Изменение конфигурации труб из цветных металлов
Есть очень полезное свойство у цветных металлов — высокая пластичность. Однако они обладают недостаточной прочностью. В процессе гибки, в результате приложения усилий сжатия и растяжения, может наблюдаться смятие или разрыв трубы. Чтобы этого не случилось нужно в точности соблюдать технологию.
Как гнуть трубы медные и латунные
Для гибки медных, а также латунных труб применяют как горячий, так и холодный методы. При выборе первого в качестве внутреннего наполнителя выбирают песок, второго — расплавленную канифоль. Технология гибки такая же, как и для труб из стали.
Трубная продукция из меди и латуни перед холодной гибкой подлежит отжигу с последующим охлаждением. Диапазон температур для обоих материалов одинаков — от 600 до 700⁰С. Разница в охлаждающей среде — медь помещают в воду, а латунь охлаждается на воздухе.
После завершения процесса канифоль удаляют путем ее выплавки. Чтобы не допустить разрыва трубы, процесс ни в коем случае не начинают с середины трубы, только с концов. В качестве приспособлений для гибки используют как простые инструменты, так и сложное станочное оборудование.
Ручные трубогибы работают за счет физических усилий человека, а гидравлические сводят эти усилия к минимуму. И те, и другие укомплектовывают сменными насадками для возможности подбора нужного диаметра.
Минимальный радиус для гибки медных и латунных труб регламентируется ГОСТ 617-90 и ГОСТ 494-90 соответственно. Специалисты не рекомендуют использовать этот радиус без особой надобности. Всегда лучше обойтись большим его значением
С трубами медными и латунными работать значительно легче, чем со стальными, но деформация металла при изгибе происходит по тем же законам физики. На изгибаемом участке наружная поверхность испытывает растяжение, в результате чего стенки истончаются.
Внутри трубы происходят обратные процессы — стенка сжимается и становится толще. Существует риск превращения круглого сечения в овал и уменьшения условного прохода, поэтому нельзя приступать к гибке, не приняв мер, предотвращающих эти явления.
Гибка труб из алюминия
Основные способы гибки алюминиевых труб такие же, как и латунных или медных:
- проталкивание между роликами;
- прокатка;
- откатывание;
- давление.
Перед принятием решения по поводу того, как и каким способом согнуть алюминиевые трубы квадратного сечения или любого другого, нужно ознакомиться с каждым. Первый метод применяют для тонкостенных труб диаметром максимум 10 см, когда нужно получить пологий сгиб с небольшими требованиями к точности. Здесь строго регламентирован минимальный радиус. Его величина — 5-6 диаметров трубы.
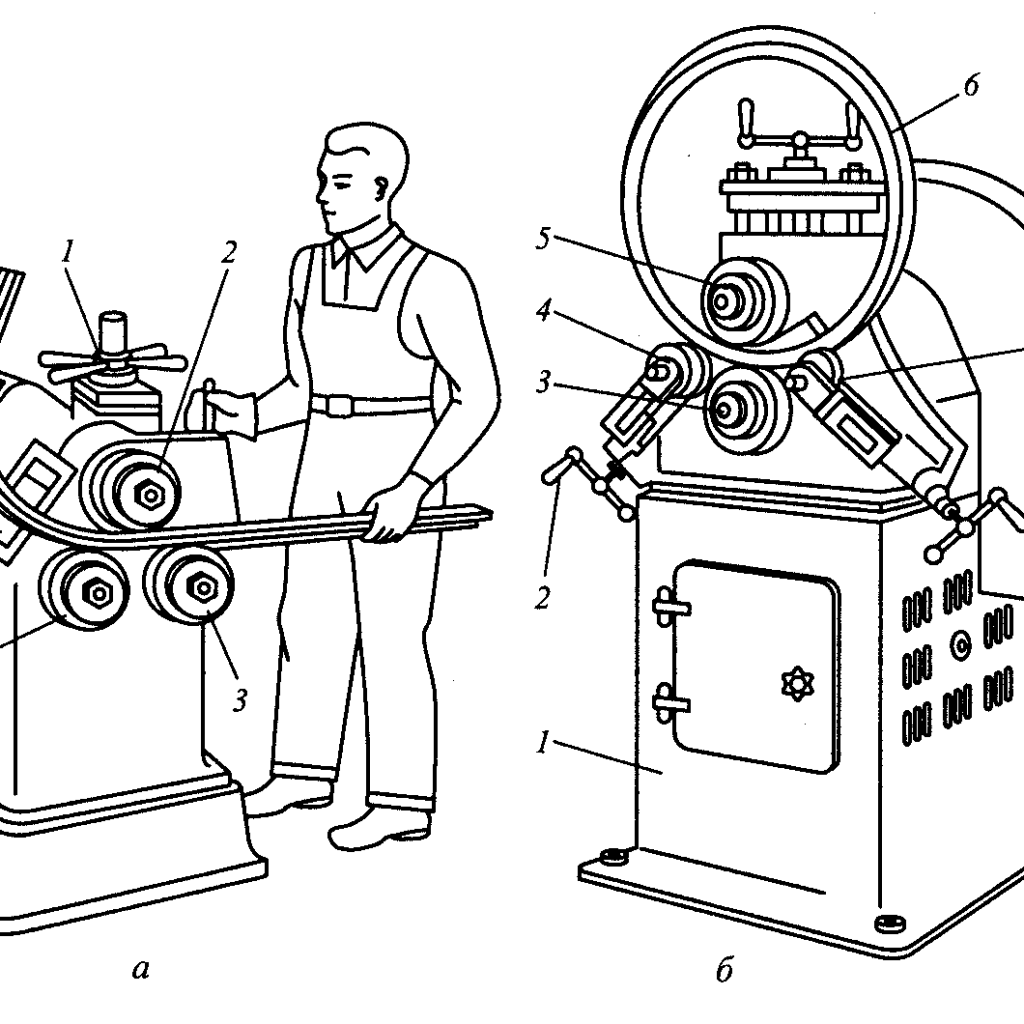
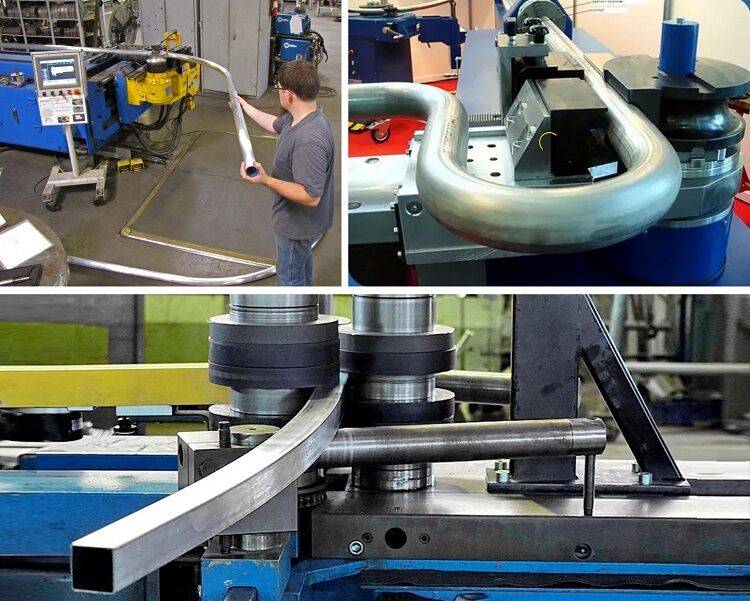
Кривизну участка определяет положение отклоняющего ролика. Таким способом чаще всего изготавливают декоративные элементы интерьера. Вторым способом сгибают трубный материал большого диаметра, для чего используют 3-роликовые трубогибы. Трубу протягивают между приводными роликами, ориентаия которых определяет радиус гибки.
