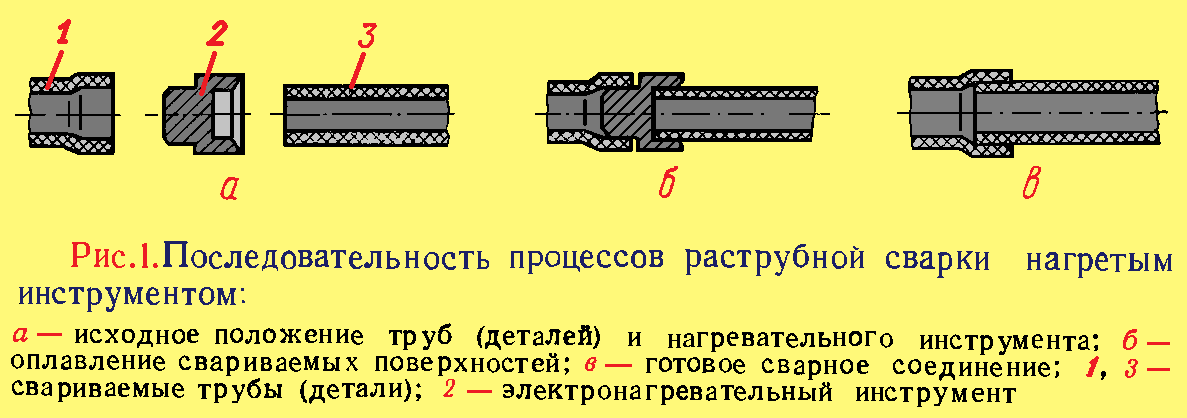
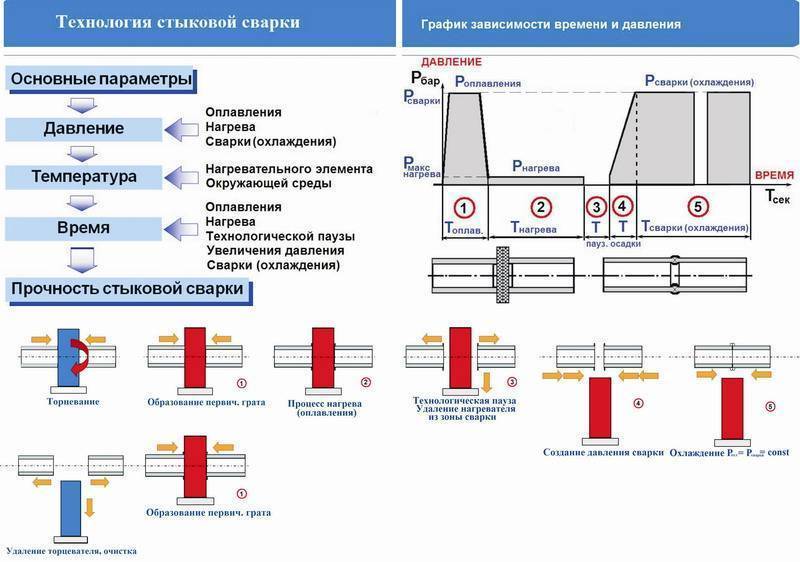


Нагрев свариваемых поверхностей производится плоским металлическим нагретым инструментом с тефлоновым покрытием, который после нагрева удаляется из зоны сварки.
 |
|---|
| Рис. 1 Сварка труб встык |
Однако сварка качественного стыкового соединения требует от оператора аккуратного выполнения целого ряда условий. В итоге процесс сварки встык нагретым инструментом состоит из 5 основных фаз с точно нормированными режимами.
