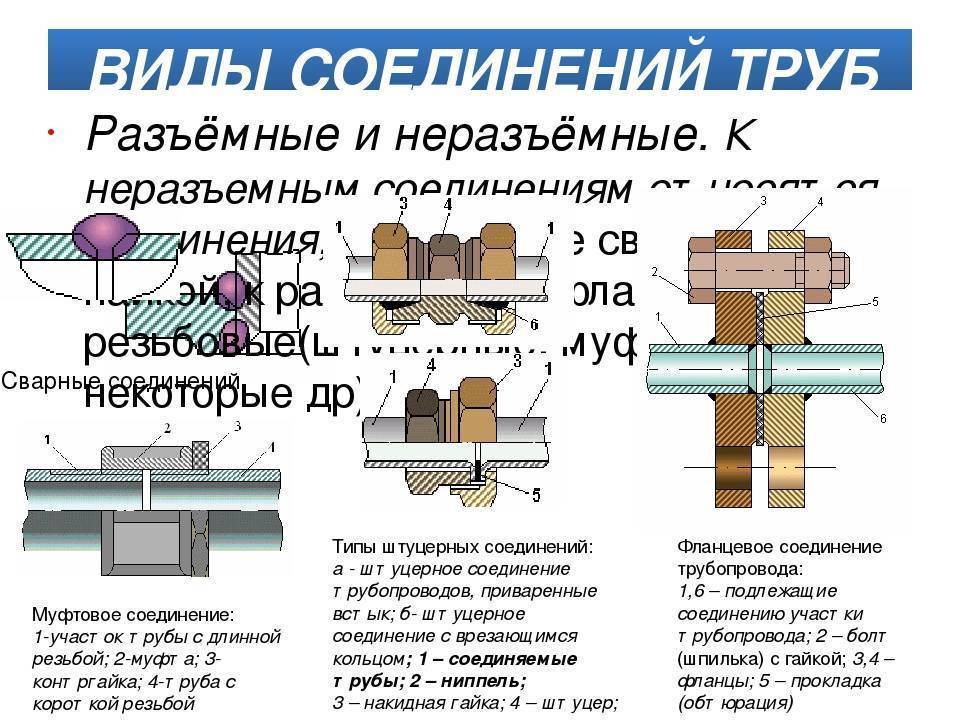
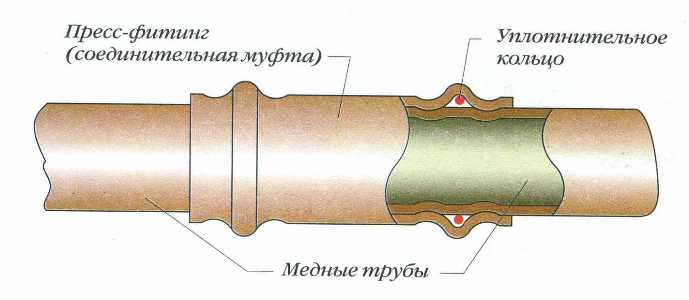
Соединения связывающим обжимом под высокое давление
Достижения в технологиях связывающих обжимных соединений и в разработках материалов для уплотнительных колец, позволяют применять соединения связывающим обжимом для систем высокого давления. Однако системы высокого давления требуют применения несколько иной конфигурации прессовых губок.
 Результат изготовления соединительного узла техникой двойного обжима на 360º
Результат изготовления соединительного узла техникой двойного обжима на 360º
Соединения связывающим обжимом для трубопроводов низкого давления, технологических трубопроводов и линий сжатых газов немедицинского назначения, используют единую стандартную шестиугольную форму прессования.
Соединение с помощью связывающих обжимов под более высокие давления требует использования специально разработанных пресс-фитингов и зажимных губок для обеспечения двойного обжима фитинга на 360°.
Можно ли использовать железные запчасти?
Традиционно для разводки или соединения медных труб используются фитинги из меди. Также могут применяться некоторые сплавы с высоким содержанием этого элемента — латунь, бронза и другие. Но можно ли применять для этих целей комплектующие, которые изготовлены из других металлов? Будет ли уместным применение железных, стальных или чугунных деталей для соединения трубопроводных систем из меди?
Материаловедение дает четкий ответ — нет, для медных трубопроводов нельзя использовать детали, выполненные из других металлов. Объяснение заключается в том, что кристаллическая решетка металлов имеет различную конфигурацию. Поэтому при соединении элементов, выполненных из разных металлов, снижается прочность и герметичность крепления. Могут возникнуть проблемы:
- Низкая прочность. Первое время крепления будут плотно прилегать друг к другу, однако со временем герметичность будет падать. Это приведет к деформации и растрескиванию металла, что приведет к обрыву трубопроводной сети и затоплению комнаты.
- Высокий риск протечки. Появление микротрещин в трубе негативно влияет на герметичность конструкции и структуру самих труб. Небольшие трещины устраняются с помощью хомутов или сварки. Однако это не остановит растрескивание системы, поэтому ремонт — лишь временная мера.
- Высокий коррозийный риск. Область соприкосновения различных металлов хуже покрывается оксидной пленкой. Из-за этого значительно возрастает риск образования ржавчины в этой области. Физика этого процесса проста — незащищенные атомы металла начинают активно вступать в реакцию со внешней средой (вода, кислород, азот). Это приводит к образованию ржавчины, которая будет постепенно разрастаться, захватывая новые участки системы.
- Неприятный вид. Медь обладает характерным красно-коричневым цветом, тогда как другие металлы имеют другой окрас (белый, серебристый, серый). Поэтому неоднородность установки будет заметна невооруженным взглядом. Значимость этой проблемы можно значительно снизить путем покраски конструкции. Однако при длительной эксплуатации начнется растрескиванием труб, что приведет также к растрескиванию слоя краски. Это сделает систему не только малоэффективной, но и некрасивой.

Как спаять элементы на основе меди
Кроме самого металла, необходимо приобрести стандартные дешевые устройства и компоненты. Для защиты элементов, пригодится пастообразный минерал. Помазок, чтобы его нанести. Твердый сплав для паяния (допустим и мягкий, исходя из варианта сварки).
Выбирая сплав для твердой сварки, изучите состав, в нем не должен содержаться свинец. При покупке сплава для паяния мягкой сварки, в нем, кроме компонентов олово и свинец, может содержаться еще серебро.
Независимо от задачи, в продаже есть сплав для паяния медного байпаса трех миллиметров.
Среди устройств понадобится прибор для нарезки металла, с ним можно нарезать патрубки. Заметьте, что прибор для резки труб должен быть хорошего качества, чтобы он не погнул металл при резке и не замял края.