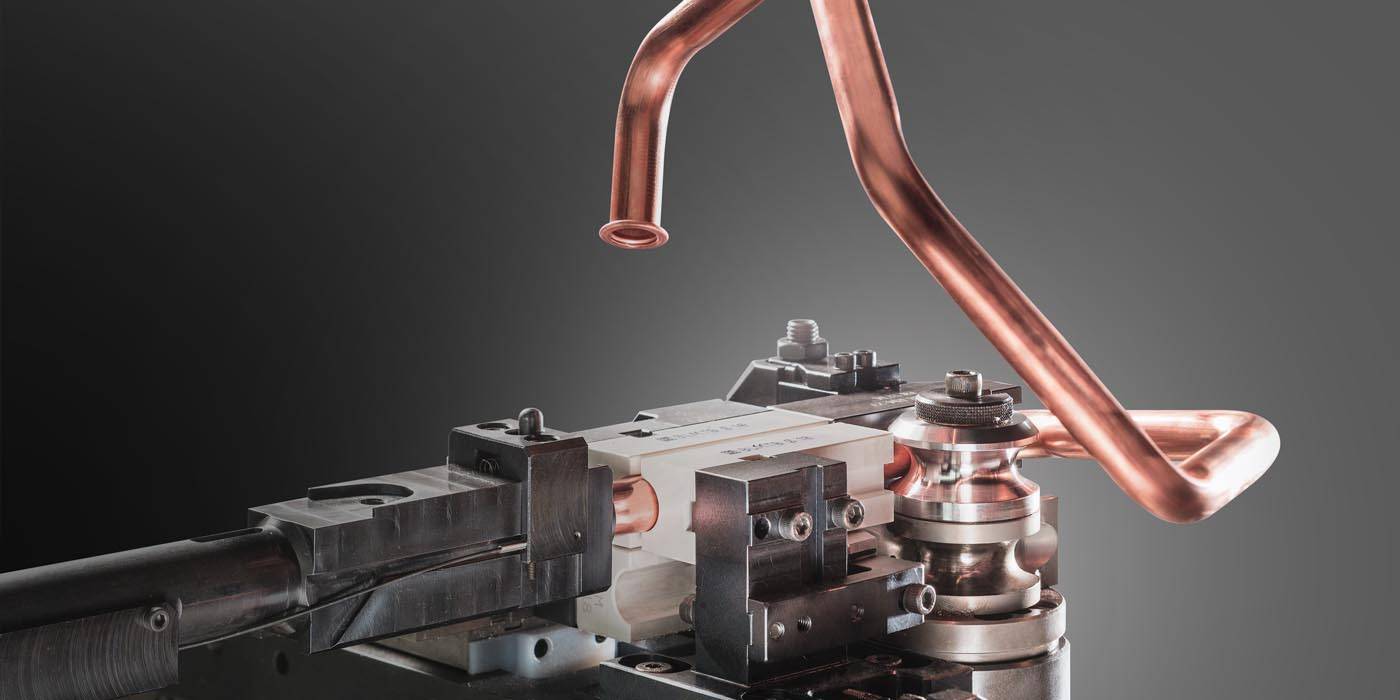
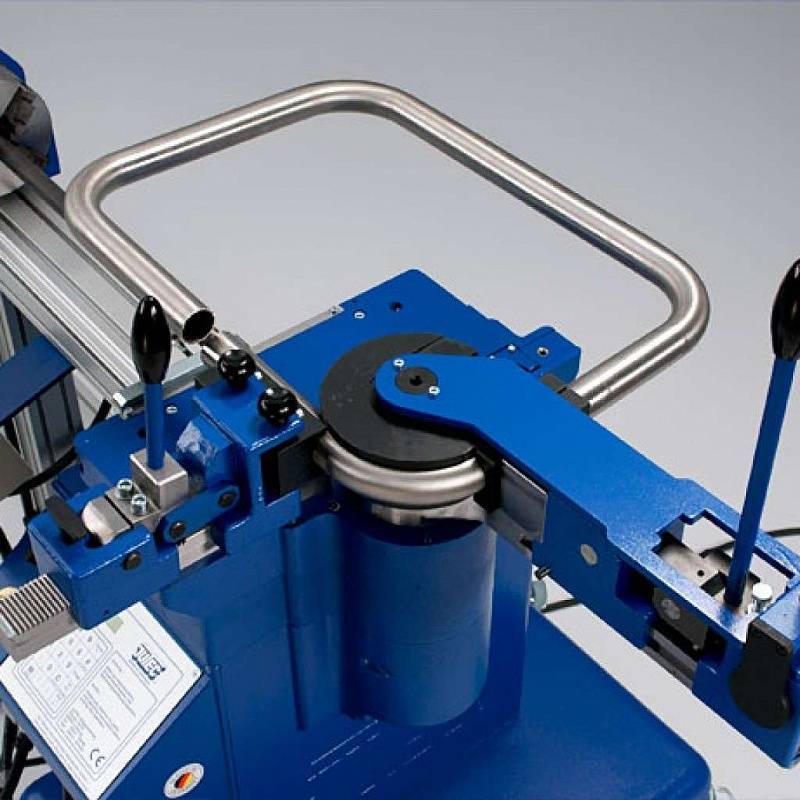
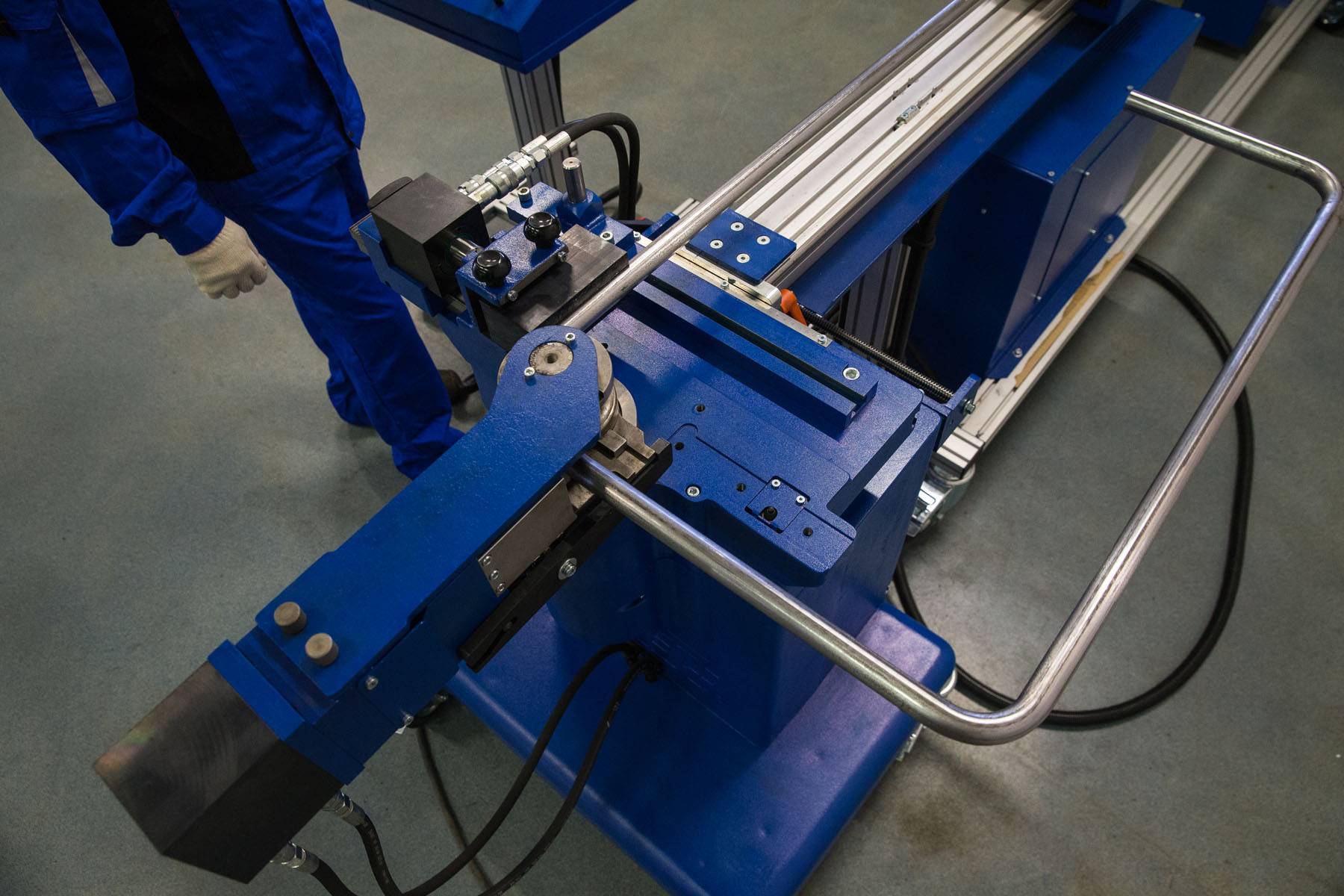
На фото стационарный электрический 3-роликовый трубогиб, но существуют и ручные мобильные модели оборудования. На нем заготовка перемещается через ролики и сгибается под заданным углом по всей длине. На таком станке можно изменить конфигурацию трубы, согнув ее кольцом, спиралью или выполнить дугу большого радиуса
Точность этого метода еще ниже предыдущего, но деталь можно подвергнуть повторному изгибанию и повторять процесс до тех пор, пока не будет получена нужная геометрия. Метод откатки не предусматривает наличия внутреннего наполнителя, поэтому его не применяют для получения небольших радиусов. Не получится при выборе этого способа выполнить и строгие требования по поводу овальности сечения в месте изгиба.
Для деформации алюминиевой трубы давлением используют прессы с установленными на них штампами с матрицей нужной формы. Заданная геометрия получается в результате влияния давления, оказываемого извне. В отдельных случаях давление может быть внутренним, когда трубу помещают в прессформу и подают внутрь жидкость с напором, достаточным для того, чтобы прижать ее к стенкам.
Трубы из дюралюминия согнуть непросто, т.к. этот материал достаточно твердый и пружинистый. Чтобы облегчить процесс их обжигают непосредственно перед гибкой при температуре от 350 до 400⁰С, затем ждут пока трубы охладятся естественным путем на воздухе.
Особенности гибки ассортимента профилей
Изделия из профильных труб имеют более эстетичный вид, чем их аналоги с круглым сечением, поэтому их часто можно встретить в бытовых помещениях. Когда он изгибается, сжимающая сила действует на него изнутри и распространяется снаружи. Перед выполнением этой операции необходимо тщательно выбрать способ складывания.
