Под каким углом держать электрод при сварке
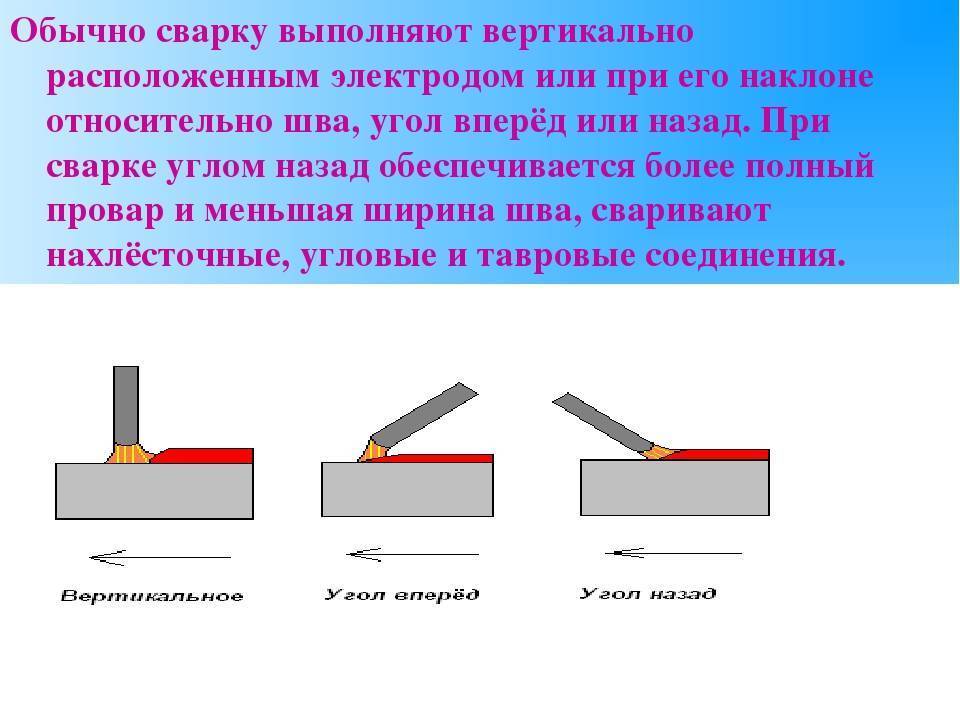
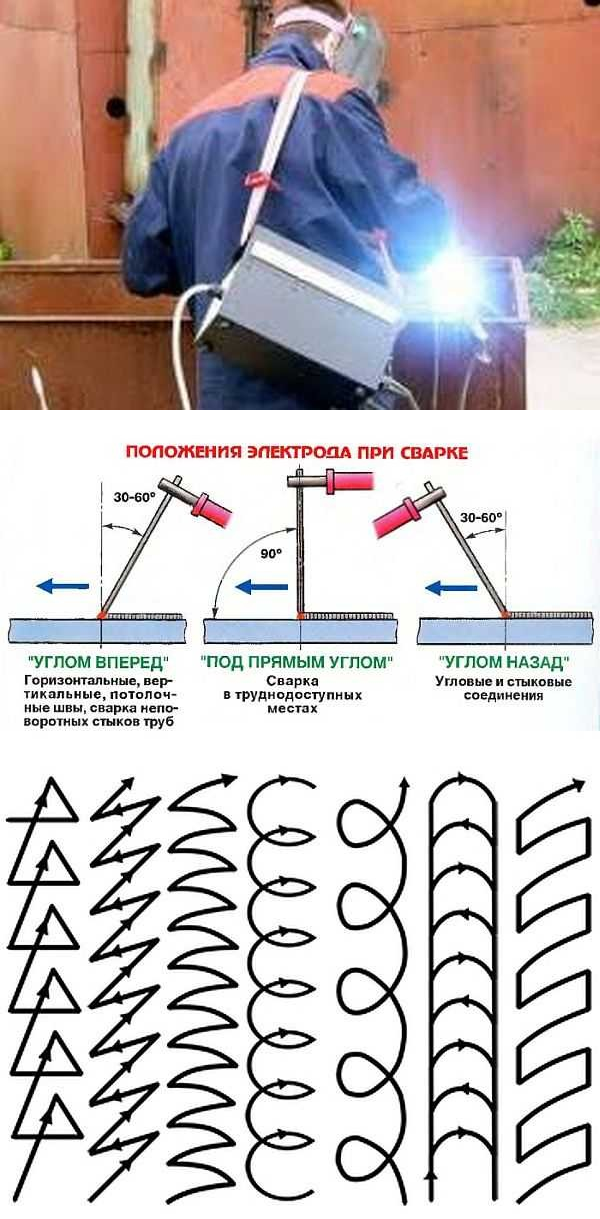
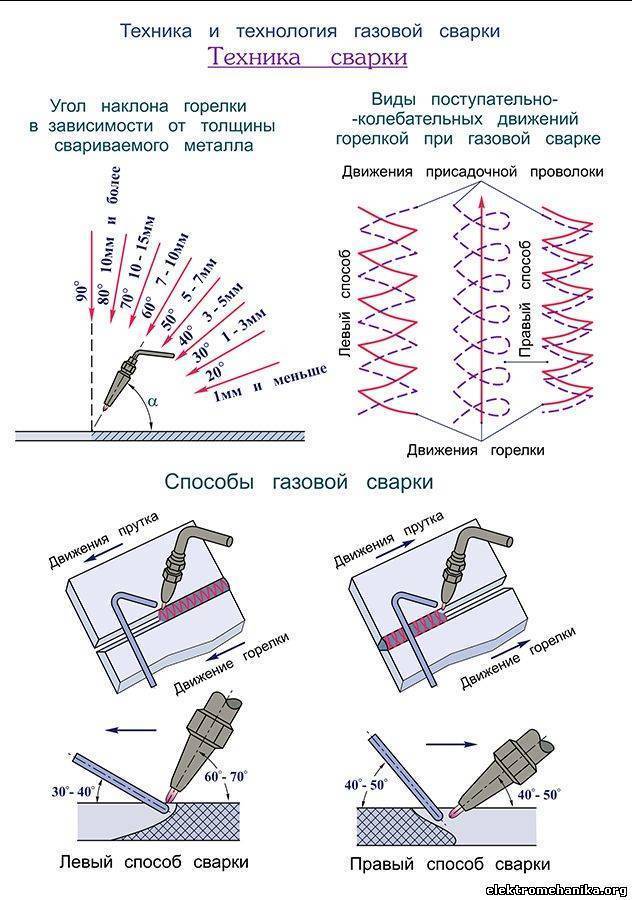
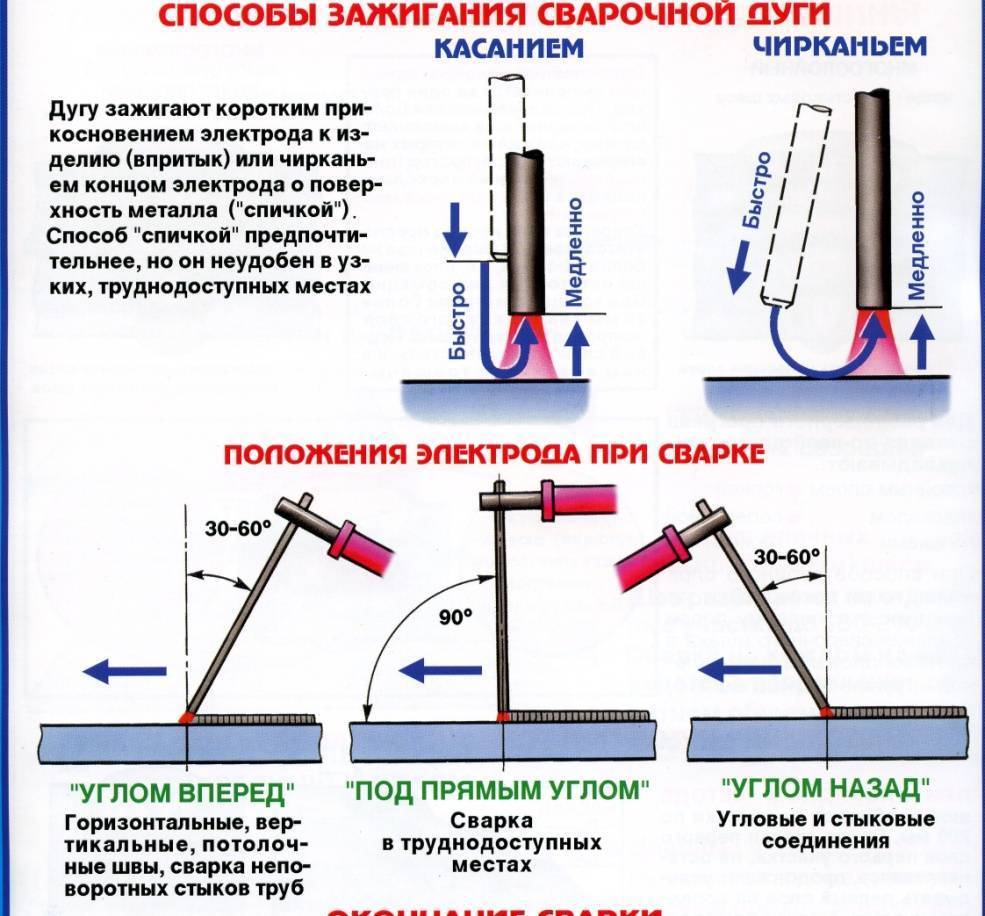
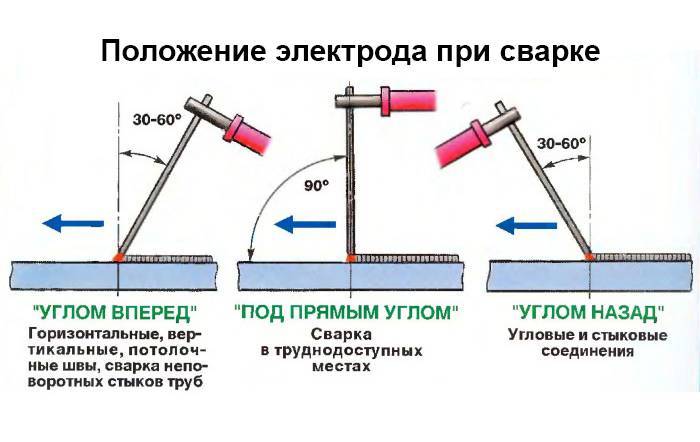
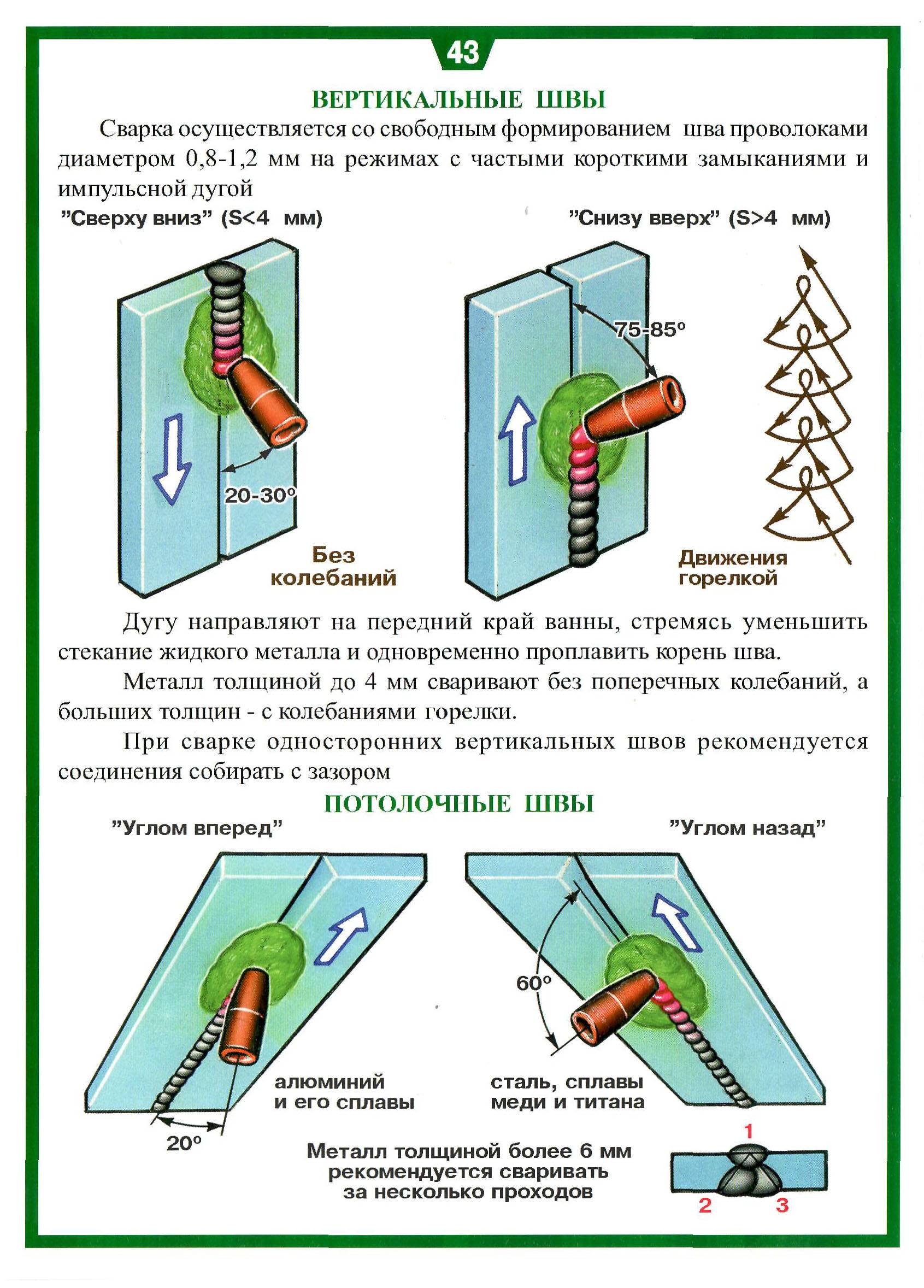
При работе важно соблюдать такое условие, как угол наклона электрода. Если хотите научиться правильно работать сваркой, то следует знать следующее, что электрод должен быть наклонен к сварщику на угол от 30 до 60 градусов, как показано на фото ниже
Наклон подбирается в зависимости от необходимости сварного шва и выставленного тока.
На фото выше первое расположение именуется «угол назад». При нем происходит движение расплавляющегося металла за электродом. Двигать электрод требуется с такой скоростью, чтобы плавящийся шлак заполнял ванну. При таком способе варки осуществляется прогревание большой глубины металла.
Есть и другой способ — «с углом вперед». Этот метод менее популярен, и применяется он для того, чтобы обеспечить не сильный прогрев металла. Обычно такие манипуляции проводятся, когда варится не толстый металл. Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали.
https://youtube.com/watch?v=OieoT1LIvQw%3F
Способы сварки
Существуют следующие способы сварки:
- Газопрессовая, с использованием пламени ацетилкислорода. Преимущества этого вида сварки в высокой производительности. Поэтому она находит широкое применение в нефтяной и газовой отрасли, в частности при строительстве магистралей для транспортировки нефти и газа, а также в машиностроении.