Еще необходим инструмент, чтобы снять пастообразный минерал и щетка, чтобы зачистить байпас внутри. Также понадобится инструмент, чтобы расширять патрубки.
Важно помнить про самый необходимый прибор — горелку. Пламя надо настроить на узкое направление
Если вы не можете работать с открытым огнем, но есть материальные средства, то купите паяльник для труб из меди. Его можно подключить к обычной розетке.
Такой прибор способен работать при любом припое. Его можно взять в качестве замены других инструментов, но надо будет купить качественный аппарат.
Инструкции по монтажу труб
Установка газопровода включает 3 этапа:
- проектирование;
- подготовка труб;
- монтаж.
В конце производится пробный запуск и проверка трубопровода на герметичность.
Разберем основные способы подготовки деталей для монтажа – гибку и резку, а также два популярных способа соединения труб – прессовку и пайку.
Как производится резка и гибка меди
Перед началом монтажных работ необходимо подготовить трубы. Редко встречаются полностью прямые газопроводы, чаще они состоят из комбинаций прямых и согнутых элементов. Это значит, что трубный материал нужно разрезать, а некоторые детали – аккуратно согнуть под заданным углом, 90° или тупым.
Для резки можно использовать ножовку по металлу, дисковую электропилу, но наиболее приемлемым инструментом считается труборез.
 Труборезы отличаются тем, что делают идеально ровный рез перпендикулярно направлению трубы. Резка производится быстро и аккуратно, а ровный край заготовки не требует дополнительной обработки
Труборезы отличаются тем, что делают идеально ровный рез перпендикулярно направлению трубы. Резка производится быстро и аккуратно, а ровный край заготовки не требует дополнительной обработки
В процессе резки следите, чтобы труба не деформировалась – любые выпуклости, трещины или вмятины создадут угрозу герметичности газопровода.
Гибку можно проводить холодным и горячим способом. Первый используют для тонких труб, чаще применяемых в быту, диаметром до 22 мм. Горячий способ применяют для изделий с большим диаметром. Трубу нагревают, заполнив место сгиба песком. Это необходимо, чтобы не было заломов.
 Для холодной гибки применяют трубогибы – специальные станки. В быту используют пружинные приспособления, в которые сначала вставляют тонкие трубы, а затем их аккуратно сгибают
Для холодной гибки применяют трубогибы – специальные станки. В быту используют пружинные приспособления, в которые сначала вставляют тонкие трубы, а затем их аккуратно сгибают
Для нагрева опытные мастера используют горелку, ацетилено-кислородную или ацетилено-воздушную. Рабочая температура – от +650°С. Готовность меди определяют по оттенку: как только она становится темно-красного цвета, можно гнуть. Процедуру проводят быстро, но аккуратно.
Способы соединения: опрессовка и пайка
Если есть время, отработанные навыки и опыт, можно попробовать спаять трубы из меди самостоятельно. Этот способ более длительный, чем опрессовка, но относится к недорогим и надежным.
 Производить пайку следует в определенных условиях: в проветриваемом помещении, при температуре от -10°С до +40°С, а лучше – при комнатной
Производить пайку следует в определенных условиях: в проветриваемом помещении, при температуре от -10°С до +40°С, а лучше – при комнатной
Порядок действий:
- Подготовка деталей: нарезка и гибка труб, при необходимости – развальцовка и калибровка.
- Зачистка концов соединяемых отрезков, устранение любых дефектов.
- Вставка конца одной трубы в расширенный конец другой.
- Прогревание участка пайки до температуры плавления припоя.
- Подача припоя в зазор между двумя деталями.
- Охлаждение зоны пайки и зачистка соединения до блеска.
После выполнения пайки производят диагностику. Тестирование на герметичтость системы проводит специальная комиссия.
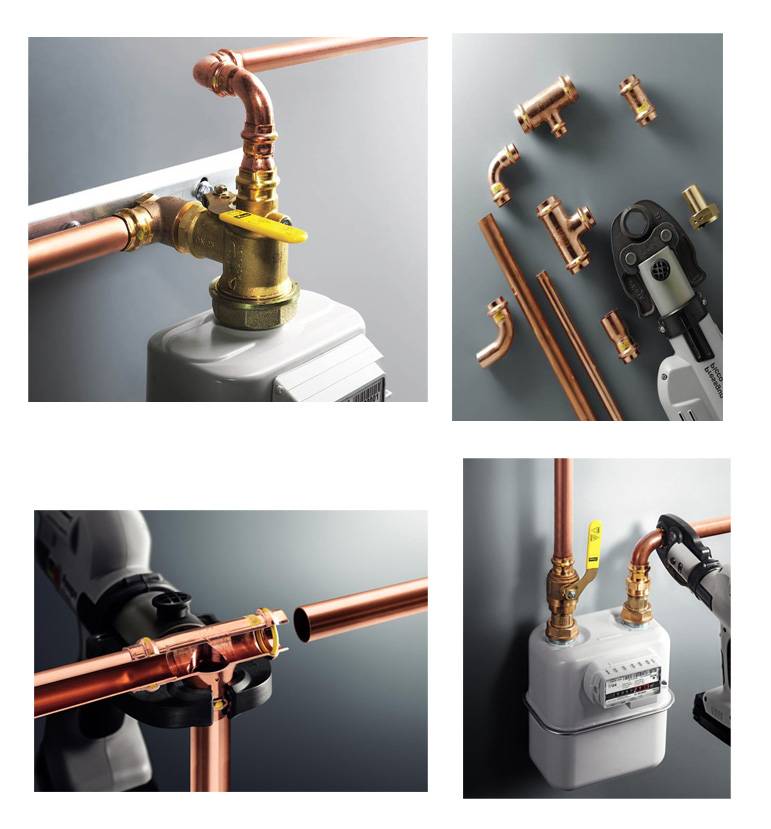
Соединение с использованием пресс-фитингов – надежный современный метод, главным преимуществом которого является быстрая скорость сборки газопровода.
Инструкция по соединению элементов трубопровода прессовкой:
Если рука набита, то при сборке небольшого фрагмента сначала соединяют несколько элементов с фитингами, а затем одним заходом опрессовывают их. Рекомендуется собирать внутридомовую газовую систему по частям – сначала отдельно сложные участки с большим количеством согнутых элементов, а затем уже их между собой.
В соединения медных труб используются также цанговые (обжимные) фитинги, которые практически не применяют в сборке газовых магистралей из-за не слишком высокой надежности разборного узла. Самыми надежными признаны соединения, сформированные пайкой.