Фотографии из Гибкие фасонные трубы в частных домах часто занимаются изготовлением каркасов для хозяйственных помещений и арочных теплиц, которые очень популярны у дачников. Из гнутой профильной трубы получается отличная садовая мебель, которая служит намного дольше, чем деревянная садовый гарнитур, включающий стол с парой скамеек в едином дизайнерском стиле, не жалко похвастаться соседям по дачным участкам и коллегам. Желающим сделать кресло-качалку с направляющими из гнутой профильной трубы обязательно нужно сделать хорошая практика
Оба элемента должны в точности повторять конфигурацию друг друга, опытным домашним мастерам стоит обратить внимание на скамейки с качелями и приваренный к ним навес. Конструкция сложная, но достойная усилий Навыки гнутья фасонных труб непременно пригодятся владельцам дачных участков, желающим организовать комфортную зону отдыха
Отличным решением для обустройства входной группы является навес из поликарбоната с изгибом трубы базового профиля А. Навес, установленный на дачном участке, защитит автомобиль от проливного дождя и воздействия солнечных лучей Теплица с каркасом из гнутой профильной трубы Деревянная скамья с металлическим основанием Комплект стола со скамейками Кресло-качалка с направляющими из гнутой трубы Вращающаяся скамья с навес Беседка с закругленной крышей Навес для входной группы Строительство навеса за городом
В ассортимент профилей входят трубы сечением в виде квадрата, овала, прямоугольника.
Есть несколько нюансов, о которых нельзя забывать при выполнении фасонных рукавов в домашних условиях без наличия специального оборудования:
- Оптимальной длиной гнутого участка для тонкостенных профильных труб и сечением до 2 см считается высота трубы, умноженная на 2,5.
- Для толстостенных труб длина зоны изгиба определяется умножением сечения на три. В противном случае не избежать растрескивания материала снаружи или его деформации изнутри.
- Минимальное значение радиуса изгиба – это сечение изгиба, умноженное на 2,5.
Без учета этих требований нельзя даже надеяться на хороший результат. Способы складывания не отличаются от тех, что используются при работе с изделиями круглого сечения. Кроме того, можно использовать метод ручной гибки с поперечными надрезами, которые выполняются с трех сторон трубы.
Длина резов и их количество определяется расчетом. Допустим, есть трубка 40 х 90 мм. Вам нужно сделать полный разворот, то есть согнуть стену на 40 мм под углом 180⁰ с радиусом 150 мм. Сначала рассчитаем длину полукруга по внешнему радиусу:
L = (2π r: 2 = 2x 3,14 x 190): 2 = 596,6 мм
Для внутреннего радиуса расчеты такие же:
Lvn. = (2 х 3,14 х 150): 2 = 471 мм.
Сумма длин резов по внутреннему радиусу определяется по формуле: Lsyr = L – Lwn = 596,6 – 471 = 126 мм.
Желающие сделать ручной трубогиб или станок для гибки профильной трубы своими руками в предложенных нами статьях найдут много полезной информации, схем и полезных советов.
Если учесть, что болгарка может сделать пропил шириной 5 мм, то на плоскости загиба длиной 126 мм получится 25 прорезей, после чего труба загибается до соприкосновения с краями вырезов. Прорези завариваются, швы зачищены. Обычные трубогибы не подходят для гибки профильных труб. Для этого существуют специальные трубогибочные станки, но даже на таком оборудовании получить прямой угол практически невозможно. Проще применить сварной метод или использовать арматуру
Обычные трубогибы не подходят для гибки профильных труб. Для этого существуют специальные трубогибочные станки, но даже на таком оборудовании получить прямой угол практически невозможно. Проще применить сварной метод или использовать арматуру
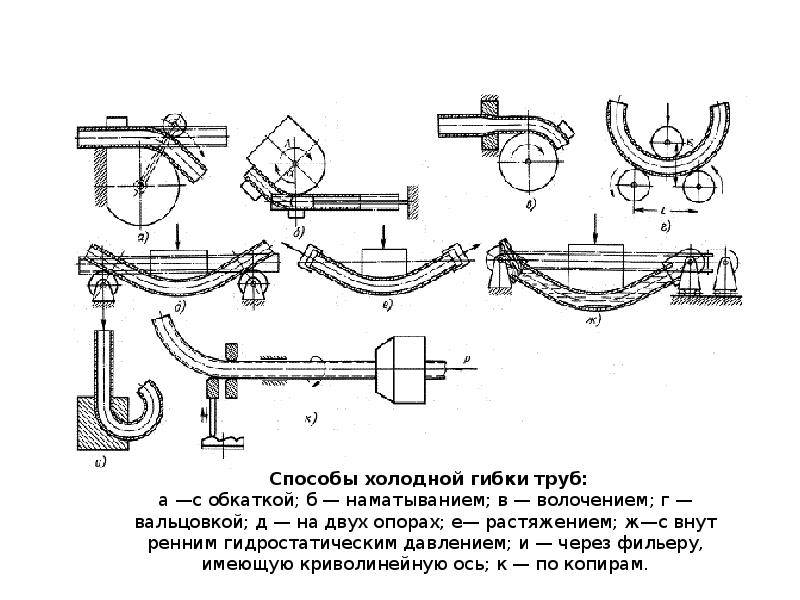
![§ 29. гибка труб [1980 макиенко н.и. - общий курс слесарного дела]](https://techno-press.ru/wp-content/uploads/3/9/6/3963617da1e77b928181ba66b00c53fe.jpeg)

Существует еще один способ гнутьения профильных и круглых труб, но использовать его можно только зимой. Для этого на концы тюбика вставляем колпачки, наливаем внутрь воду и ждем, пока она застынет. Трубку загибают, проверяя процесс шаблоном, затем снимаются колпачки и удаляется жидкость.
Что такое прокладка труб без траншей и как это работает?
Сущность метода заключается в проведении магистрали под поверхностью земли в отличие от выкапывания поверхностных траншей, которые имеют следующие недостатки:
- Снятие грунта приводит к разрушению верхнего плодородного слоя не только в траншее, но и специальной техникой, а также к загрязнению прилегающей территории, значительно увеличивающему масштабы ущерба.
- При траншейном методе повреждаются насаждения (деревья, кустарники), которые не всегда удается восстановить.
- При проведении работ на асфальтированных автомобильных и пешеходных дорогах разрушается асфальтовое покрытие, использование трасс становится невозможным и требуется дальнейший ремонт – это приносит неудобства и экономически невыгодно.
К достоинствам траншейного способа относят простоту технологии, доступную в бытовом хозяйстве, и распространенность используемой техники, также для выкапывания траншей не требуется высокая квалификация работников.
При использовании бестраншейного метода монтаж и прокладку трубопровода проводят с помощью бурового оборудования, проходных агрегатов, гидравлических и пневматических пробойников.
ГИБКА ТРУБ СТАЛЬНЫХ ИЛИ ПЛАСТИКОВЫХ: СПОСОБЫ РЕАЛИЗАЦИИ ПРОЦЕССА
По большому счету, существует всего два способа деформации трубного проката:
- холодная гибка труб
- деформация разогретых изделий
Первый способ – «холодная» гибка – возможен только в том случае, если деформируемая труба изготавливается из достаточно пластичного материала, способного менять свою форму под влиянием внешних сил.
Поэтому «холодную» гибку, как правило, практикуют при деформации относительно небольших металлических труб (за исключением труб из чугуна).
Правда, гибка труб из нержавеющей стали (или любых других труб с повышенной кольцевой
жесткостью) вынуждает нас задействовать в этом процессе особые станки – трубогибы. Поскольку собственными силами мы можем согнуть только очень пластичные трубы из меди или алюминия.
Впрочем, «мягкие» пластиковые трубы такому способу гибки не поддаются даже на трубогибах. Ведь, несмотря на декларируемую мягкость, пластиковые трубы либо не обладают достаточной пластичностью для такого способа деформации, либо у них нет кольцевой жесткости, достаточной для удержания изделия в согнутом состоянии (полиэтиленовые изделия без армирующего каркаса).
Горячая гибка – возможна практически в любом случае. Ведь в разогретом состоянии пластичность любого материала повышается на порядок. Например, высокотемпературная гибка стальных труб (или изделий из любого другого металла) осуществляется очень просто: трубу просто нагревают в месте деформации и сгибают руками. То есть станки или механические трубогибы, в этом случае, нам уже не понадобятся.
С пластиком, в данном случае, опять возникают проблемы. Горячая деформация невозможна в принципе – полимерные трубы теряют свою кольцевую жесткость при нагреве выше 250 градусов Цельсия. То есть, в процессе горячей деформации такая труба просто растечется по поверхности.
Ну, а теперь, когда мы познакомились со способами деформации, давайте перейдем от теории к практике и разберем, как гнуть трубы «холодным» и «горячим» способом.