Правила проведения работ
Прежде, чем приступить к сварке, необходимо убедиться в выполнении подготовительных работ:
необходимо очистить зону шва от механических загрязнений и обезжирить ее; важно соблюдать климатические условия, оговоренные заводом-изготовителем: температуру и влажность; соединяемы детали следует закрепить так, чтобы они не смещались друг относительно друга
Встык
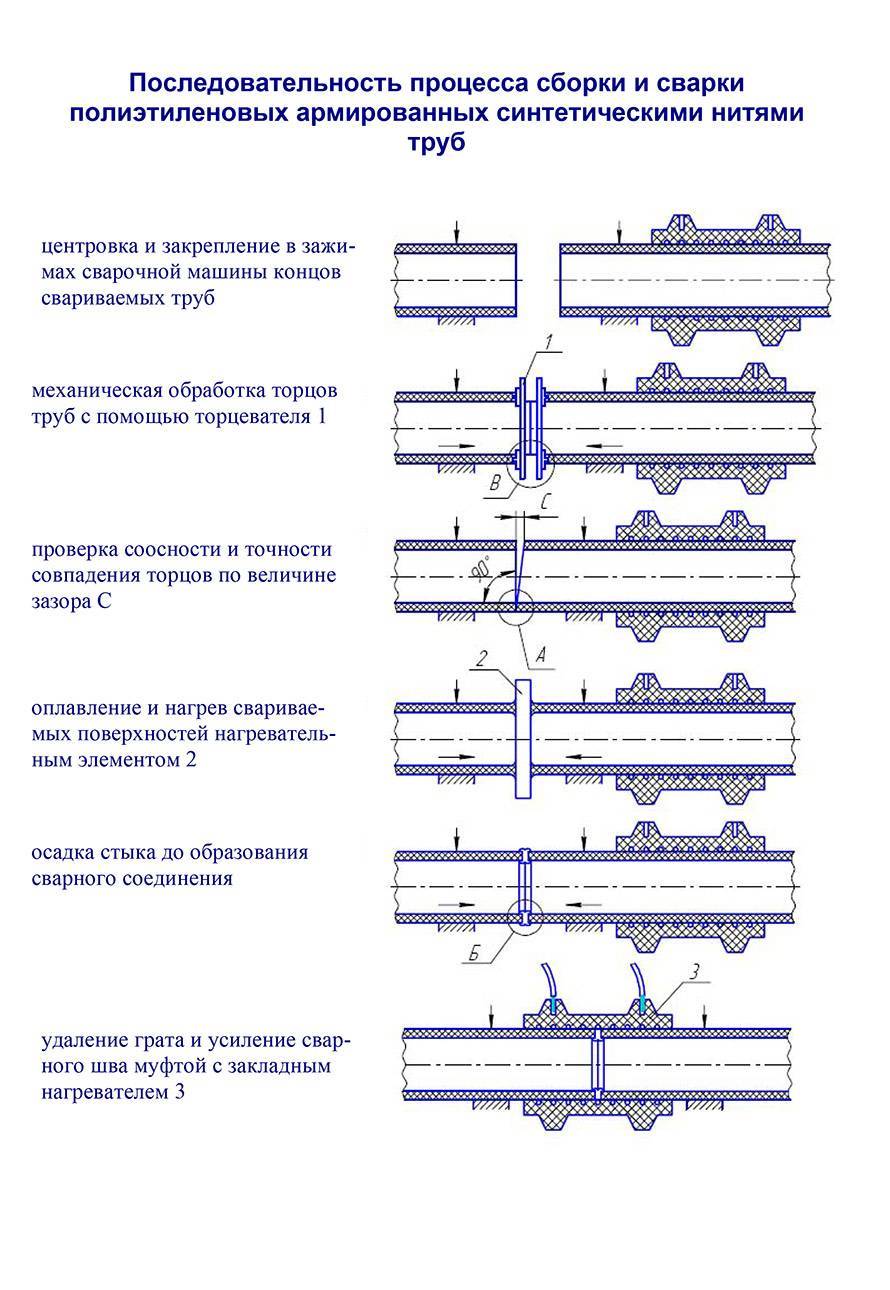
Рекомендуется такая последовательность действий:
- закрепить и отцентровать торцы в оправке, оснащенной гидроцилиндрами;
- торцы выравниваются, на них выполняется фаска;
- между торцами вкладывают пластину нагревателя, прижимают к ней торцы с помощью гидроцилиндров и нагревают пластик до оплавления;
- пластину извлекают и гидравликой сдавливают торцы вместе до образования симметричного стыкового буртика.