- Контактная, осуществляемая электрическим током, имеющим относительно низкое напряжение при достаточно высокой силе тока. Этот способ включает следующие разновидности: сварка встык, шов и точечная.
Кроме этого, в отдельных случаях применяется роликовая и электрошлаковая сварка, трением и термитная, а также ряд других разновидностей.
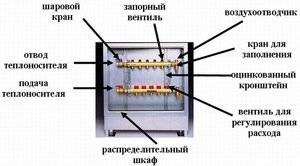
Способ сварки мп
При сборке стыков с односторонней разделкой кромок и свариваемых без подкладных колец и подварки корня шва смешение внутренних кромок не должно быть выше, чем установлено технической документацией на трубопровод.
Подготовленные кромки и прилегающие к ним участки должны был, зачищены механическим способом до металлического блеска и обезжирены на ширину не менее 20 мм с наружной и не менее 10 мм с внутренней стороны.
При сборке стыков труб под сварку следует пользоваться центровочными приспособлениями, предпочтительно инвентарными, непривариваемыми к трубам.
Прямолинейность труб в стыке (отсутствие переломов) и смещение кромок проверяют линейкой длиной 400 мм, прикладывая ее в трехчетырех местах но окружности стыка.
В правильно собранном стыке просвет между концом линейки и поверхностью трубы должен быть не более 1,5 мм, а в сваренном стыке — не более 3 мм.
При сборке труб и других элементов, имеющих продольные и спиральные швы. последние должны быть смещены один относительно другого. Смещение — не менее трехкратной толщины стенки свариваемых труб, но не менее 100 мм.