Однако для реализации пайки медных труб нужен опыт и соответствующий инструмент: паяльная лампа для низкотемпературного соединения, пропановая или ацетиленовая горелка для высокотемпературного.
Процесс выполнения пайки своими руками
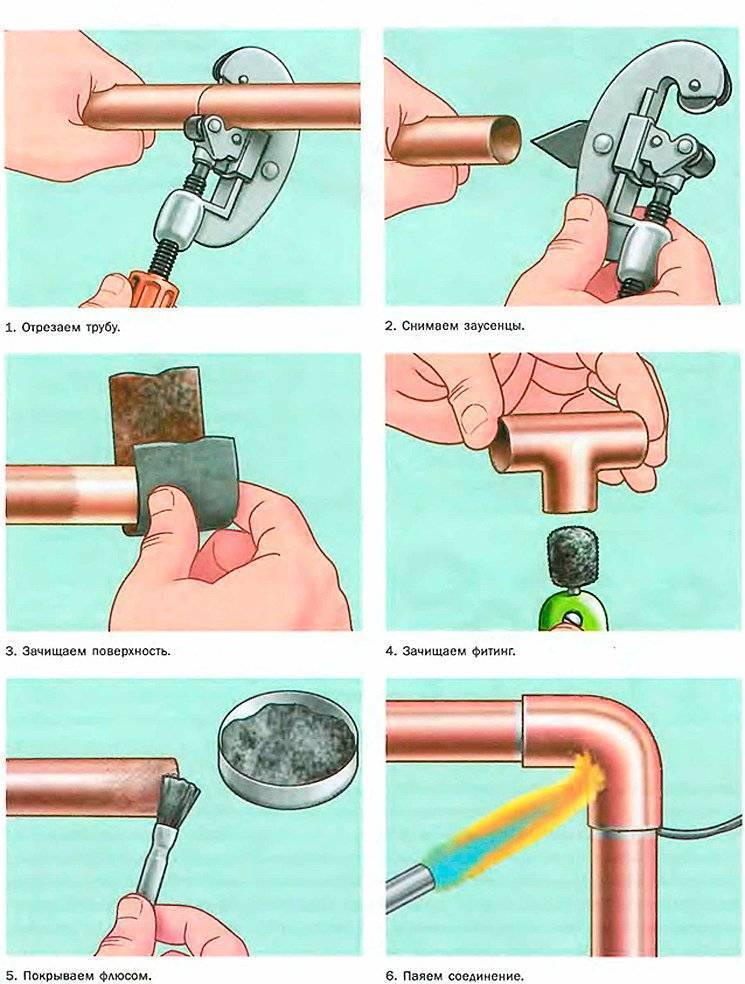
Процесс пайки выполняется в такой последовательности:
- Отрезается часть трубы необходимого размера.
- На ее конце удаляется теплоизоляция и снимаются заусенцы.
- Место пайки и фитинг очищаются шлифовальной шкуркой от оксидной пленки.
- Протирается пыль и на поверхность наносится флюс.
- Конец трубы вставляется в фитинг, оставляя зазор не больше 0,4 мм.
- Производится прогрев соединения горелкой и шов запаивается припоем.
Если горелки нет, то для прогрева подойдет паяльная лампа. Перемещение пламени должно быть равномерным, чтобы отдельные участки не перегревались. Припой для пайки медных труб должен иметь минимальную точку плавления.
Для того, чтобы запаять шов в зазор между трубой и фитингом, вводится припой
Важно обеспечить фиксацию и неподвижность соединения до полной его кристаллизации
Таким образом, монтаж медных труб можно выполнить своими руками, если учитывать все правила и рекомендации. Водопроводная система из таких материалов отличается долговечностью и надежностью.
Монтаж медных труб и фитингов своими руками
Прежде чем мы поговорим о конкретном примере, мы расскажем о возможных альтернативах. Так монтаж медных труб можно производить двумя способами. Первый это механическим креплением, с помощью обжимки фитингов или стягивания накидными гайками, а второй вариант это пайка.
Прокладки являются обособленными деталями, не обеспечивающими молекулярное соединение. Они могут растрескаться, лопнуть, не обеспечить должного прижимания. Все это является недостатками обжимки. Пайка, если она проведена качественно, обеспечивает намного лучшую изоляцию, а значит предпочтительна. Именно о пайке медных труб мы и расскажем в нашем конкретном примере.
Способы соединения медных труб
Сварка
Встречается довольно редко. Сварочной горелкой соединяются между собой медные трубы для отопления большого диаметра (начиная с диаметра 108 мм);
Соединение медных труб при помощи вытяжных фитингов.
Внутри трубы делается отверстие, вставляются кулачки и при помощи специального инструмента вытягивается раструб. Довольно трудоемкий и дорогой способ соединения труб, нужен специальный станок и монтажники не уважают такой вариант крепления.
Вальцовка
Способ соединения медных труб хороший, но его не используют в системах отопления. Очень редко можно встретить развальцованную деталь, и то заводского изготовления.