После остывания оправку снимают и переносят к следующему стыку.
Метод используется для трубопроводов с толщиной стенок от 5 до 50 мм.
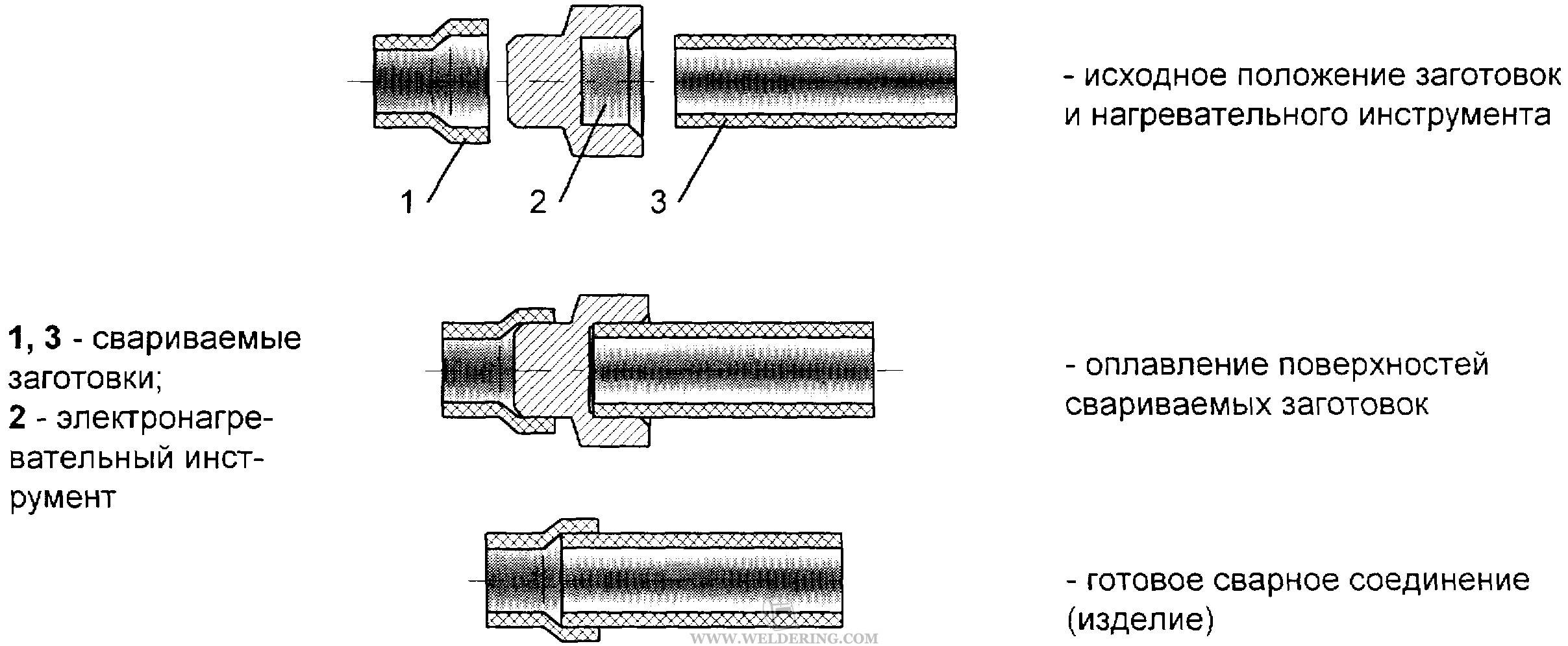
В раструб
Раструб на одном из свариваемых концов делается при изготовлении или используется муфта с двумя раструбами. Способ обходится дороже, чес сварка встык, но обеспечивает высокую надежность ввиду большей площади соединения
Сваривать следует в такой последовательности:
- торцы обрезают и формируют фаску;
- поверхность очищают от загрязнений и обезжиривают;
- раструб муфты и торец нагревают паяльником через насадки;
- соединяют нагретые детали, прижимают и выдерживают до полного остывания и затвердевания шва.