Последовательность сборки стыка с подкладным кольцом:
- устанавливают кольцо в одну из труб с зазором между ним и внутренней поверхностью трубы не более 1 мм;
- делают прихватку кольца с наружной стороны трубы в двух местах, а затем приваривают его к трубе ни точным швом с катетом не более 4 мм;
- зачищают ниточный шов от шлака и брызг;
- надвигают на выступающую часть подкладного кольца стыкуемую трубу;
- устанаваливают зазор 4-5 мм между ниточным швом и стыкуемой трубой;
- проверяют правильность сборки;
- приваривают подкладное кольцо ниточным швом к стыкуемой трубе.
Приварка подкладного кольца
Корневой шов сваривают электродами диаметром 2,5-3,0 мм. Размеры подкладного кольца: ширина 20-25 мм, толщина 3-4 мм.
Перед прихваткой и началом сварки качество сборки должен проверять сварщик. Качество сборки стыков трубопроводов под давление выше 2,2 MПа или диаметром более 600 мм независимо от рабочего давления проверяет мастер или контролер. При контроле качества сборки стыков паропроводов с рабочей температурой 450°С и выше необходимо убедиться в наличии заводского номера плавки, номера трубы.
Конструкция стыков трубных элементов по РД 153-34.1-003-01
| Подготовленные кромки свариваемых деталей | Способ сварки | Наружный диаметр, мм | Конструктивные размеры | |||
| S, мм | a, мм | b, мм | α, град | |||
| Разделка без скоса кромок и без подкладного кольца | РД | ≤ 159 | 2 — 3 | 0,5 — 1,5 | — | — |
| РАД | ≤ 100 | 1 — 3 | ≤ 0,3; (0,5 — 1,5) | — | — | |
| Г | ≤ 100 | 1 — 3 | 0,5 — 1,5 | — | — | |
| ААД | ≤ 159 | ≤ 4 | ≤ 0,3 | — | — | |
| АФ | ≥ 200 | 4 — 8 | 1,5 — 2,0 | — | — | |
| V-образная разделка без подкладного кольца | РД, МП | любой | 3 — 5 | 1,0 — 1,5 | 0,5 — 1,5 | 30±3; (25 — 45) |
| РД, МП | любой | 6 — 14 | 1,0 — 2,0 | 0,5 — 1,5 | 30±3; (25 — 45) | |
| АФ | ≥ 200 | 15 — 25 | 2,0 — 2,5 | 0,5 — 1,5 | 30±3; (25 — 45) | |
| КСС | ≥ 32 | 4 — 25 | ≤ 0,5;(1 -2) | 0,5 — 1,5 | 30±3; (25 — 45) | |
| РАД, АДД | ≤ 630 | 2 — 10 | ≤ 0,5; (1 — 2) | 0,5 — 1,5 | 30±3; (25 — 45) | |
| Г | ≤ 159 | 3 — 8 | 1 — 2 | 0,5 — 1,5 | 30±3; (25 — 45) | |
| V-образная разделка с подкладным кольцом | РД | >100 | £ 16 | 7 — 9 | — | 15 ±2 |
| РД | > 100 | £ 16 | 7 — 9 | — | 7 ±1 | |
| РД | >100 | £5 | 2,5 — 3,5 | — | 30+3; (25 — 45) | |
| МП | >100 | >5 | 8 — 9 | — | 30±3; (25 — 45) | |
| МП | ≥ 133 | 2 10 . | 8 — 9 | — | 15 ± 2 | |
| АФ | >200 | 4 — 5 | 4 — 5 | — | 15 ± 2 | |
| АФ | >200 | >5 | 6 — 7 | — | 15 ± 2 | |
| Двухскосная разделка без подкладного кольца | Зазор a без скобок — при выполнении корневого слоя аргонодуговой сваркой без присадочной проволоки, в скобках — с присадочнойУглы скоса кромок α в скобках — предельно допустимые | |||||
| МП | ≥ 133 | ≥ 16 | 1,5 — 2,5 | 1,5 — 2,0 | 10 ± 2 | |
| КСС | ≥133 | ≥ 10 | ≤ 0,5; (1 — 2) | 1,5 — 2,0 | 10 ± 2 | |
| Чашеобразная разделка без подкладного кольца | КСС | ≥ 108 | ≥5 | ≤ 0,5; (1 -2) | 3 ±0,2 | 15 ± 2 |
| РД — ручная дуговая сварка РАД — ручная аргонодуговая сварка ААД — автоматическая аргонодуговая Г — ручная газовая ацетиленокислородная МП — полуавтоматическая в углекислом газе АФ — автоматическая дуговая сварка под флюсомКСС — комбинированная: корень шва выполняется РАД, а остальные слои — РД или МП |
Электросварка своими руками
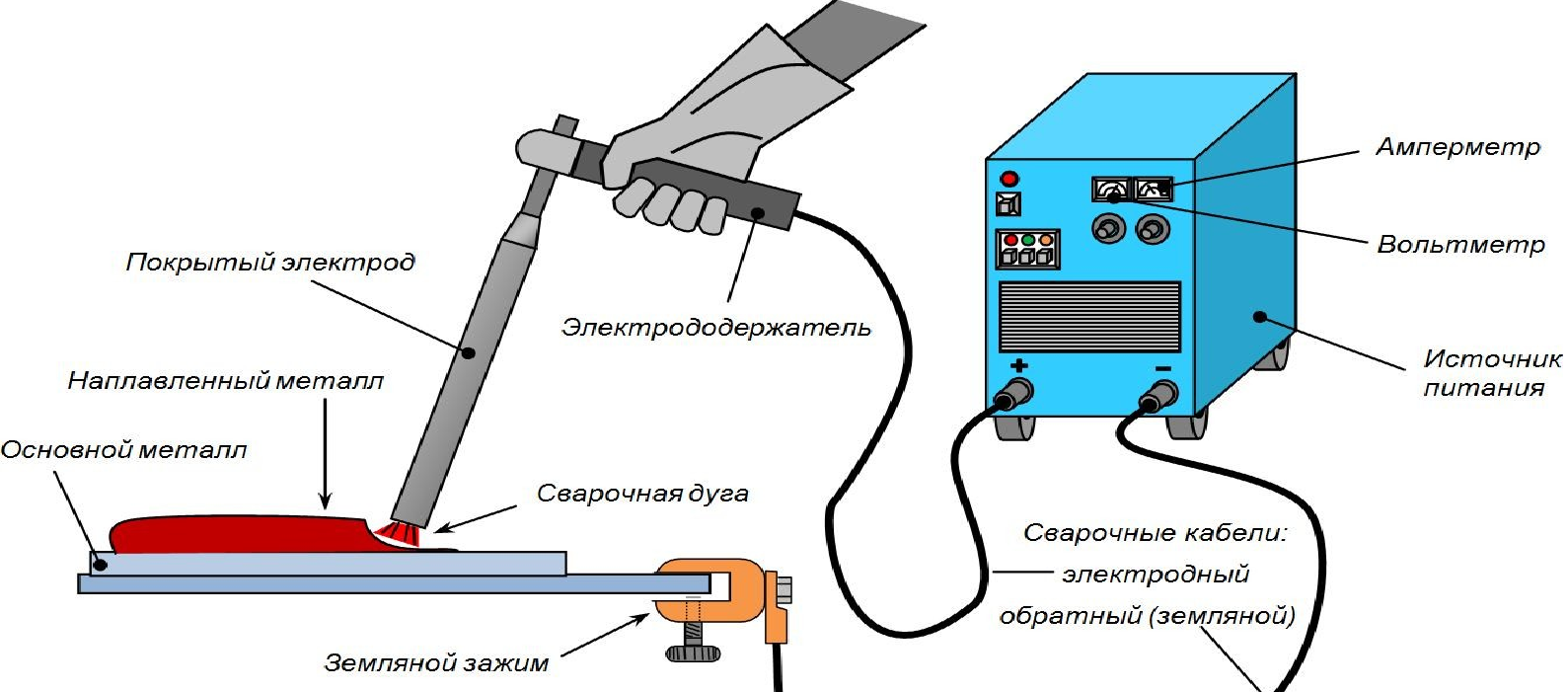
В быту чаще всего применяется дуговая электродная сварка, так как она является наиболее простым и доступным методом и применяется при любом расположении труб. Источником энергии здесь выступает электрическая дуга, а носителем – электрод. Бытовые аппараты, применяемые для электросварки, характеризуется невысокой мощностью, не громоздки и работают от однофазной проводки.
- Сварочный трансформатор – преобразует переменный ток сети в постоянный ток сварки. Прост в обращении, но не в достаточной степени стабилизирует дугу.
- Выпрямитель – отличается более высокой стабильностью дуги.
- Инвертор – преобразует переменный ток в постоянный через инверторный модуль, отличается стабильностью дуги и малым весом.