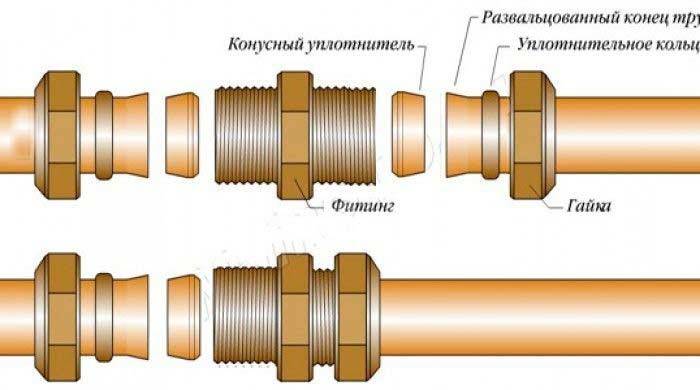
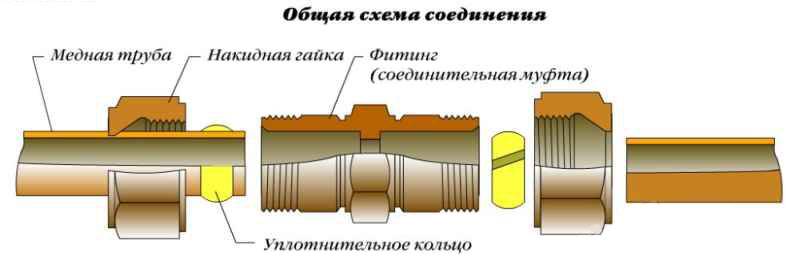
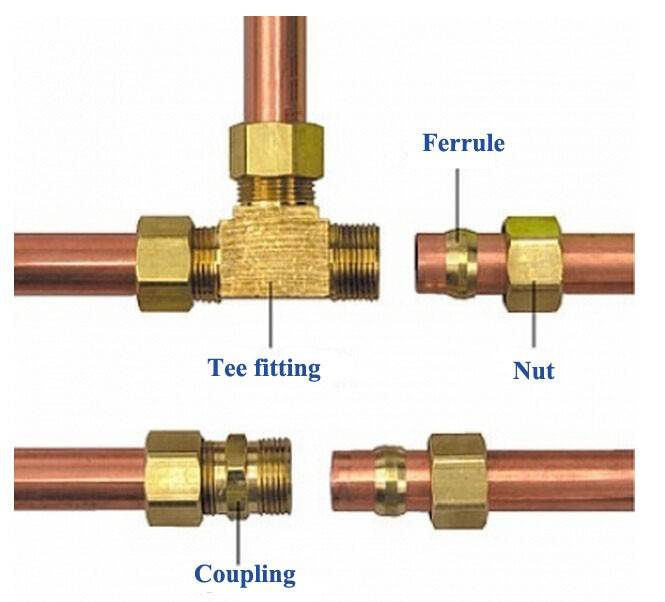
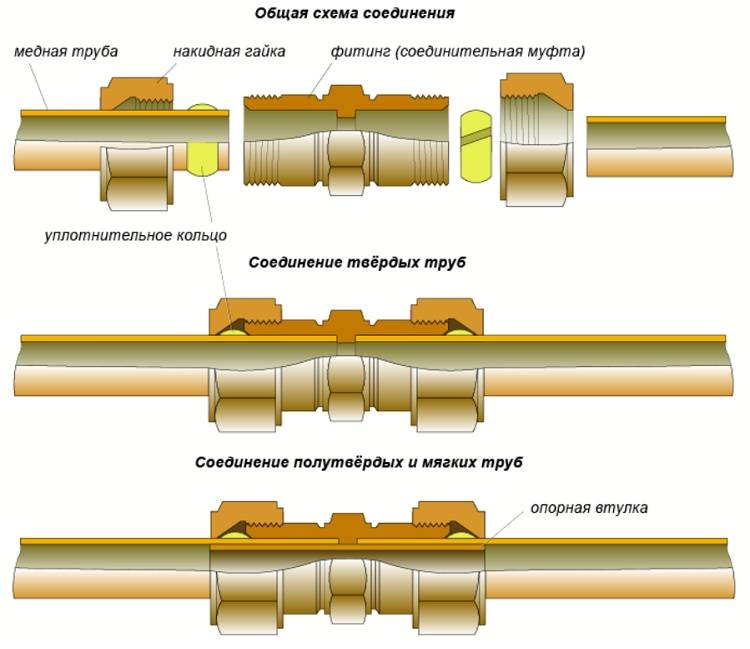
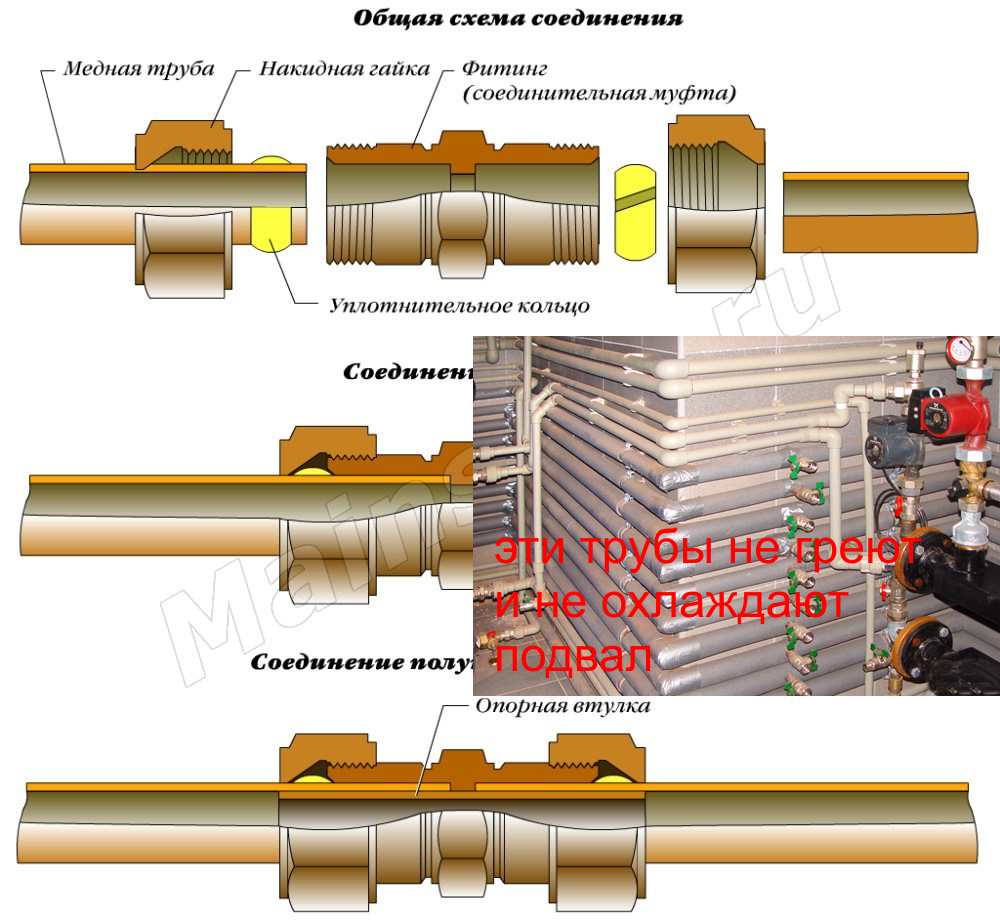
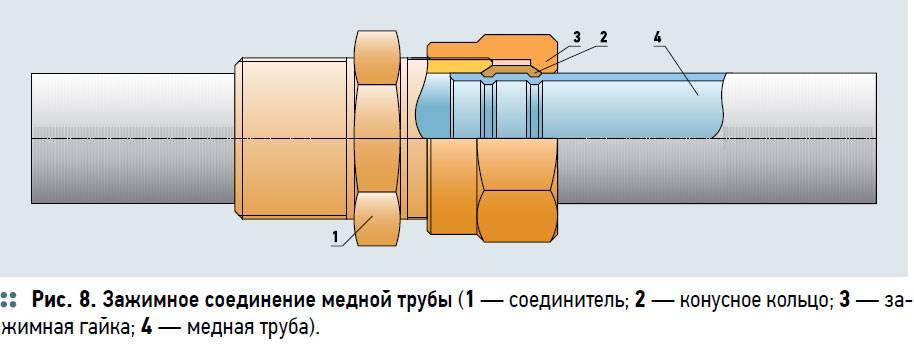
Компрессионный фитинг
Встречается довольно часто. Состоит из трех деталей: гайки, уплотнительного кольца и самого фитинга в виде уголка. Принцип соединения: на медную трубу одевается гайка, уплотнительное кольцо и сам фитинг. Затем гайка закручивается и прижимает трубу к фитингу. С другой стороны делается то же самое.