Этот тип соединения используют для более ответственных конструкций, когда надежность и долговечность важнее экономии.
Возможные ошибки
Тщательно продуманные и неспешные движения являются гарантией недопущения ошибок. Нужно учесть все особенности выполнения технологии и полностью их соблюдать.
Самые частые ошибки, вследствие которых образуются бракованные узлы прокладываемой системы трубопровода следующие:
- Угол среза соединяемых частей отличается от значения 90 градусов.
- Не произведена чистка поверхности от жирной пленки.
- Недостаточный или чрезмерный нагрев соединяемых элементов.
- Неплотная установка изделия внутрь фитинга.
- Корректировка соединяемых частей после застывания полимера.
- Неполное удаление слоя армирования.
В некоторых случаях на высококачественных материалах сильный нагрев не показывает видимых дефектов. Но в то же время происходит внутренняя деформация, в этом случае расплавленный пластик перекрывает внутренний проход трубопровода. В последующем этот узел теряет работоспособность — быстро забивается и перекрывает передвижение воды.
Если срез торцов отличается от значения 90 градусов, то во время соединения элементов они ложатся по скошенной плоскости. Появляется несоосность стыка, которая заметна, когда уже проложено несколько метров трубопровода. Зачастую из-за этого необходимо переделывать всю работу сначала.
Плохое обезжиривание торцов способствует появлению «островков отторжения». В этих местах полифузное соединение полностью не происходит. Определенное время трубопровод с этим дефектом может работать, однако в любой момент может появиться течь.
Такой же результат могут иметь соединения, которые сделаны с неполной чисткой слоя армирования. Чаще всего армированная труба устанавливается на участках повышенного давления. Оставшаяся алюминиевая фольга на участке спаивания создает зону неконтакта. Этот участок зачастую является каналом, через который происходит протекание воды.
Оборудование для сварки полиэтиленовых труб при диффузионном способе
Как уже отмечалось, данный вид работ элементарен и в выполнении, и в применении специального оборудования.
Схема «холодной сварки» труб из ПВХ.
Стандартный набор инструментов в данном случае не сможет обойтись без:
- Трубореза. Специальная установка в виде гильотины, которая предназначена для разделения целой трубы на отдельные составляющие необходимых размеров.
- Калибровщика. При помощи данного инструмента можно восстанавливать форму диаметра полиэтиленовых труб после того, как с ними произвели обрезку.
- Фаскоснимателя. Как понятно из названия, этот инструмент работает с торцевыми скосами труб, придавая им необходимые формы.
- Сварочной установки. При помощи данного аппарата вырабатываются высокие температуры, которые и плавят материал. Если объективно оценить, то такой сварочный аппарат является аналогом паяльника.
- Набора насадок с определенным калибром. Они нужны для того, чтобы проводить необходимую температуру в нужные точки сварки, при этом их диаметр соответствует сечению трубы, с которой производится работа.
Конечно, не обойтись в этом деле и без измерительных рулетки и линейки. Для работы с чистыми поверхностями необходимо запастись и ненужными тряпками, чтобы счистить всю пыль и грязь. Также могут понадобиться ключи для установки насадок на нагревательную шину, отвертки для работы с контактами электромуфты. В целом все эти инструменты есть в хозяйстве у любого мужчины или их можно попросить у соседа.
Если все-таки их придется закупать, то стоимость не так уж высока.
Монтаж труб ПВХ
Монтаж и соединение пластиковых труб осуществляется значительно проще, чем металлических трубопроводных изделий и занимает минимум времени. Трубы ПВХ можно соединить методом пайки, используя паяльник для труб ПВХ. Этот способ не нуждается в предварительных, специальных подготовительных работах.
Прибор для проведения сваривания изделий
Сварочный аппарат для труб ПВХ предназначен для стыковки изделий друг с другом. Он имеет нагревательный элемент, в который устанавливаются специальные гильзы необходимого диаметра. Благодаря встроенному индикатору прибора, осуществляется контроль над температурой нагрева. Работает утюг для труб ПВХ от промышленной сети переменного тока.