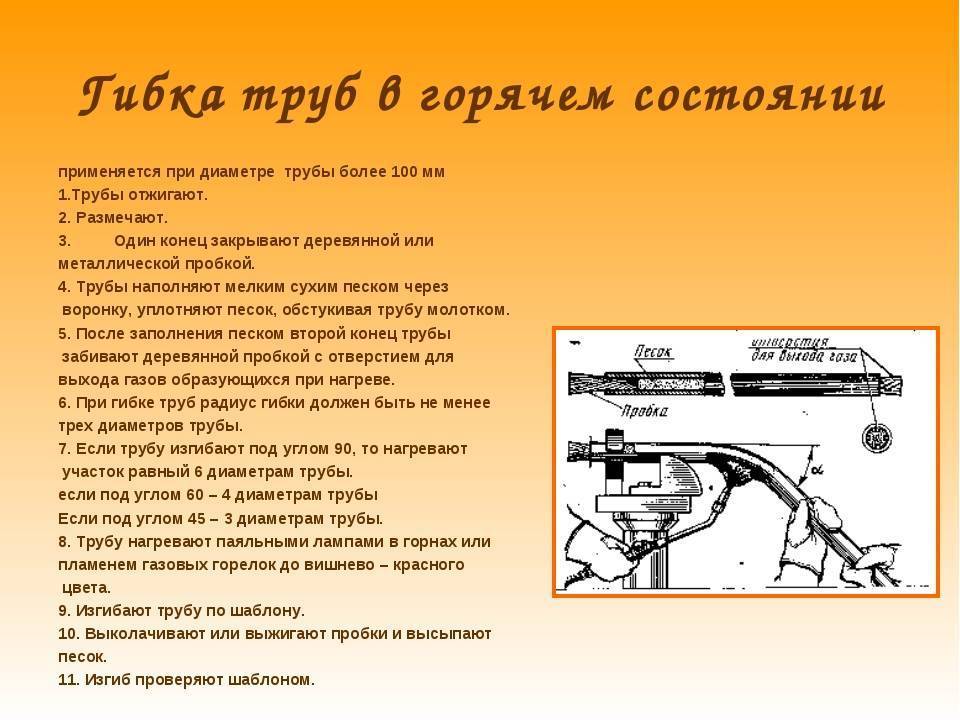
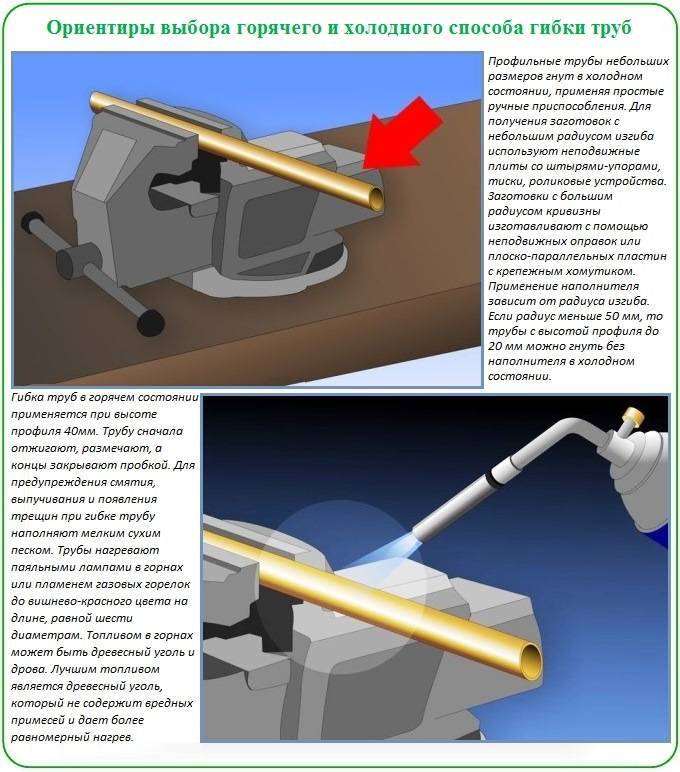
Несмотря на наличие соединительных деталей в виде тройников, угольников и т. д., часто возникает необходимость в гибке стальных труб. При малом радиусе закругления и большом диаметре трубы гибка выполняется в горячем состоянии на специальных гибочных станках. Холодную гибку малого диаметра можно выполнять вручную.
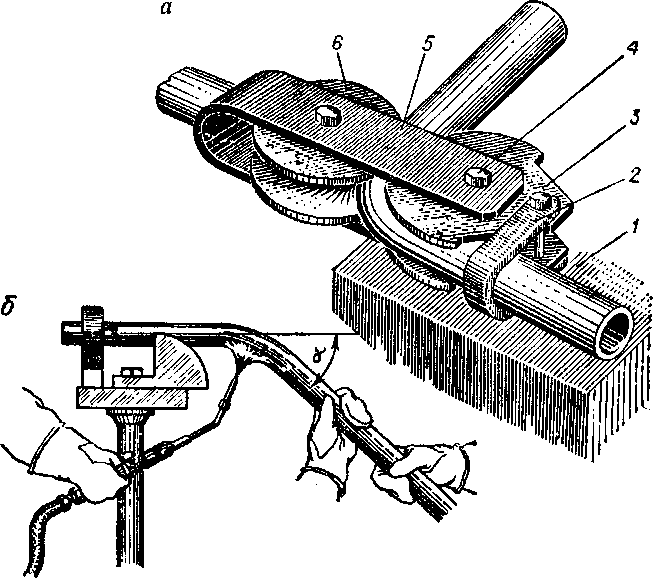
Гибка труб с песком.
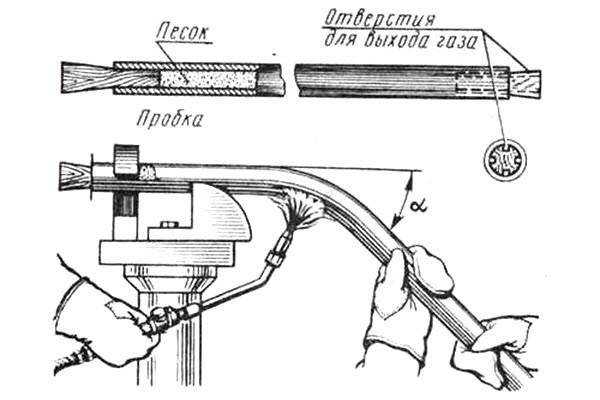
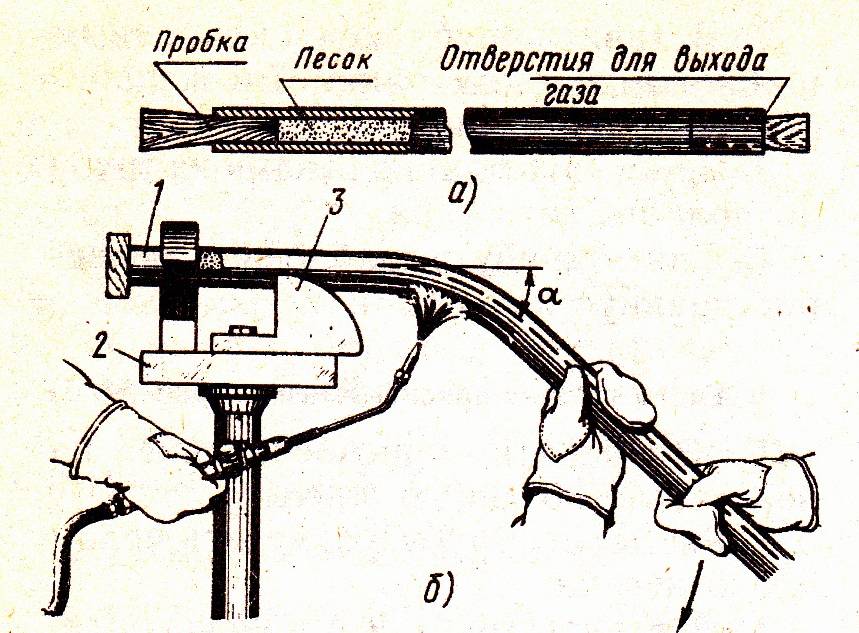
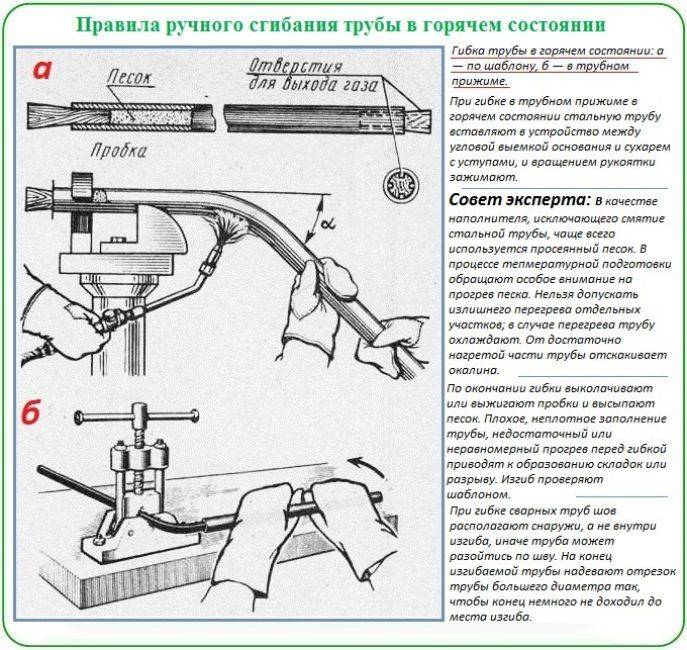
Чтобы труба при изгибании не сминалась и не выпучивалась, а сохраняла нормальное сечение на месте изгиба, ее набивают речным песком (см. ст. Гибка труб с песком. Механизация уплотнения песка в трубах при гнутье. Заглушки для набитых песком труб.). Песок должен быть сухим, чистым и не крупным (зерно до 2 мл в диаметре). Речной песок обеспечивает хорошее перемещение перчинок вовремя гибки. Горный же песок для этого непригоден, так как он не обладает необходимой подвижностью. Нельзя, набивать трубу сырым песком, так как образовавшийся пар может разорвать ее или выдавить пробки.
Деревянная пробка для труб.
Труба с песком закрывается деревянной конусной пробкой.
Между пробкой и сухим песком рекомендуется класть небольшой слой влажного песка, чтобы уплотнить пробку и уменьшить около нее текучесть сухого песка. После этого труба набивается полностью песком и закрывается пробкой со второго конца (рис. 1, а); при массовом производстве для гибки труб можно применять пружину (рис. 1, б).
Горячедеформированные трубы 15, 20, 25: размеры и диаметры
Изготавливаются из раскаленных заготовок, внутрь которых вставляется оправка – она формирует проход требуемого диаметра. Сама штанга отправляется на специальные вальцы, где окончательно приобретает цилиндрическую форму.