Недостатком данного метода соединения медной трубы является то, что нет рекомендации с какой силой затягивать гайку на фитинге. Каждый делает это как может и в итоге могут возникнуть утечки воды.
Еще одним минусом является условная неразборность фитинга, т.к. уплотнительное кольцо при одевании на трубу врезается в нее и остается навсегда. Поэтому, чтобы отремонтировать участок трубы (снять фитинг) приходится обрезать этот участок трубы и вставлять новый.
Если вам предложат компрессионый фитинг, лучше отказаться и попросить что-то другое.
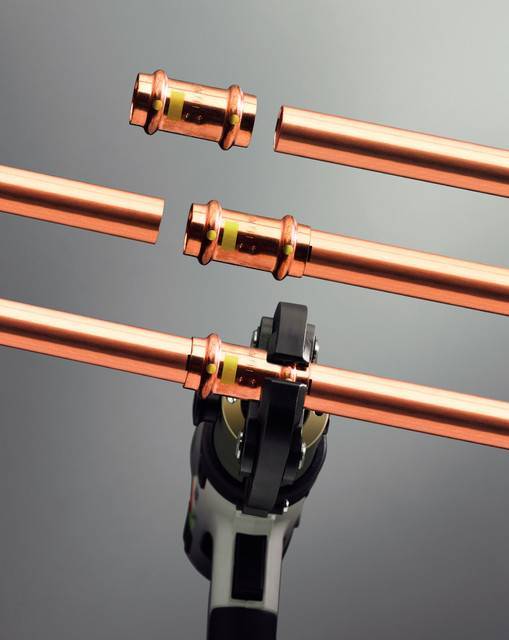
Прессовый фитинг
Встречается редко, т.к. мастеру для его установки нужен набор специальных клещей (порядка двенадцати) и дорогостоящий пресс. Принцип соединения: фитинг накидывается на трубу и зажимается клещами нужного типа. В итоге получается идеально прочное неразборное соединение.
Разница обработки этими фитингами мягкой и жесткой трубы.
Внутрь мягкой медной трубы обязательно вставляется опорная втулка при монтаже компрессионого фитинга. Втулка позволяет сохранить геометрию трубы при сжимании опорного кольца.
Пайка медных труб
Способ позволяет получить качественное соединение медной трубы при помощи недорогого оборудования. Обычно это пропановая горелка для небольших диаметров трубы. Для труб диаметром более 54 мм подойдет ацетилено-воздушная горелка.
Существует два вида пайки — жесткая и мягкая (высоко- и низкотемпературная). Жесткая пайка выполняется при более высокой температуре, нежели мягкая. Бытует мнение, что жесткая пайка прочнее, чем мягкая. Это не соответствует действительности.
Жесткая пайка менее технологична, чем мягкая. Для того, чтобы спаять при помощи жесткой пайки, требуется просто одеть фитинг на трубу, разогреть место соединения до темно-малинового цвета, и после этого присадить припой.
Мягкая пайка включает в себя:
- Зачистка места соединения до металлического блеска,
- Зачистка внутренней поверхности фитинга,
- Нанесение флюса,
- Соединение деталей,
- Удаление излишков флюса,
- Собственно пайка.
Главное отличие мягкой от жесткой пайки в том, что после мягкой пайки медная труба имеет более аккуратный вид, нежели после жесткой. При жесткой пайке трубу сильно разогревается, чернеет по толщине, покрывается хлопьями — зачистить ее невозможно, она не будет выглядеть блестящей медной трубой, она будет черной. После жесткой пайки котельная выглядит безобразно, поэтому если предлагают жесткую пайку — лучше отказаться. Надо применять только мягкую пайку.
Жесткая пайка медной трубы подойдет для тех случаев, когда по трубопроводу будет транспортироваться не жидкость, а газ. Например, для систем кондиционирования, систем транспортирования любых газов разрешена только жесткая пайка, потому что остатки флюса, наносимые на трубу и внутреннюю поверхность фитинга, попадают во внутрь трубопровода и его необходимо вымыть.
Мягкая пайка подходит для гидравлических систем, т.к. она выглядит более эстетично.
Основные виды соединений
Со стартом, есть смысл ознакомиться с инструкцией по разводкам и позаботиться о предподготовке: нарезать несколько труб. Понадобится следующий инструментарий:
- труборез,
- трубогиб,
- ножовка,
- напильник.
Чтобы грамотно сделать зачистку, оптимально использование наждачной бумаги. Правильный расчет материалов можно произвести только при наличии плана будущих работ, какой уместен диаметр труб. Подсчет количества соединительных элементов считается необходимой процедурой.
Существует несколько способов соединения медных труб, используемых в монтажных работах:
- Сварка. На производственных предприятиях, процесс давно автоматизирован. Однако его можно использовать самостоятельно посредством специального аппарата и электродов. Чтобы создать защитную среду, применяется гелий, аргон, азот. В некоторых ситуациях приходится использовать газовую горелку. Электроды используют медные, угольные, графитовые или вольфрамовые.
 Рис 3. Результат сварки
Рис 3. Результат сварки
Грамотно и безошибочно провести сварку сможет только квалифицированный специалист с большим опытом. Связано с множеством нюансов при выборе данной технологии. При планировании самостоятельно выполнять все работы, лучше использовать альтернативный способ соединения.
- Капиллярное. В быту, специалисты редко встречаются с необходимостью соединять медные трубы. Самым простым решением поставленной задачи является пайка с задействованием горелки на газу, либо паяльной лампой.
Различают два способа:
- с применением высоких температур. Понадобиться горелка из пропана или ацетилена, сплавы из тугих металлов,
- при низких температурах. Достаточно паяльной лампы и мягких металлов.