Сварочный аппарат (утюг) для ПВХ труб
Разогревающее тепло трубам передается от предварительно раскаленных гильз. Они обеспечивают расплавление наружной поверхности трубы для осуществления эффекта молекулярной диффузии соединяемых поверхностей. Гильзы покрываются специальным материалом (тефлоном), благодаря которому к ним не прилипает расплавленный материал трубы. Работа с прибором осуществляется только в специальных перчатках для недопущения получения ожогов.
До отвердения ПВХ материала после пайки необходимо ветошью или деревянной лопаткой очистить поверхности от остатков оплавления. После остывания соединения проделать эту операцию без повреждения поверхности трубы будет проблематично.
Соединение изделий может осуществляться по одной из следующих технологий сварки:
- Муфтовой, когда концы труб для соединения входят в дополнительную муфту.
- Раструбной, когда один конец трубы имеет специальное расширение для входа в него конца другого изделия.
- Встык. Такой способ используется для соединения трубопроводных изделий в диаметре более чем 63,0 мм. Считается наиболее эффективной и надежной именно стыковая сварка. Такой метод состыковки является также наиболее долговечным.
Также стоит отметить способ клеевого соединения или холодную сварку ПВХ труб.

Оборудование для пайки труб большого диаметра встык
Соединение ПВХ изделий по раструбной технологии
Рассмотрим более подробно, как осуществляется пайка труб ПВХ с применением раструбной технологии. Для этого способа при монтаже продукции до 40,0 мм в диаметре достаточно использовать ручной специальный аппарат для сваривания изделий. Если же соединению подлежат изделия большого диаметра, необходимо использовать стационарное оборудование для ПВХ труб, обеспечивающее точную предварительную их центровку.
Для осуществления пайки труб необходимо:
- Надежно установить на горизонтальную поверхность аппарат для сварки. Обеспечить полную неподвижность прибора.
- Соединяемые концы труб должны быть отрезаны острым ножом или специальными ножницами строго под прямым углом.
- Включить прибор и подождать некоторое время, необходимое для нагревания насадок до высокой температуры (около 260ºС).
Следует помнить, что при меньшей температуре нагрева не гарантируется прочность и герметичность соединения. В случае перегрева муфт произойдет разрушение структуры материала труб, что приведет к потере ее прочности.
- Далее на разогретые насадки необходимо поместить трубные изделия на небольшое время, до начала расплавления конца трубы, который вставляется в раструб. При соединении необходимо обязательно контролировать, чтобы не возникло перекосов.

Конец трубы и фитинг надевают на разогретые насадки
- После проведения пайки обеспечить неподвижность соединенных элементов на несколько минут до окончательного отвердевания стыка.
Таким образом, используя специальный инструмент можно самостоятельно за короткое время проводить соединение ПВХ продукции. Полученные соединения характеризуются герметичностью и прочностью на протяжении продолжительного периода эксплуатации.
Методы сварки
Если выполняется наружная укладка, все действия выполняются закрытым способом, прокладывая в траншеях. Соединение может выполняться, как разъемным, так и неразъемным способом.
Если рассматривать неразъемные соединения, то существует два способа сварки:
- встык;
- электромуфтовая.
Разъемные соединения бывают:
- «в раструб»;
- при помощи фланцев и фитингов.
Технология сварки
Рассмотрим технологии каждого вида сварки полиэтиленовых труб более подробно.
Сварка встык
Такая технология применяется для изделий диаметром более 5 см, а толщиной стенок более 5 мм.
Суть технологии состоит в следующем: торцы изделия нагреваются до начала расплавления. При таких условиях стыковка происходит на молекулярном уровне.