ГОСТ 8732-78 предусматривает для тонкостенных горячедеформированных труб весьма скромный сортамент:
- При толщине 3,5-4 мм диаметром 76, 83 или 89. По согласованию изготавливают прокат со стенками от 2,5 мм и Dн > 32.
- Для стенок 4 мм выбор чуть больше – 5 типоразмеров от 133 до 159 с шагом 6-7 мм.
Цена на тонкостенную металлическую трубу, полученную горячей деформацией, колеблется в пределах 50 — 60 тысяч руб./т.
Радиус гиба трубы – приспособления для получения в быту и промышленности
На строительном рынке можно обнаружить большое количество приспособлений индивидуального использования для изгибания труб, от простейших пружин до сложных электромеханических станков с гидравлической подачей.
Ручные трубогибы
Трубогибы данного класса обладают невысокой стоимостью, имеют простую конструкцию, малый вес и габариты, процесс изгибания заготовки происходит за счет физического усилия работника. По принципу работы ручные агрегаты, выпускаемые промышленностью, можно разбить на следующие категории.
Рычажные. Изгибание производится за счет большого рычага, позволяющего уменьшить прилагаемое мышечное усилие. В таких устройствах заготовка вставляется в оправку заданной формы и размера (пуансон) и с помощью рычага происходит огибание шаблонной поверхности изделием – в результате получается элемент заданного профиля. Рычажные устройства позволяют получать радиус закругления в 180 градусов и подходят для труб из мягких металлов небольшого диаметра (до 1 дюйма). Для получения закруглений различного размера используют сменные пуансоны, для облегчения проведения работ многие модели оснащаются гидроприводом.
Рис. 7 Арбалетные приспособления ручного типа
Арбалетные. При работе заготовка помещается на два валика или упора, а изгибание происходит давлением на ее поверхность между упорами пуансона заданной формы и сечения. Агрегаты имеют сменные пуансонные насадки и передвижные упоры, позволяющие задавать радиус изгиба стальной трубы или заготовок из цветных металлов.
Гибочный башмак установлен на штоке, который может перемещаться с помощью винтовой передачи, гидравлического давления жидкости при ручном нагнетании или посредством гидравлики с электроприводом. Подобные устройства позволяют производить изгибание труб из мягких материалов диаметром до 100 мм.
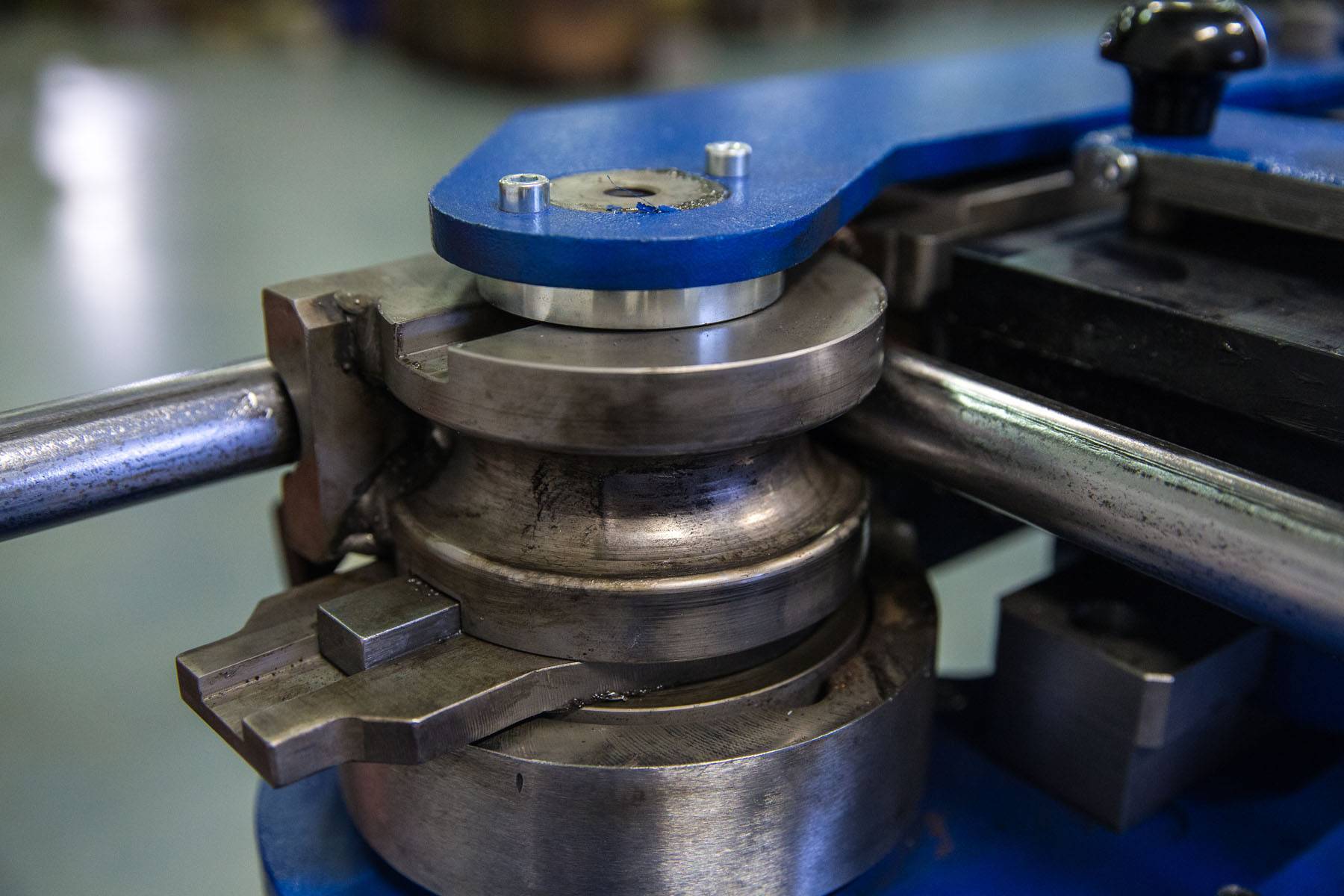
Трехроликовые агрегаты (трубогибочные вальцы). Являются самым распространенным типом трубогибочных агрегатов в быту и промышленности, работают по принципу холодной вальцовки. Конструктивно выполнены в виде двух роликов, в ручьи которых устанавливается заготовка, третий ролик постепенно подводят к поверхности, одновременно прокатывая изделие в разные стороны. В результате происходит деформация заготовки без складкообразования большего сечения, чем в других ручных трубогибах.
Отличительной особенностью агрегата является невозможность получения малого радиуса закругления (обычное значение 3 – 4 величины внутреннего диаметра).
Все перечисленные устройства являются бездорновыми агрегатами, поэтому неэффективны при гибке тонкостенных изделий, также их нежелательно использовать при работе с заготовками со сварным стыком стенок – при пластический деформации возможно раскрытие отдельных участков шва.
Рис. 8 Трубогибочные вальцы
Электромеханические трубогибы
Электромеханические агрегаты в основном используются в промышленности и обеспечивают выполнение следующих технологических процессов.
Бездорновая гибка. Станки применяются при работе с заготовками, для радиусов гиба 3 – 4 D., способны изгибать толстостенные трубы для мебельной и строительной отрасли, магистральных трубопроводов. Станки имеют самую простую конструкцию и управление по сравнению с другими видами, отличаются малыми габаритными размерами и весом.



Бустерная обработка. Агрегаты, работающие по специальной технологии продвижения каретки с деталью дополнительным узлом, разработаны для получения сложных гибов без утоньшения стенок. Применяются для изготовления змеевиков различной формы в тепловой энергетике, котельной и водонагревательной индустрии.
Дорновая гибка. Агрегаты данного типа позволяют производить высококачественное изгибание тонкостенных элементов с наружным диаметром до 120 мм. Промышленные станки могут иметь автоматическое или полуавтоматическое исполнение с числовым программным управлением.
Трехвалковая гибка. Конструкция широко используется для изгибания любых металлов и сплавов, отличается универсальностью: отлично справляется с профилем круглого или прямоугольного сечения, уголками и плоскими пластинами. Многофункциональность агрегата достигается за счет смены валков с различным видом рабочих поверхностей и размеров.
При помощи данного агрегата удобно гнуть элементы большой длины с одинаковым большим радиусом закругления на всем протяжении.
Рис. 9 Промышленные трубогибы
Методы изгиба трубы из металлопластика
Изогнутые конструкции из металлопластика чаще всего используют при укладке «теплых» полов. При применении изогнутых изделий эффект от теплоотдачи металлопластика будет максимальным. Для того, чтобы изогнуть металлопластиковую трубу, вам понадобятся:
- Пластиковые заглушки;
- Проволока;
- Мелкий песок;
- Тиски;
- Паяльная лампа.
Для начала расскажем о самом популярном способе сгибания труб самостоятельно. Для этого не нужно использовать профессиональное оборудование, процесс сгиба проводится при помощи физической силы рук. Нужно зажать изделие и плавно сгибать без резких движений. Не забывайте о том, что изгиб может производиться только из расчета не более 15 градусов на каждые 2-3 сантиметра сгиба. Гнуть нужно постепенно, регулярно проверяя процесс изгиба.
Существует технология сгиба трубы из металлопластика с использованием проволоки, инструкция следующая:
- Во внутреннюю часть конструкции помещаются небольшие части проволоки до максимального заполнения пространства в ней. Применение проволоки позволит изогнуть конструкцию более ровно;
- Затем труба сгибается под необходимым углом;
- В конце проволока извлекается.