Электросварка осуществляется с помощью плавящихся и неплавящихся электродов. Первые участвуют в процессе, поставляя частицы для образования шва. Новичкам рекомендуют использовать твердые электроды с плавящимся покрытием.
Диаметр электрода, как и тип используемого аппарата, и собственно метод сварки зависит от характеристик изделия: состава материала, толщины стенки, диаметра и так далее. При работе с трубами отопления или водопроводными, если речь не идет о магистральных конструкциях, чаще всего используются электроды диаметром в 3 мм – для электросварки изделий с толщиной стенок до 5 мм. Если параметр больше, или требуется формировать многослойный шов, то диаметр электрода должен быть 4–5 мм.
Как варить трубы: технология
Перед сваркой водопроводные трубы очищаются – особенно внутренняя поверхность, если кромка неровная, то концы выпрямляются или обрезаются. Затем края и с внутренней, и с внешней стороны зачищаются до металлического блеска. Ширина участка – не менее 1 см.
При большом диаметре или толщине стенки рекомендуется произвести предварительный прогрев – зона составляет не менее 0,75 см. Таким образом предупреждается появление закалочных структур.
- Электрод вставляется в держатель аппарата, активируется подача тока – для этого нужно чиркнуть стержнем по металлу. Сила тока определяется толщиной стенки изделия.
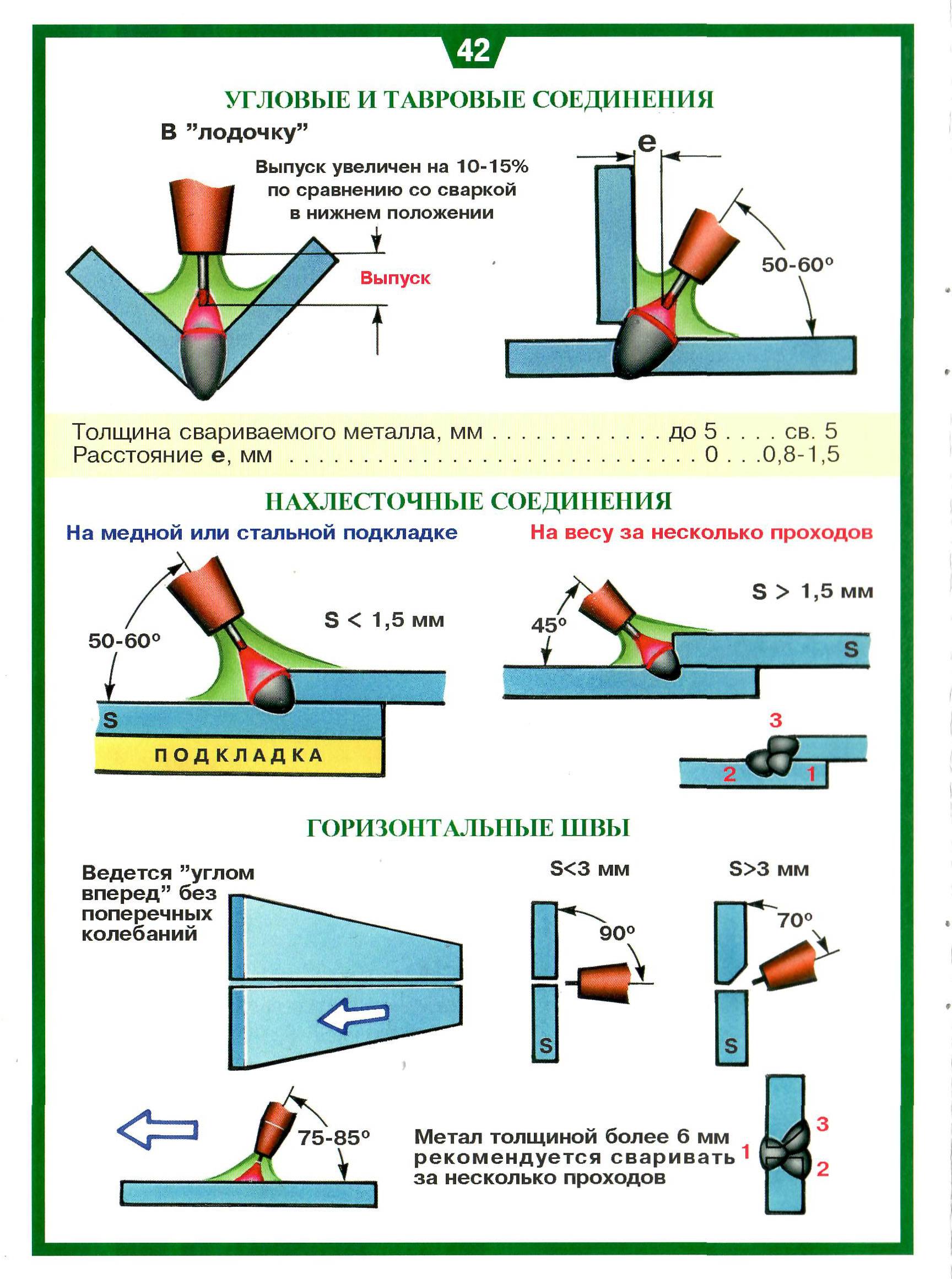
- После появления дуги электрод удерживается в месте стыка на расстоянии не менее 3 и не более 5 мм. Наиболее удобным полагают угол наклона электрода к плоскости участка в 70 градусов, как это показано на фото.
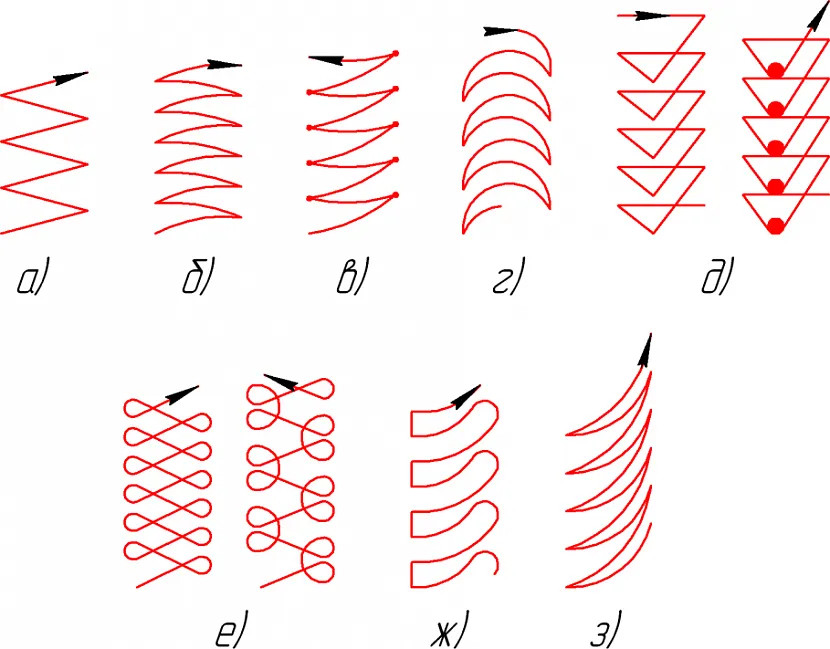
- Шов накладывается не ровным движением, а колебательным, имитируя распределение металла через стык на оба края. Траектория разная – серповидная, зигзагообразная, но в итоге на стыке образуется плотный неширокий валик.
- После остывания с него молоточком сбивается шлак. Если толщина стенок большая, накладывается второй и даже третий шов с обязательным удалением шлака перед каждым следующим этапом.
- При толщине более 8 мм, следует варить первый шов ступенчато: окружность разбивается на участки, фрагменты свариваются сначала через один, а на втором этапе – оставшиеся. Затем сверху накладывают сплошной шов.
Читать также: Расчет веса стального листа
Сварочные работы относятся к опасным: брызги горячего металла, высокая температура дуги, ее яркость представляют нешуточную опасность. Поэтому варить водопроводные трубы или для отопления следует с соблюдением техники безопасности: обязательно использование защитного щитка или маски, брезентовых рукавиц, костюма или халата из плотной ткани – лучше всего брезент. Во время электросварки необходимо, чтобы неподалеку находилось ведро с водой и плед или кусок брезента.
Следующим этапом является подготовка и настройка самого оборудования. Для этого закрепляют зажим заземления, и проверяют изоляцию кабеля на предмет пробоев и прочих дефектов. Вставляют электрод в держатель, регулируют его положение под оптимальным углом, выставляют значение рабочего напряжения, таким образом, чтобы его мощности было достаточно для зажигания дуги.
Важным обстоятельством является последовательность включения сварочного аппарата – сначала настройка тока, подсоединение заземления, замена рабочих элементов и прочие манипуляции и только в последнюю очередь включение питания. При выключении все операции выполняются в обратном порядке.