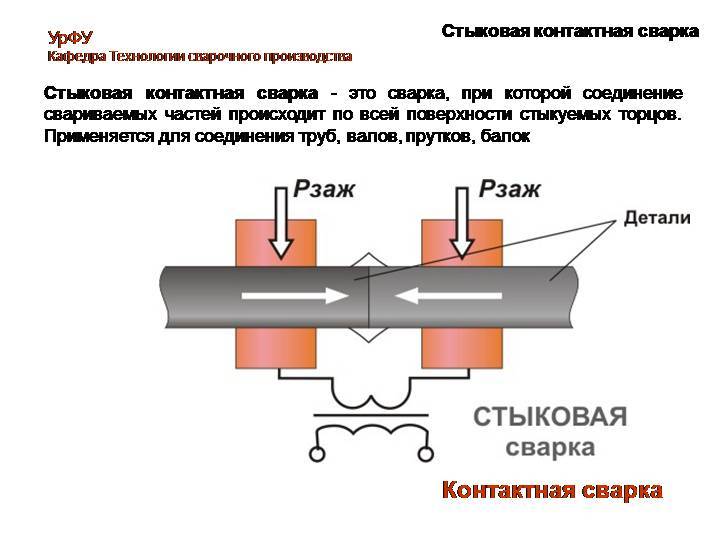
Для этого используется специальный сварочный аппарат. Торцы вставляются в него, между ними будет нагревающая плита. Осуществляется прижим с определенным давлением. Время процесса нагревания зависит от диаметра изделий и мощности сварочного аппарата.
Схема стыковой сварки
Когда нагрев до нужного состояния осуществлен, убирается плита, а трубы с давлением соединяются встык. Теперь нужно подождать, пока остынет материал, чтобы соединение обрело прочность.

Процесс сварки после удаления нагревательного элемента
Аппараты могут иметь гидравлический или механический привод. Лучшие образцы оснащены программным управлением, которое позволяет автоматически контролировать процесс и рассчитывать время процесса.
Электромуфтовая сварка
Этот способ используется для возведения безнапорных трубопроводов. Чтобы осуществить соединение таким методом, нужны электросварные фитинги. При этом использовать можно для деталей разной толщины и диаметра.

Процесс электромуфтовой сварки
Если следовать инструкции, то работы своими руками выполняют в такой последовательности.
- Сначала подготавливаются изделия и место. Дальше выбираются режимы сварочных работ, согласно размеров деталей. Внутренние поверхности должны быть качественно очищены. Для этого можно использовать специальные салфетки, пропитанные, к примеру, спиртом.
- Отрезать куски труб нужно аккуратно, не оставляя заусенцев, которые опасны при эксплуатации, так как при возникновении засора труба может забиться.
- Окисленный слой следует удалять специальными скребками – механическим методом.
- Дальше изделия закрепляют в позиционере, следя за соосностью.
- Чтобы дополнительно защитить места сварки, можно применить обмотку липкой лентой.
К контактам элетромуфты подаем напряжение, фитинг разогревается, а трубы свариваются.
Выводы и полезные видео по теме
Порядок и особенности стыковой сварки полиэтиленовых труб на механическом аппарате:
Стыковая сварка полиэтиленовых труб автоматикой:
На практике стыковая сварка полиэтиленовых труб своими руками встречается не очень часто. Это связано с тем, что для выполнения такой работы требуется специальное оборудование, определенный уровень знаний и навыков.
Стыковая сварка полиэтиленовых труб должна выполняться в соответствии с установленными требованиями и правилами. Это обеспечит качественную и прочную конструкцию. Стыковая сварка имеет свою технологию, особенности и отличия.
Вы можете реализовать способ самостоятельно, но для этого важно создать необходимые условия, правильно подготовить трубы. Если нет сварочного аппарата, целесообразнее взять его в аренду. Рекомендуется заранее ознакомиться с видео по теме стыковой сварки
Так будет легче понять суть метода и особенности его реализации
Рекомендуется заранее ознакомиться с видео по теме стыковой сварки. Так будет легче понять суть метода и особенности его реализации.
Есть ли у вас опыт стыковой сварки полиэтиленовых труб? Вы хотите поделиться своими знаниями в этой области или задать вопросы о сварке? Пожалуйста, оставляйте комментарии, участвуйте в обсуждениях – ниже форма обратной связи.
Источник – https://sovet-ingenera.com/santeh/svarka/stykovaya-svarka-trub.html