Еще один метод сгиба трубы из металлопластика подразумевает применение песка. Порядок выполнения работ включает в себя следующую последовательность действий:
- Сухой песок просеивается;
- Конструкция набивается подготовленным песком;
- На концах изделиях устанавливаются заглушки, чтобы песок не высыпался наружу;
- Труба фиксируется в тисках;
- Место сгиба определяется и помечается карандашом или маркером, прогревается с использованием паяльной лампы. Для того, чтобы определить необходимый уровень прогрева, необходимо поднести лист бумаги к нагреваемому месту. В случае, если бумага обугливается и начинает тлеть, прогрев достаточный;
- Производится сгиб трубы;
- Заглушки снимаются, высыпается песок.
Холодная и горячая гибка труб.
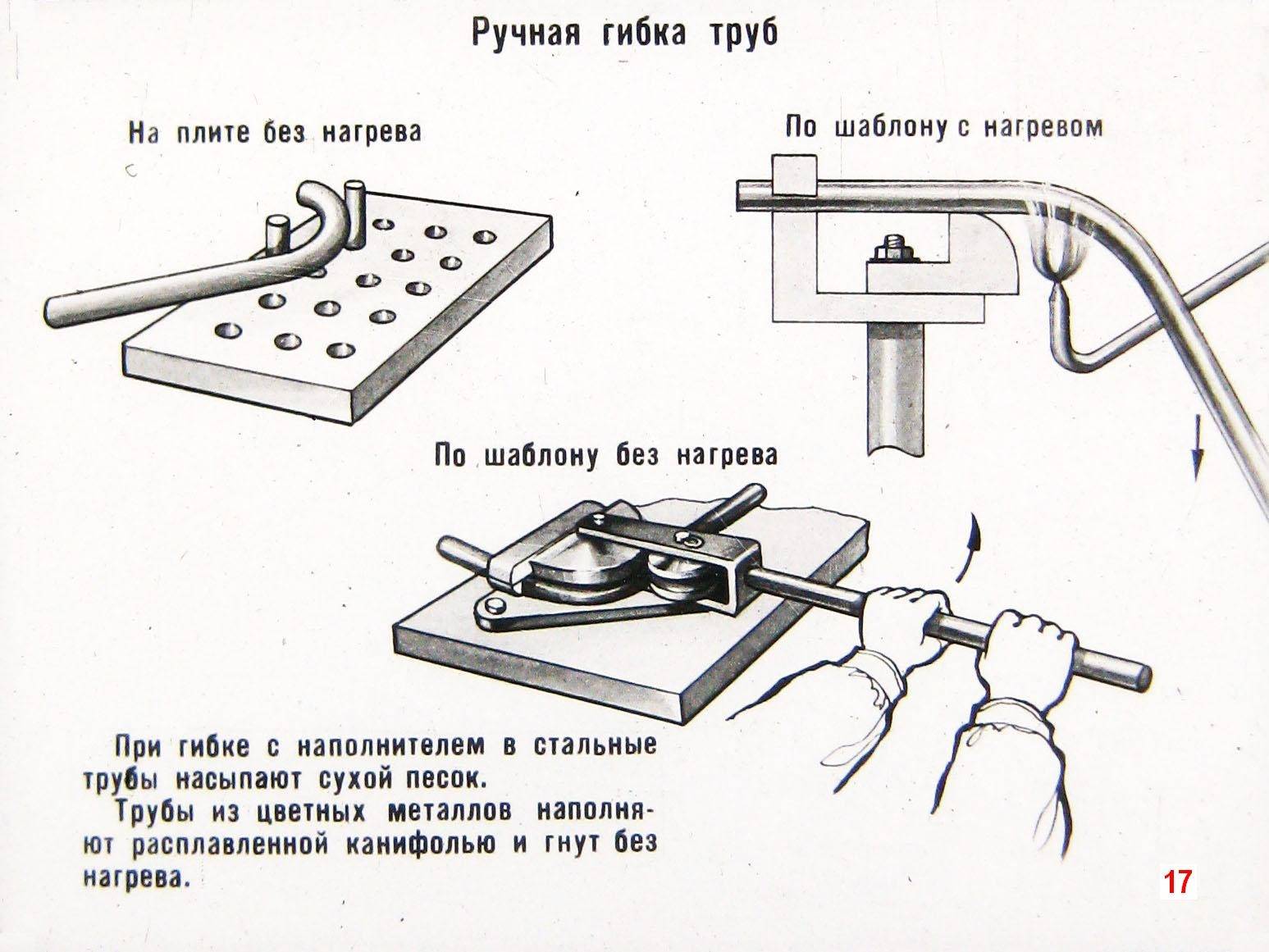
Трубы гнутся в холодном и
горячем состоянии с применением приспособлений и ручных станков. Угол
гибки труб проверяется по шаблонам, изготовленным обычно из
низкоуглеродистой листовой стали или проволоки диаметром 5-8
мм.
Ручная гибка труб
производится с наполнителями и без них. Наполнители применяются для
предотвращения образования складок в местах изгиба, а также для
предотвращения появления овальности.
В качестве наполнителей
применяют речной просушенный мелкий песок, канифоль, масло и другие
минеральные легкоудаляемые вещества.
Холодную гибку труб диаметром до 30-40 мм осуществляют на ручных трубогибочных
приспособлениях.
Гибку труб часто
выполняют по групповому способу, при котором гнут длинную трубу,
разрезают затем ее в необходимых местах и получают несколько труб
требуемых размеров и конфигурации. При групповом способе гибки
снижается расход труб за счет снижения отходов на припуск гибки,
снижается расход пробок, а сама гибка осуществляется с меньшими
усилиями, так как длинная труба изгибается легче.
Горячей гибке труб подвергают
толстостенные трубы и трубы больших диаметров. Для нагрева мест гибки
применяют пламя газовых горелок, а иногда и индукционный нагрев.
Гибка труб вручную
является трудоемкой и мало производительной операцией, поэтому при
изготовлении даже небольших партий труб используют механизацию гибки
и контроля.
Гибку труб с нагревом
открытым пламенем производят в тех случаях, когда их невозможно
изогнуть в холодном состоянии из-за большой толщины стенки, сложности
конфигурации трубы и малых радиусов гибки. При этом трубу закрепляют
в приспособлении или тисках, нагревают и производят гибку.
Температуру нагрева
контролируют при помощи специальных красок, изменяющих цвет в
зависимости от температуры нагрева. После гибки, не давая трубе
охладиться, производят правку гофров. Окончательную правку гофров
производят специальными текстолитовыми оправками, соответствующими
профилю трубы, или проталкиванием через полость трубы стального
шарика.
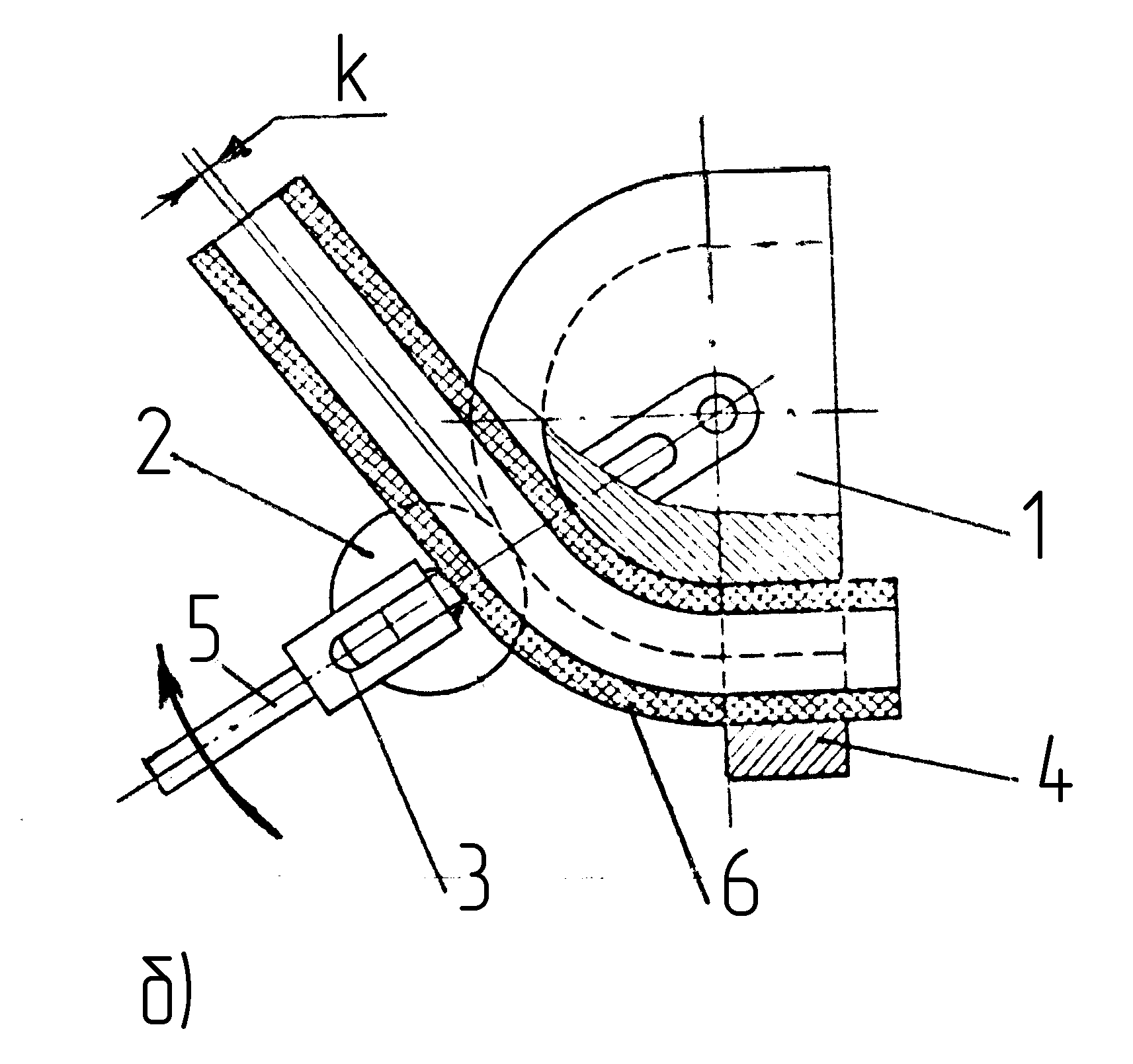
Гибку труб в
приспособлении (рис. 127) производят как с наполнителем, так и без
него. Гибка в приспособлениях без наполнителей рекомендуется для
труб, имеющих прямые участки не менее 25 мм, диаметры не более 10 мм
и толщину стенки 0,5-1,5 мм.