Сварка стали (электрическая, газовая)
Сварка труб отопления из стали предпочтительней резьбового соединения. Этот метод основан на нагревании кромок соединения до температуры плавления. При этом образуется плавильная ванна с расплавленным металлом, в которую подается припой в необходимом количестве. Постепенно продвигаясь, расплавленный металл заполняет швы. После остывания получается монолитное соединение.


Методов сварки стальных труб отопления достаточно много. Мы будем рассматривать только те, которые могут быть применены при монтаже отопления в домах и квартирах. Главный критерий – это мобильность. Ест два основных подхода.
Электрическая дуговая сварка
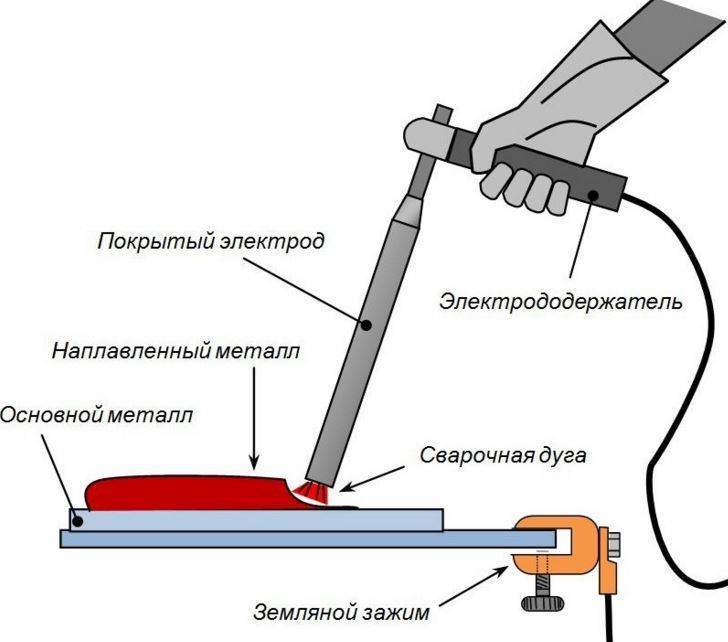
Электрод ручной дуговой сварки
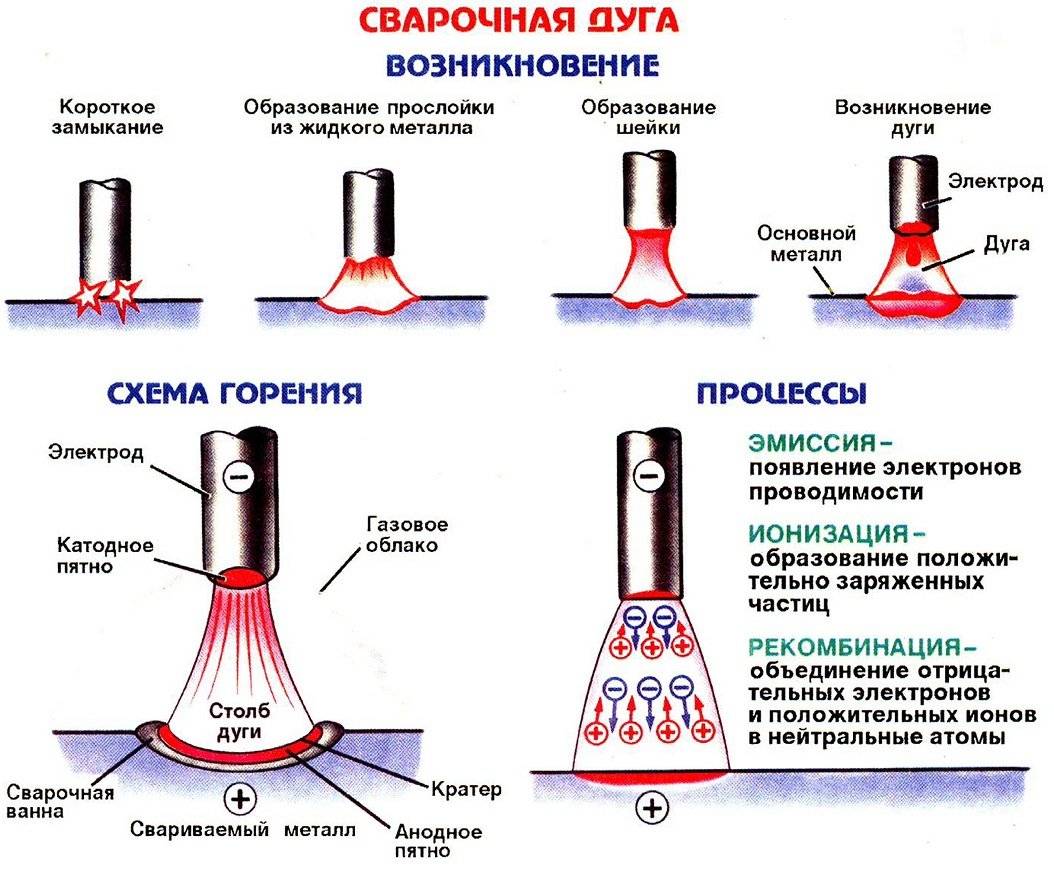
Суть сварки труб отопления электросваркой заключается в том, что на электрод подается напряжение (обычно плюс, но не обязательно), а к контуру подводится минус. Движение электронов направлено от плюса к минусу. Когда от электрода для сварки труб отопления до рабочей поверхности остается совсем немного (расстояние приблизительно равно его диаметру) возникает электрическая дуга. Она настолько мощная, что плавит металл. С этого момента начинаются отличия. Подача металлической проволоки может выполняться вручную, либо же автоматически. Сварка труб отопления электросваркой бывает:
- ручной;
- полуавтоматической (аргонной).
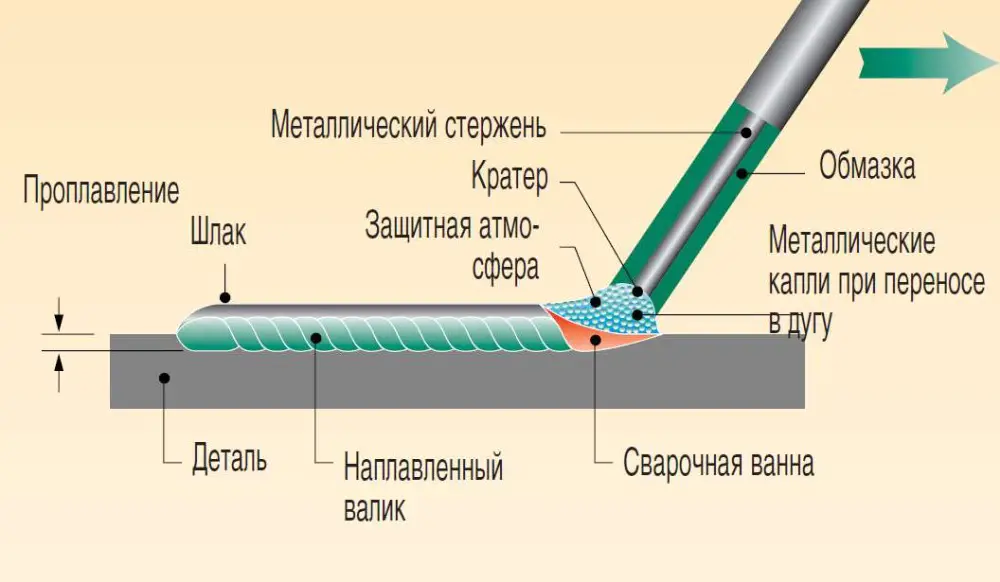
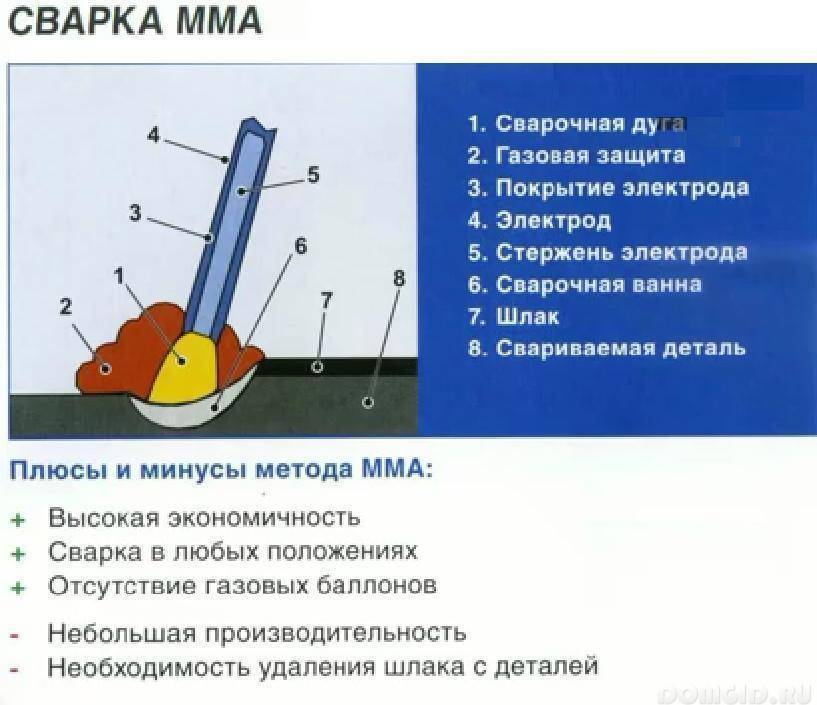
В обоих случаях процесс плавления проволоки в варочной ванной происходит в газе, который выталкивает кислород и улучшает сплавление металла. Для ручной сварки нужны электроды – это металлический плавящийся стержень в специальной обмазке. При горении обмазки выделяется газ и шлак, которые защищают варочную ванну.