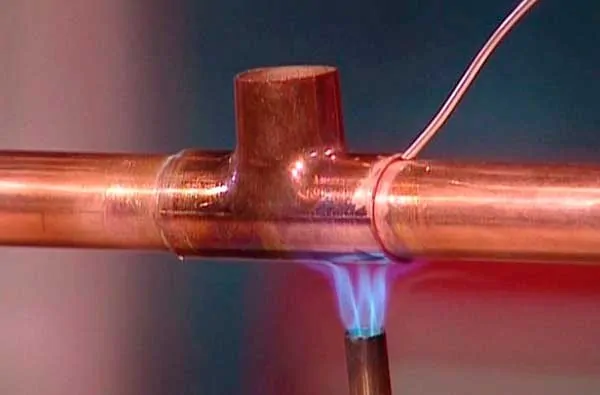 Рис 4. Капиллярная пайка
Рис 4. Капиллярная пайка
Конечный результат получается практически идентичным: надежное и прочное соединение. Первый вариант предполагает более стойкий и гладкий шов. Но повышается вероятность прожигания трубы из-за высокой температуры нагревания газа. Для припоя понадобится основа из олова, либо сочетание свинца с висмутом, медью или серебром. Но применение тяжелых металлов (свинца) не целесообразно выбирать при монтаже водоснабжения.



В домашних условиях реально осуществить:
- соединение медных труб с использованием обжимных фитингов,
- раструбный.
При выборе второго варианта, предварительно расширяется один конец трубы посредством экспандера. Его надевают на конец другой трубы и паяем. Процедура выполняется только на стыковке труб. Расширяя конец трубы, в качестве зазора оставляют 0,1-0,2 мм. Пространство полностью заполняется посредством капиллярной технологии.
Важно не нанести механических повреждений конструкции при пайке. Если труба изготовлена из прочной меди R290, предварительно ее обжигают
В результате получается аналог с большей мягкостью. В процессе расчетов необходимо учитывать изменения давления.
Для облегчения процесса, можно приобрести готовые соединительные крепежи: муфту, тройник, поворот, заглушку. Они уже имеют раструб. Но это требует дополнительных финансовых затрат, хотя и существенно упрощает процедуру, сокращает время на работы.
 Рис 5. Крепежные элементы
Рис 5. Крепежные элементы
Труба покрывается флюсом, чтобы не использовать дополнительные фильтра для очистки. Припой осуществляется при достижении оптимальной температуры. При плавлении металл затекает внутрь. Если попадает большое количество, то оно вытечет самостоятельно изнутри конструкции. Как результат, диаметр трубы становится меньше.
При возникновении осложнений процедуры, рекомендуется задействовать фитинг. Чтобы упростить задачу, на производства используют специальный поясок из капилляров. Остается надеть ее на трубу и сделать припайку.
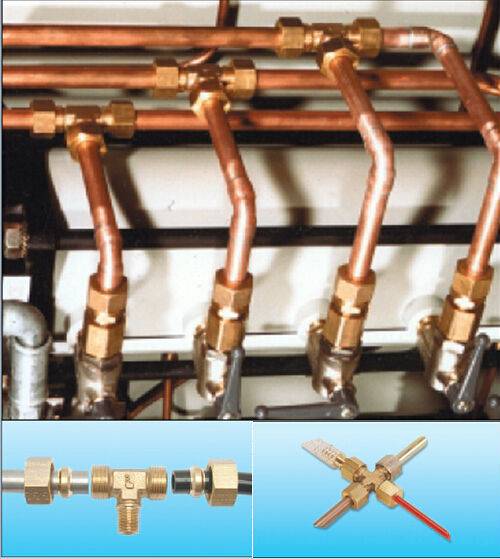
- Пресс муфта или фитинг цанговый. В местах, где планируется сделать припой, надевают кольцо с уплотнением. Если используется пресс муфта, то ее нужно зажать клещами, а при фитинге нужно обзавестись ключом и накидной гайкой. Концы труб должны плотно примыкать, чтобы не было просветов. Муфта исключает протечки.
 Рис 6. Цанговый фитинг
Рис 6. Цанговый фитинг
Для реализации бытовых задач соединение медных трубок с использованием вспомогательных элементов и без пайки является оптимальным вариантом, поскольку снижается вероятность допущения серьезных ошибок.
 Рис 7. Способы соединения медных труб
Рис 7. Способы соединения медных труб
Инструменты для монтажа медных труб
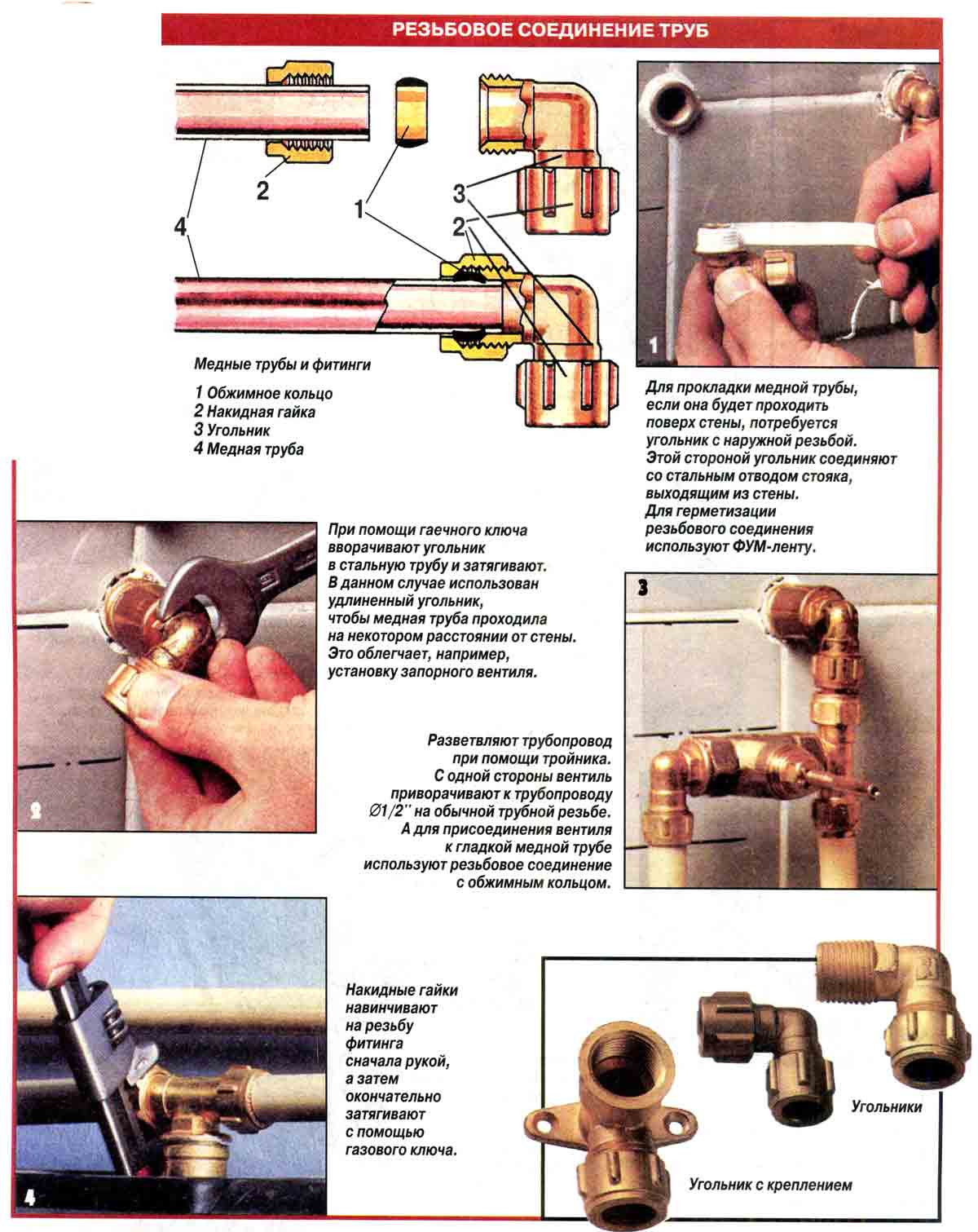
Первое, с чем нужно определиться, отважившись на монтаж медных труб своими руками, это монтировать ли водопровод с помощью пайки или с использованием резьбовых соединений. Монтаж пайкой является более экономичным, но резьбовой проще.