Рис. 127. Ручная гибка в
приспособлении:
1 – труба, 2 –
ползун, 3 – оправка, 4-прижим
Диаметр ручья гибочной
оправки и ползуна должен быть равен номинальному диаметру изгибаемой
трубы, увеличенному на 0,2 мм. Радиус гибочной оправки должен быть
увеличен против номинального радиуса гибки на 0,2 мм для труб
диаметром до 20 мм и на 0,25 мм для труб диаметром более 20 мм.
Настройку гибочного
приспособления производят таким образом, чтобы ось ручья гибочной
оправки и ось ручья ползуна совпадали. Установленная в приспособлении
труба должна плотно прилегать к ручью гибочной оправки и ползуна и
надежно крепиться прижимом, смещение трубы под прижимом не
допускается. Конструкции приспособлений для ручной гибки
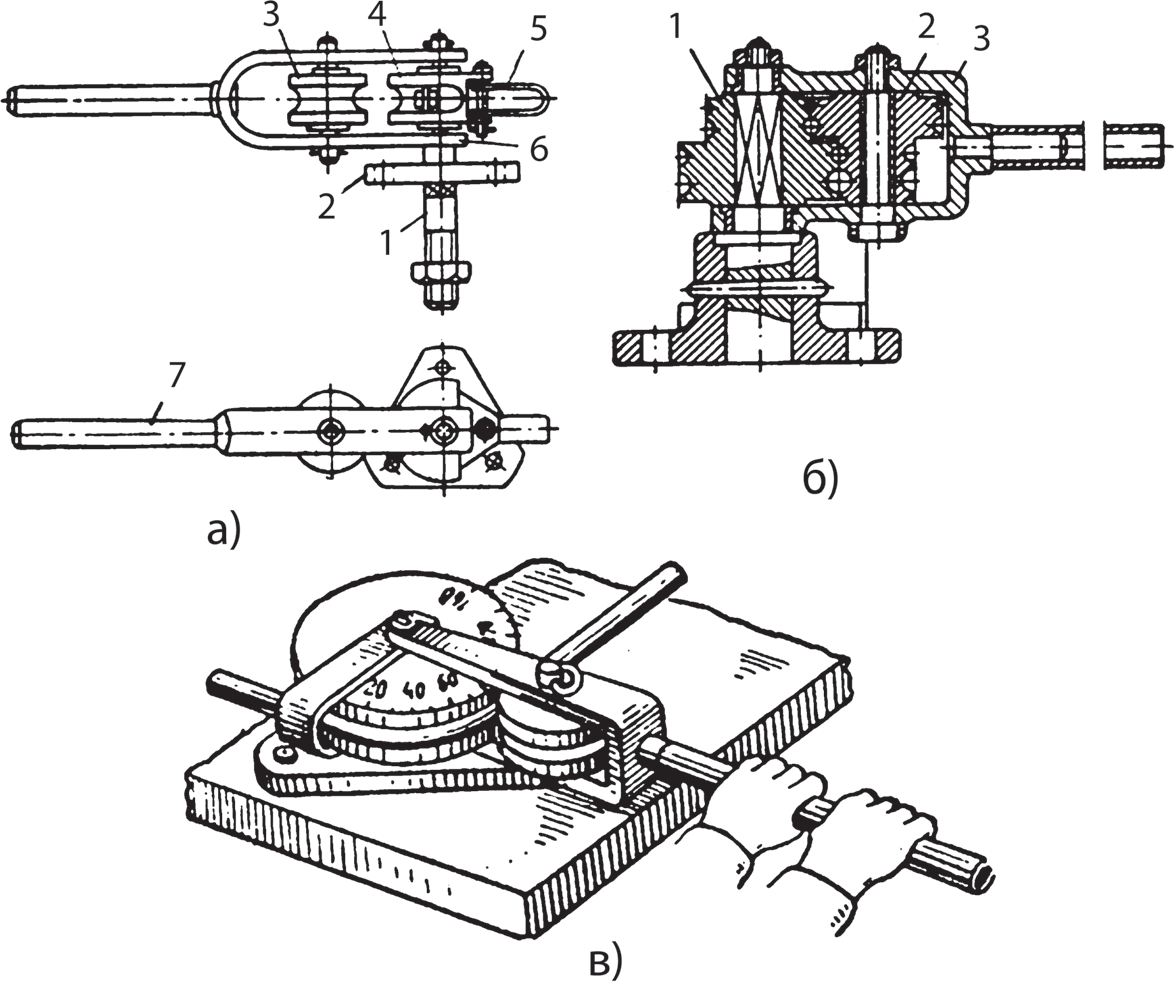
разнообразны. На рис. 128 показано приспособление для гибки труб со
сменной оправкой. Оно имеет гибочную плиту 1, в которой просверлены
отверстия для упоров 2 и 4. Сменная гибочная оправка 3 имеет желоб, соответствующий форме и размерам изгибаемой трубы.
При гибке рукоятку 7 вращают по часовой стрелке, винт 6, перемещаемый в зажимной гайке 5, упирается концом в сменную
гибочную оправку, которая, воздействуя на трубу, изгибает ее на
требуемый угол.
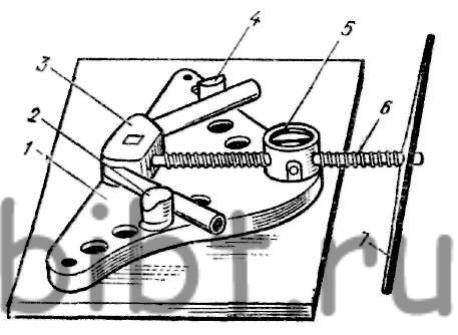
Рис. 128. Приспособление
для гибки труб:
1 – плита, 2, 4 – упоры, 3- сменная оправка, 5 –
гайка, 6 – винт, 7 – рукоятка