В полуавтоматической сварке из баллона подается аргон. Электрод для сварки труб отопления состоит из вольфрама, температура плавления которого 3000 град. Сварка может быть на постоянном и переменном токе. На переменном варят алюминий. При сварке используют присадочную проволоку, аргоновый стержень выступает в качестве нагревателя, по аналогии с газовой сваркой. Также электросварка труб отопления бывает импульсной и безимпульсной.
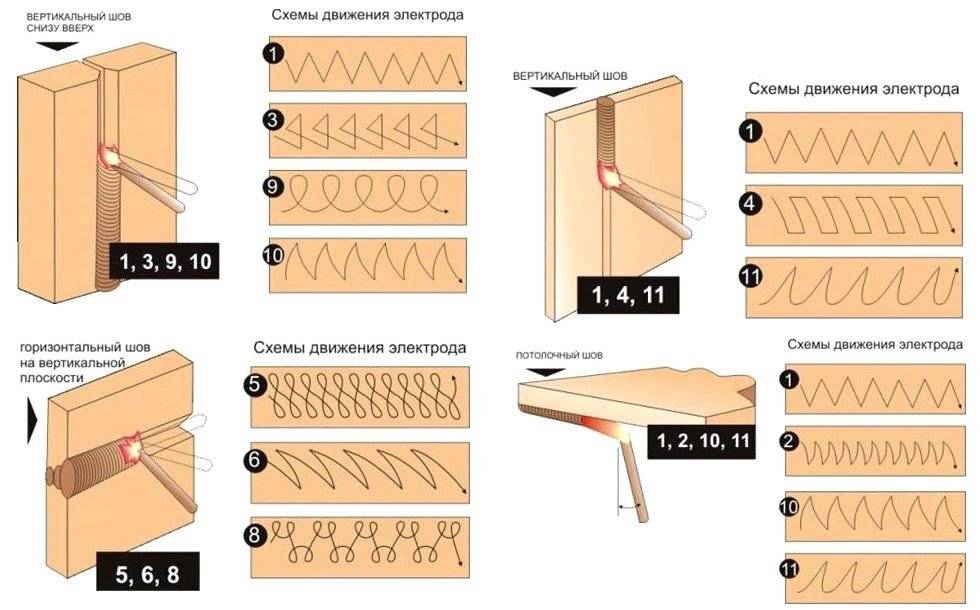
Как варить трубы отопления:
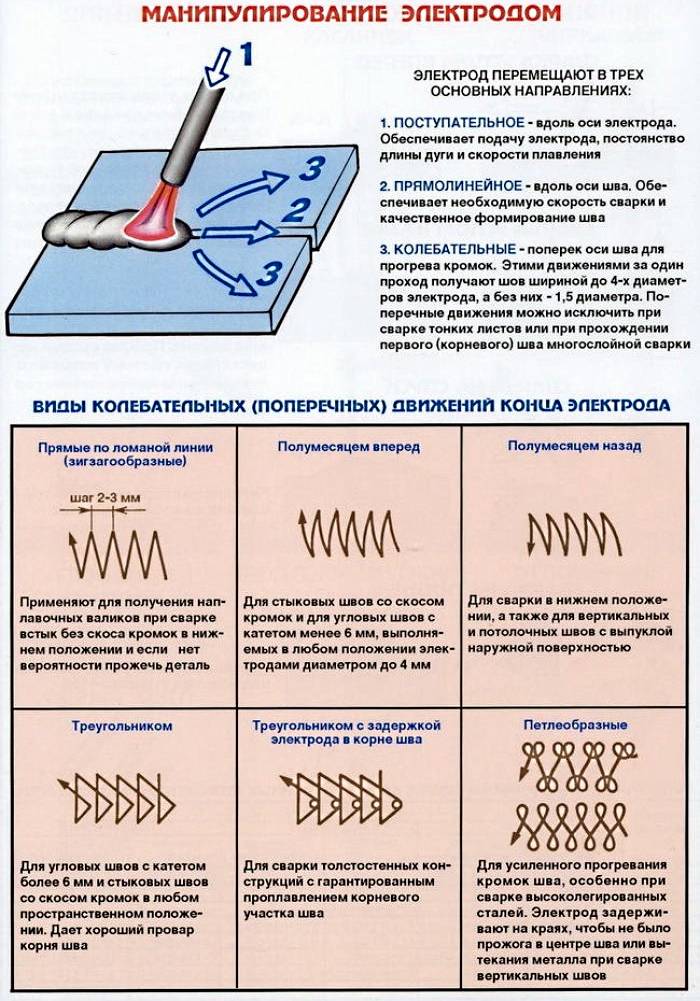
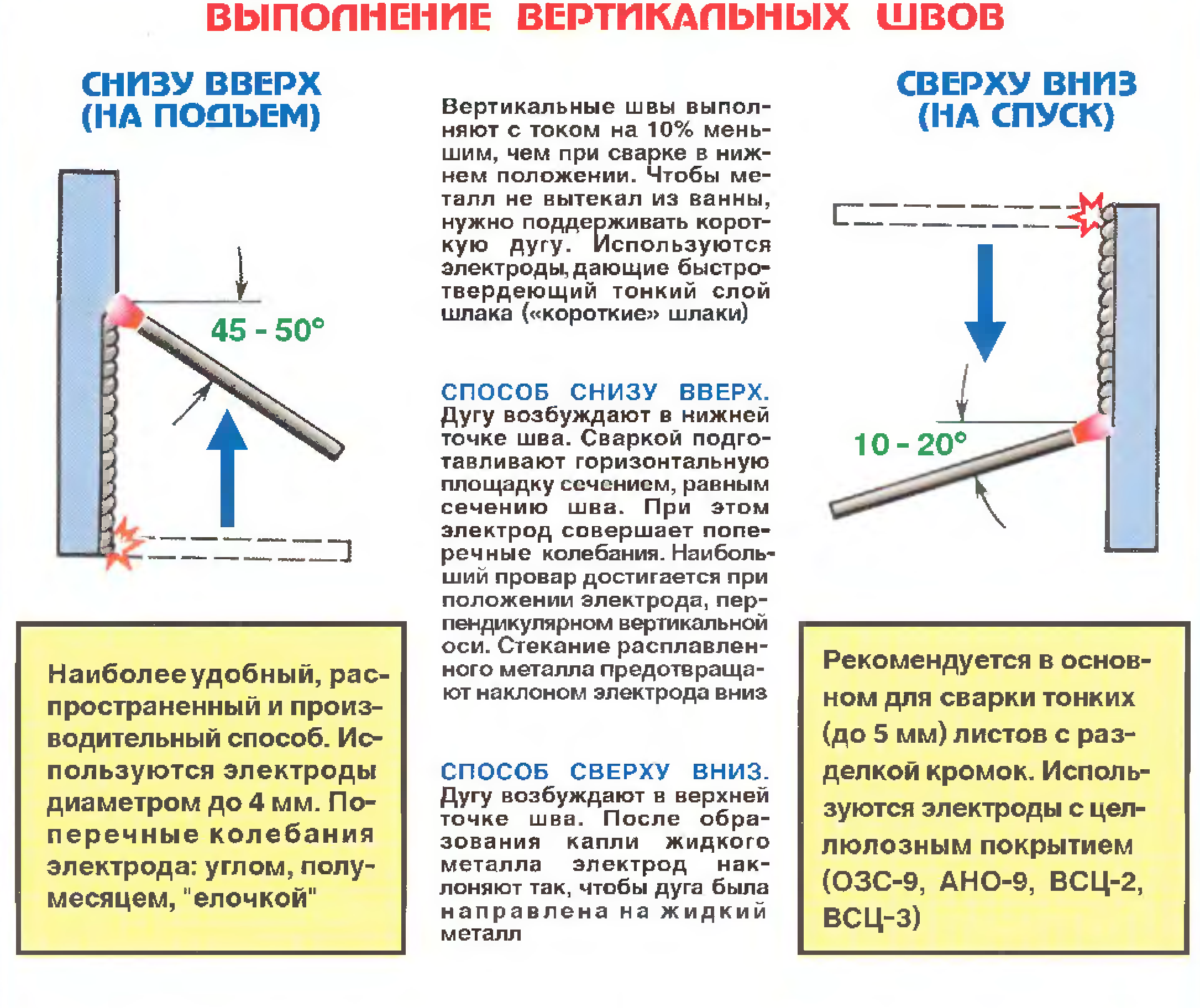
- двигать электрод от стенки к стенке, ёлочкой;
- чередовать движения вперед и назад по прямой;
- чередовать движения вперед по прямой и назад по наружному краю. Края каждый раз чередуются.