Соответственно, разный нужен и инструмент.
При резьбовом соединении потребуются лишь пассатижи да гаечные ключи.
Отрезают медные трубы с помощью ручного трубореза:
— или ножовкой по металлу.
После отрезания на трубе образуются заусенцы, значит, под рукой должен быть напильник для их удаления. Напильником также снимают фаску на соединяемых торцах.
Гибку медных труб выполняют трубогибом:
На фото ручной трубогиб для медных труб; есть ещё гидравлический.
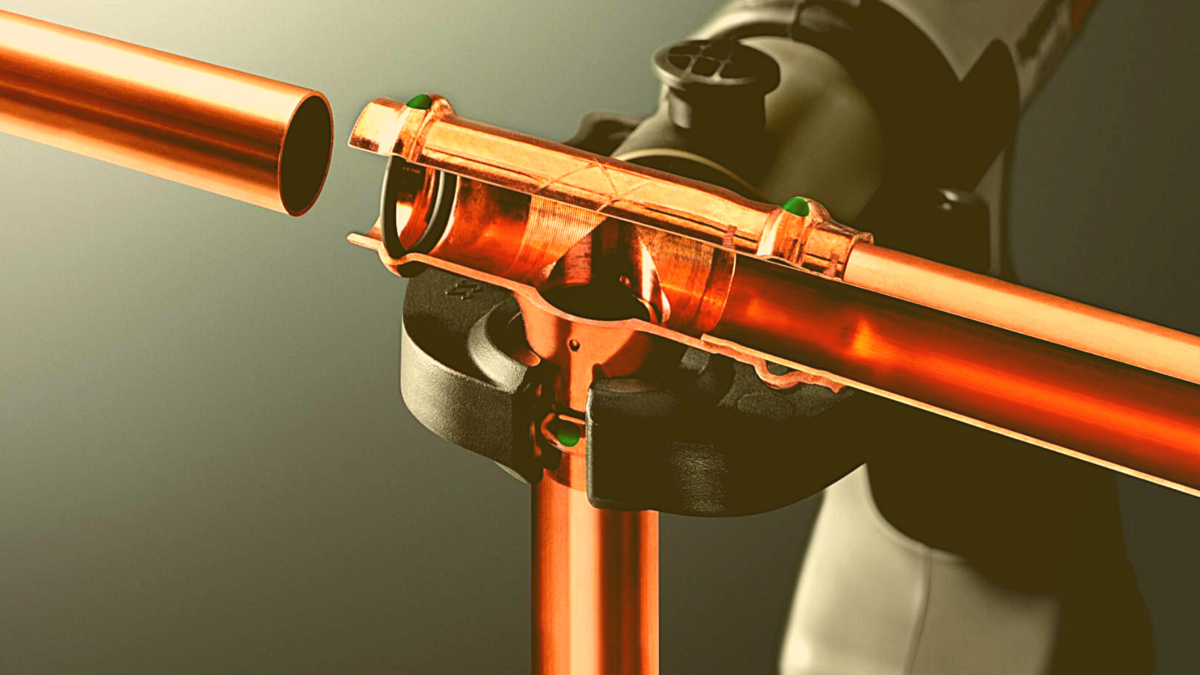
Способ #3: соединение связывающим обжимом (Press-connect)
Соединение медной трубы и арматуры из медного сплава посредством обжимного связывающего способа является быстрым, экономичным и не требует технологии пайки. Метод соединения связывающим обжимом (Press-connect) появился в Европе в конце 1950-х годов и до сих пор успешно применяется. С конца 1990-х годов этот способ соединений распространился по всему миру.
Структурный вид механического связывающего обжимного соединения («press-connect»), где высокая герметичность достигается за счёт использования элестомерного уплотнения
Практика применения связывающего обжимного соединения показывает удовлетворительные результаты. Как и в предыдущем (#2) варианте, здесь используется эффект пластичности и выраженной прочности меди при холодной обработке. Соединение связывающим обжимом предусматривает наличие:
- специального фитинга,
- эластомерной прокладки,
- инструмента обжима,
- специальных губок.
Типичные диапазоны значений давления и температуры для соединений связывающим обжимом приведены в таблице ниже:
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Обжимное связывающее, D = 12,7 – 101,6 мм | 0 – 1375 | минус 18 / плюс 120 |
| Обжимное связывающее под высокое давление, D = 6,35 – 31,75 мм | 0 — 4826 | Минус 32 / плюс 150 |
Сварка плавящимися и неплавящимися электродами
При применении сварки плавящимся электродом используют электроды со стержнем из меди и обмазкой, обеспечивающей защиту сварочной ванны от воздействия окружающего воздуха. Сварка выполняется постоянным током обратной полярности на максимально возможной короткой дуге. Сварочный ток подбирают в зависимости от толщины стенки трубы и диаметра электрода.
Сварка ведётся постоянным током прямой полярности. Применяется присадочный пруток из чистой меди. В качестве защитного газа используют в основном аргон, но при необходимости в роли защитного газа могут быть гелий, азот или их смеси.
При применении угольного или графитового электрода в качестве присадочного прутка применяют чистую медь. Сварку производят постоянным током прямой полярности, длина дуги должна составлять около 10 мм. В качестве защиты сварочной ванны используют флюс, нанесённый на кромки, а также на присадочный пруток.