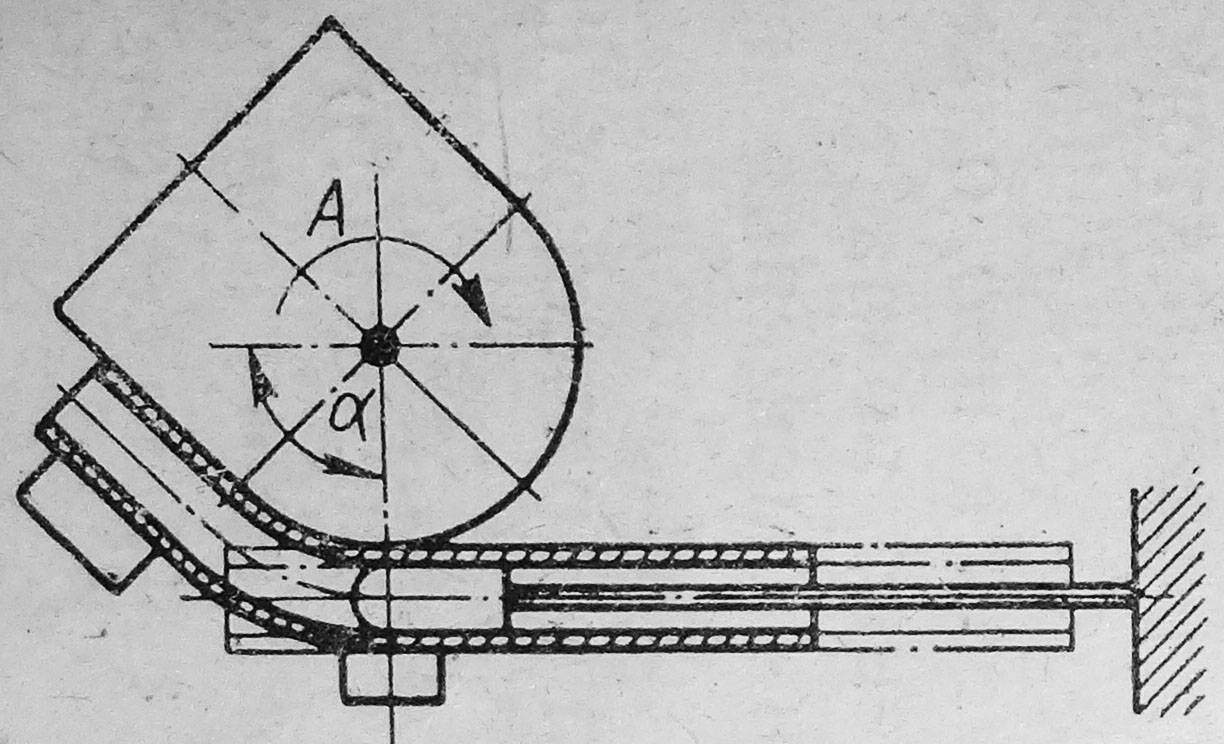
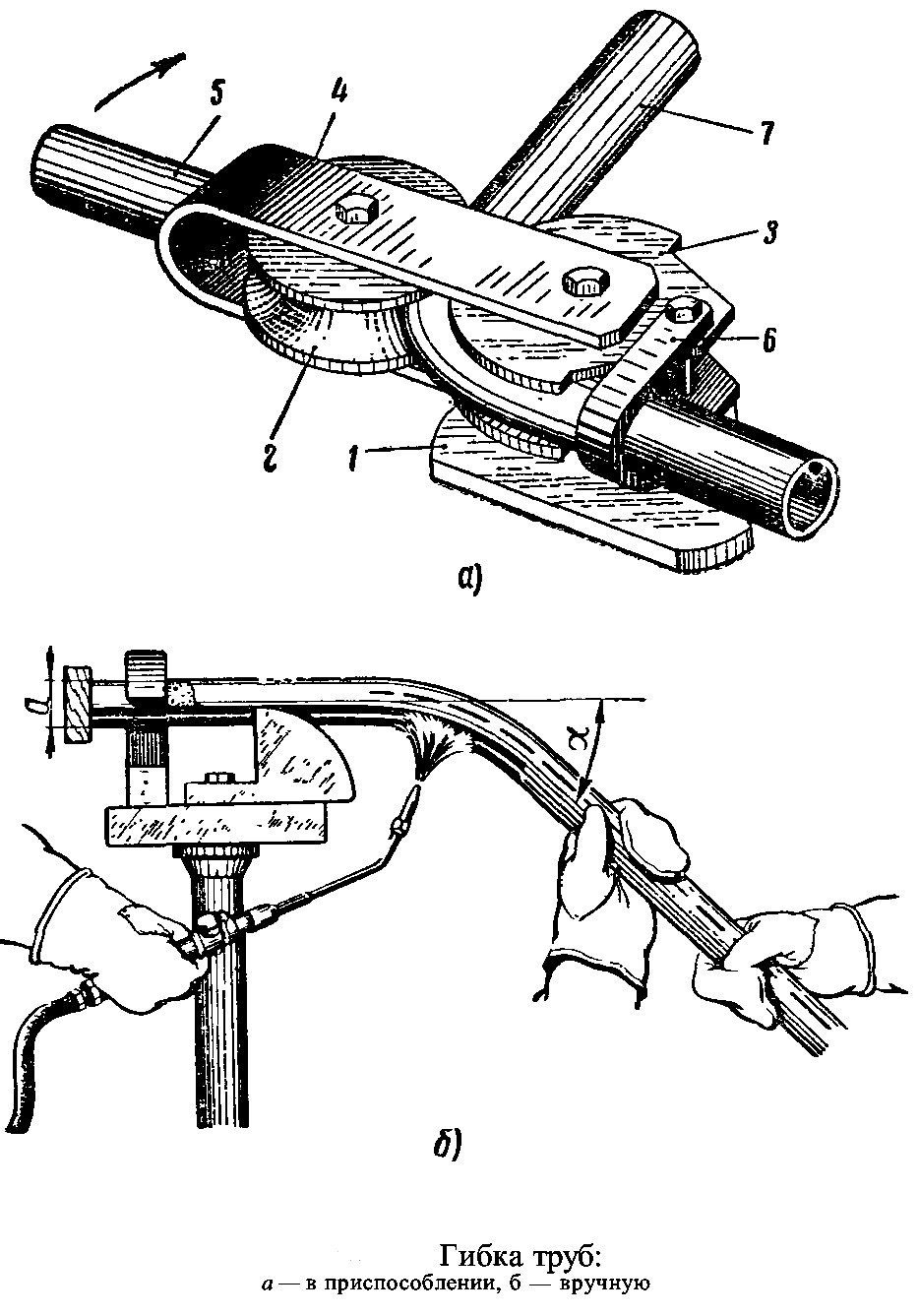
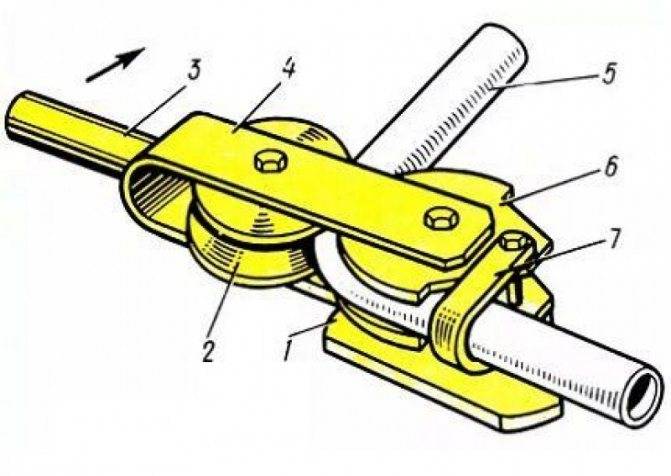
На рис. 129 показано
ручное приспособление конструкции Вольнова, предназначенное для гибки
стальных труб диаметром 1/2″ и 3/4″. Приспособление
крепится к верстаку при помощи ступицы 1 и плиты 2. На одной оси ступицы и плиты
находится неподвижный ролик 3 с хомутиком 7. Подвижный ролик 5 закреплен в скобе 4 с рукояткой 6. Для изгиба трубу
вставляют между роликами так, чтобы ее конец вошел в скобу. Затем
рукояткой поворачивают скобу с подвижным роликом до тех пор, пока
труба не изогнется на необходимую величину. Для труб сложной
конфигурации, не имеющих прямых участков между соседними изгибами,
применяется комбинированный способ гибки с применением ручных
трубогибочных приспособлений и жестких стоек с резиновыми оправками.
В этом случае гибка производится только с наполнителем.
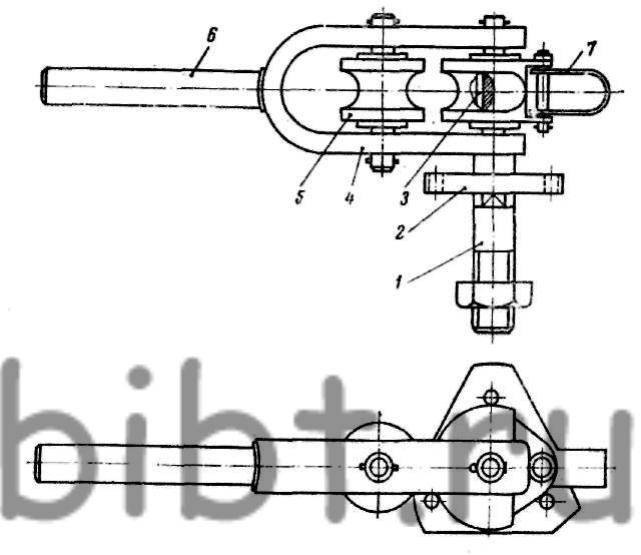
Рис. 129. Гибочное
приспособление для гибки труб конструкции Вольнова:
1 – ступица, 2 –
плита, 3, 5 – ролики, 4 – скоба, 5
-рукоятка, 7 – хомутик
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.



Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
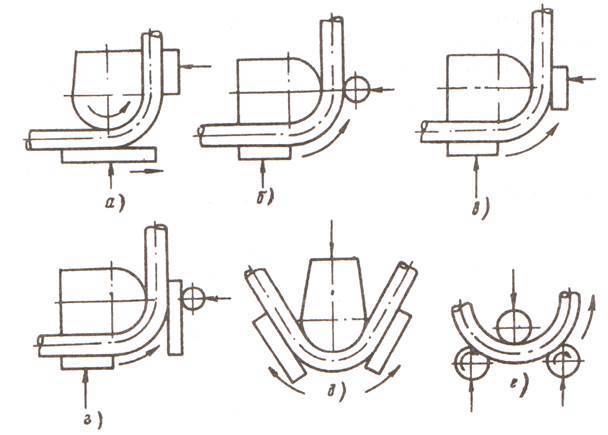
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
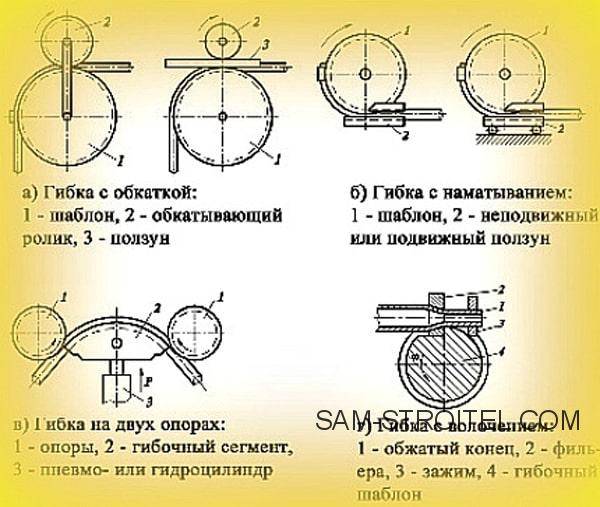
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.