Важный момент – это формирование корня шва. Также имеет значение расположение электрода относительно рабочей поверхности. Трубу с обратной стороны варят, смотря в зеркальце, такое получается не у каждого. Как видите, тема очень обширная и сварщик должен обладать определенным багажом знаний и, конечно же, опытом.
Газовая сварка металлических труб отопления
Газовый резак
Звук, когда загорается пламя на резаке газовой сварки, нельзя перепутать ни с чем. Это как взлет маленького реактивного самолета. Как сваривать трубы отопления:
- на резак подается из баллона ацитилено-воздушная смесь. У нее очень высокая температура горения;
- вентилями на резаке регулируется подача;
- факел пламени расплавляет металл, создавая варочную ванну, и вручную в нее макается проволока;
- нельзя давать варочной ванне остыть и потихоньку продвигать ее вдоль шва.
Остается вопрос о том, как правильно варить трубы отопления с обратной стороны. При таком методе чтобы заварить стояк со стороны стенки, нужно совершить дополнительную процедуру. На лицевой стороне, в месте соединения, нужно вырезать окошко и через него с внутренней стороны стояка заварить шов. После этого окошко закрывается тем же вырезанным клочком и заваривается. Газовая сварка труб отопления предпочтительней при работе с малыми диаметрами и тонкостенными катушками.
Электросварка в домашних условиях
Электросварка — это процесс эффективного несъемного соединения металлических деталей. Сегодня он активно используется для создания сетчатой сетки, всех видов рамок, резервуаров. Люди, обладающие соответствующими навыками, на собственном заднем дворе могут создавать навесы для крыш, ажурных заборов и других вещей, необходимых в повседневной жизни. Вот почему многие люди обеспокоены тем, как научиться работать с электросваркой.
Рекомендации:
Хорошо очищайте поверхности для сварки
Важно, чтобы на них не было ржавчины, грязи.
Вставьте электрод в специальное держательное устройство для сварки и сформируйте электрическую арку. Для этого необходимо вызвать движение тока в области сварки.
При электрической дуге необходимо сделать промежуток между ним и соединительной поверхностью
Следует отметить, что размер зазора не должен изменяться от трёх до пяти миллиметров. В противном случае дуга будет периодически прерываться, соответственно, это приведёт к ухудшению качества сварного шва.
Стержень должен удерживаться под углом около 70 градусов. Однако это значение можно изменить, чтобы улучшить комфортность электросварки.
Соблюдайте правила безопасности.
Электросварка требует соблюдения следующих правил безопасности:
Должны быть эффективно изолированы провода, которые подключены к источнику питания и дуговой сварке, а также необходимо заземление корпуса сварочного аппарата. Рекомендуется использовать корпус и дополнительное электрооборудование.
Рекомендуется использовать специальные силовые выключатели в блоках питания. Они во время холостого хода разрывают сварочный контур и накладывают напряжение на 12 В на держатель.
Сварочные работы должны проводиться в хороших сухих перчатках и одежде
Обратите внимание, что, если вы планируете работать в ограниченном пространстве, следует побеспокоиться о подготовке матов из резины или резиновых галошах.
В случае одновременного использования нескольких сварочных аппаратов их необходимо расположить так, чтобы расстояние между ними составляло не менее 0,35 м (оптимальная ширина проходов — около 0,8 м).
Следует уделять большое внимание этим правилам. Ведь электросварка — это довольно травмоопасный процесс
Но любой беды можно избежать, если внимательно изучить вопрос и ответственно подходить к делу.
Как научиться варить электросваркой
Для обучения электросварке необходимо подготовить рабочее место, собрать все инструменты, обеспечить безопасность работы. Если все этапы осваиваются самостоятельно, то потребуется найти материалы для оттачивания навыков.
Начинающему сварщику важно научиться правильно оборудовать место для проведения работ:
- установить защитные экраны;
- убрать воспламеняемые или горючие материалы;
- обеспечить доступ к инструментам.
Нужно подобрать одежду, так как правильно сваривать металл электросваркой с ощущением дискомфорта крайне неудобно:
- одежда должна быть из плотных тканей;
- обувь с подбитыми гвоздями каблуками не допустима;
- на сварочной маске должно быть стекло с регулировкой затемнения;
- рекомендуется использовать спилковые перчатки.
Требуется соблюдать правила сварки металла:
- поверхности деталей должны быть зачищены от окалин, ржавчины, грязи;
- сварочный аппарат следует заземлить;
- при работе нужно соблюдать требования безопасности;
- следовать правилам выбранной методики сварки.
Как подключать электрод
Подключение выполняется к специальному фиксатору, расположенному на одном из концов кабелей. Различают два типа фиксирующих механизмов:
- винтовой, представляющий собой вращающийся фиксатор с зажимом;
- пружинный, позволяющий выполнить фиксацию при нажатии на специальную кнопку.
При использовании инвертора кабель массы подключают к плюсовой клемме, а с зажимом — к минусовой. При аргоновой сварке полярность меняют.





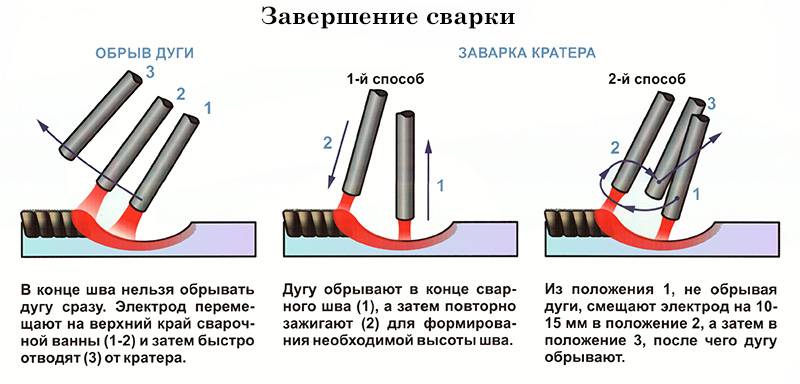
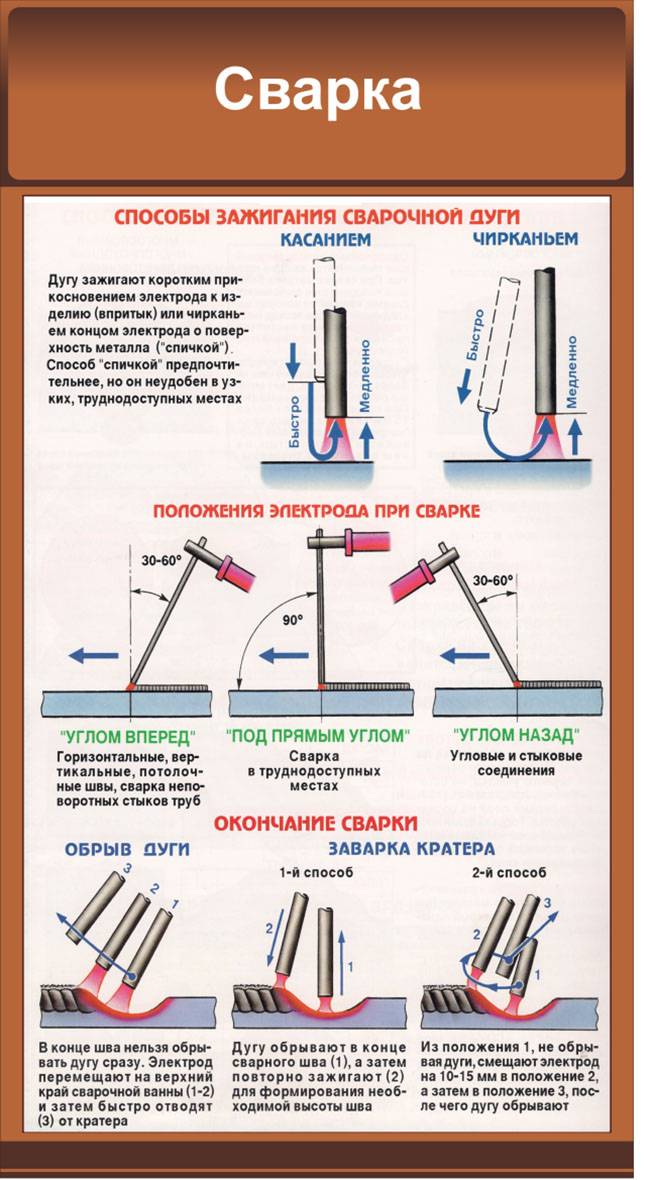
Начало сварки: зажигаем дугу
Зажигать дугу можно следующими способами:
- постукиванием — конец ударяется о поверхность детали несколько раз;
- проведение — вдоль линии шва быстро проводят электродом.
Важно заранее опробовать данные методы и подобрать оптимальный под решение конкретных задач
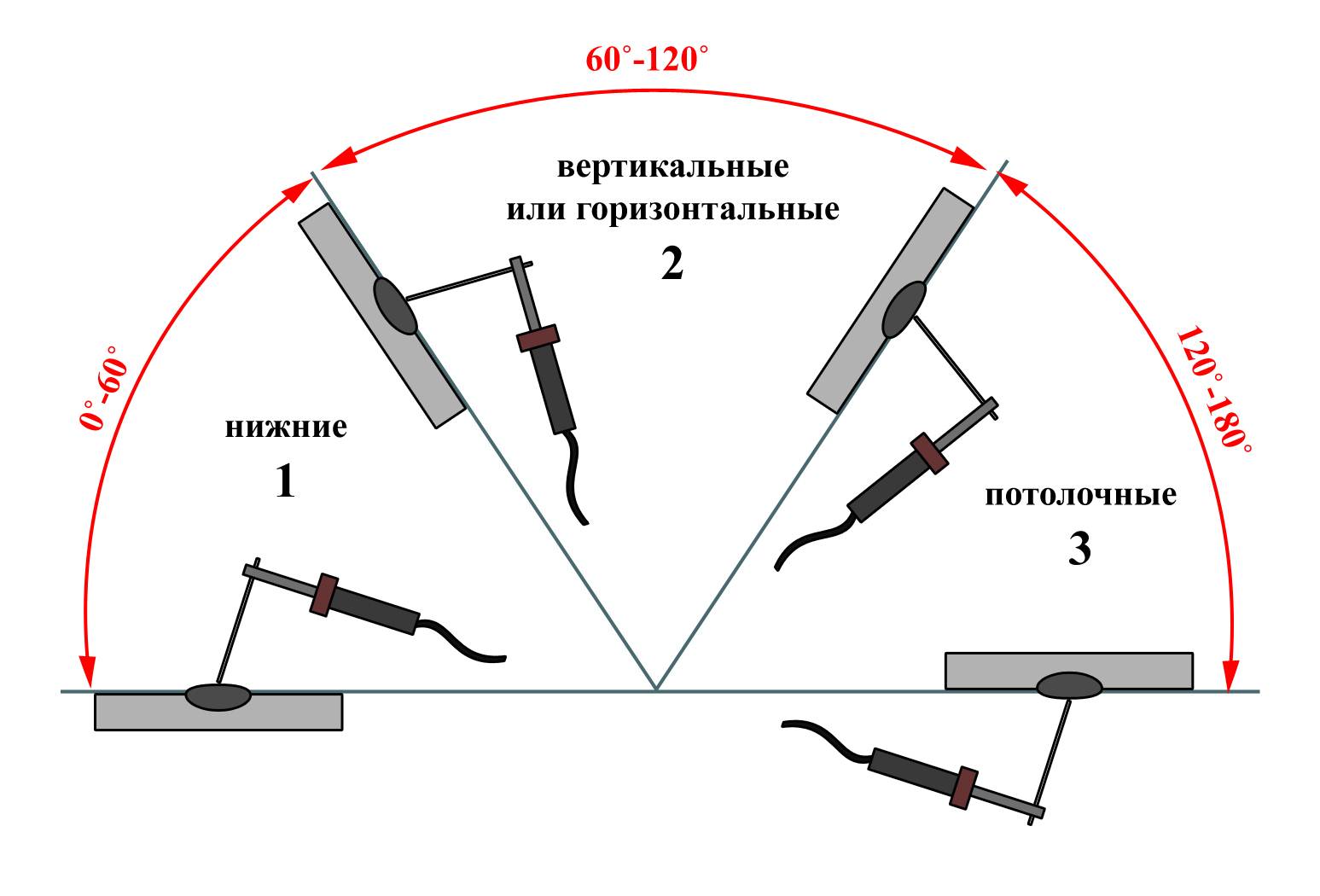
Наклон
Удобными углами наклона электродов над поверхностью свариваемых деталей считаются от 30 до 60. Угол может формироваться такими способами:
- вперёд, позволяющий минимально нагревать металл;
- назад, прогрев деталей осуществляется на максимальную глубину для выбранного тока, шлак движется со скоростью закрытия сварной ванны.
Чтобы полностью контролировать процесс, необходимо соблюдать расстояние от поверхности до электрода от 2 до 3 мм.
Наклон сварки
Движения
При перемещении электрода важно учитывать следующие критерии:
следует заранее продумать оптимальную схему перемещения вдоль поверхности, чтобы получить шов с нужными характеристиками; скорость движения определяет на какую глубину будет проплавляться металл; формирование шва необходимо тщательно контролировать в процессе работы; важно не допускать приближение электрода к поверхности элемента ближе 2 мм; перемещение следует осуществлять только после формирования ванны
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов
Некоторые из них критичны, некоторые — нетВ любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнениеПроисходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений
По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непроварЭтот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.Подрез в угловом соединенииПри угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:Так выглядит прожог шва при сваркеСпособы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.Поры появляются:Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.Холодные трещины ведут к разрушению изделия
Особенности подключения электрода
Если собираетесь научиться варить сварочным аппаратом, то делать это рекомендуется с применения универсального электрода диаметром 3 мм. Перед началом работ необходимо установить электрод в специальный держатель сварочного аппарата. Держатели бывают разных типов — пружинные и винтовые. Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.
Это интересно! Главное требование при установке электрода в зажим — обеспечить его эффективное закрепление.
Когда электрод установлен, следует подключить кабели. Один кабель с электродом крепится к плюсовому контакту, а второй провод подключается к отрицательному контакту на сварочном устройстве, который на конце имеет зажим для присоединения к привариваемой детали. Такая полярность подключения является наиболее распространенная, и называется она прямой. Если же необходимо варить нержавеющие материалы, то к плюсу присоединяется зажим, а к минусу электрод.
Что нужно для работы
Сварочные аппараты
Подберите сварочный инвертор в зависимости от предстоящих задач. Для бытовых нужд (приварить калитку, сделать бак для душа) достаточно моделей на 160 А. Если нужно заварить лопнувшую раму авто, изготовить навес для стоянки — купите аппараты с силой тока 200-250 А. Зачастую для дома и гаража этого достаточно. Но, если планируете в дальнейшем свое производство, не помешает инвертор на 300 А.
Приспособления для сварки
Для подключения инвертора нужны кабеля массы и электрододержателя. Обычно они поставляются в комплекте с оборудованием, но если их нет, выберите здесь
При этом обращайте внимание на длину кабелей. Для сварки за столом достаточно длины 2 м, а чтобы собирать теплицу, понадобятся кабеля 4-5 м
Сварочные электроды
Электросварщику нужны электроды. Состав металла стержня и тип покрытия выбираются исходя из свариваемых материалов. Новичкам рекомендуем купить электроды ESAB с рутиловым покрытием, которые пригодны для ответственных конструкций и сварки во всех пространственных положениях. К тому же цена расходников вполне доступная.


Средства защиты сварщика
Не забудьте обезопасить себя от высокой температуры и вредного света электрической дуги. Купите плотные краги и защитную маску. Новичку будет легче учиться варить в маске-хамелеон, чтобы видеть, куда подавать кончик электрода. Не забудьте про закрытую обувь и плотную одежду с длинными рукавами.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
- Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
Три основных виды соединения
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.