При применении автоматической сварки в качестве защиты расплавленного металла шва используют защитные газы или порошковый флюс. Режимы и скорость сварки выбирают исходя из толщины свариваемых стенок. Ток постоянный прямой полярности. Сварочная проволока изготавливается из чистой меди. При сварке толстостенных труб требуется предварительный подогрев.
https://youtube.com/watch?v=rurHulFsg6M
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Виды припоев
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.



Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
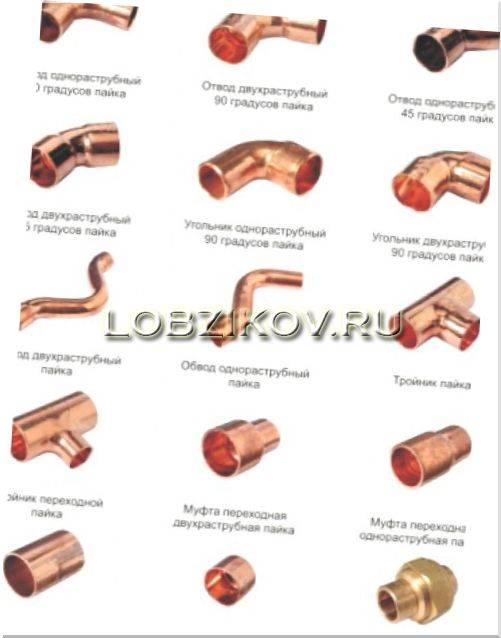
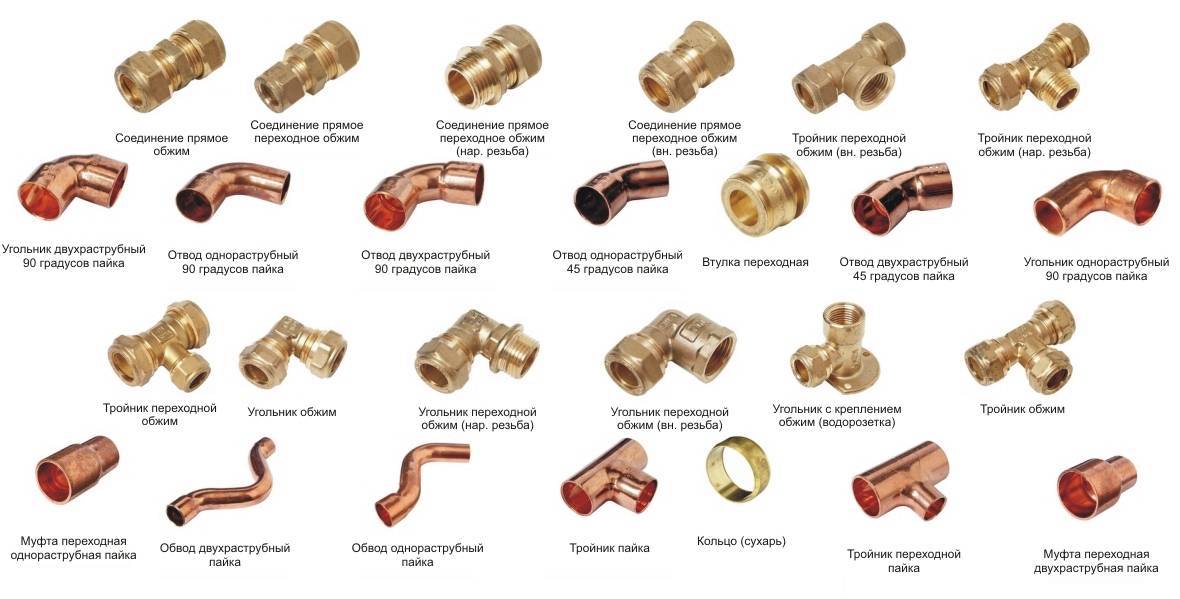
Соединительные фитинги
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Выбор монтажной техники
На практике чаще всего применяется два варианта монтажа медной трубопроводной системы. Перед началом работ, каждый решает сам, какой трубопровод будет: разъемный или неразъемный.
Выделяют следующие методы соединения:
- сварка с применением электрического аппарата,
- посредством прессования,
- использование газовой горелки или электрического паяльника.
Все методы разрешается выбирать в производстве, независимо от вида трубопровода. Главное решить, будут ли дополнительно использоваться фитинги или нет. Если система должна быть легкой и доступной в плане проведения ремонтных работ или добавления дополнительных элементов, целесообразно сделать трубопровод разъемным. Фитинг можно выбрать:
- компрессионный,
- с резьбой,
- с автоматической фиксацией.
Для самостоятельного создания это вариант лучший, нет необходимости применять пайку. Не обязательно иметь большой опыт или знания, чтобы сделать разборную систему самостоятельно в бытовых условиях. Периодически придется подтягивать гайки, чтобы избежать протечек. Постоянная корректировка давления приходит к снижению прочности крепежей.
 Рис 8. Пример неразъемной системы
Рис 8. Пример неразъемной системы
Что понадобится в процессе
Для работы подготавливают припой и флюс. Первый из материалов подбирается с учетом способа пайки. Так, если планируется соединять медные трубы посредством высокотемпературного метода, состав не должен содержать свинец, потому что данный компонент будет размягчать трубу.
Когда используется низкотемпературная техника стыковки коммуникаций, рассматривают варианты вспомогательных материалов, которые содержат олово, медь, свинец или серебро или висмут. Приобрести их можно в виде проволоки диаметром 3 мм.
Флюс применяется непосредственно перед началом пайки. Он предназначен для подготовки труб. При нанесении флюса удаляется оксидная пленка. В результате улучшается растекаемость плавкого материала по коммуникациям на торцевых участках, а одновременно с тем снижается и поверхностное натяжение. Эти факторы позволяют обеспечить надежное соединение благодаря высокой адгезии.
Использование флюса для пайки труб.
Инструменты, которые необходимо подготовить, если планируется выполнять пайку своими руками:
- труборез – используется для нарезки коммуникаций;
- фаскосниматель – формирует фаску, благодаря чему один участок трубы легче входит в торец второго, а еще такое приспособление удаляет заусеницы;
- расширитель – используется для незначительного увеличения диаметра коммуникаций на участке, где будет выполнен шов;
- газовая горелка со смесью бутана, пропана – для высокотемпературной пайки используют смесь ацетилен-воздух или пропан-кислород;
- паяльник – применяется вместо горелки, является универсальным прибором, применяется для пайки, выполняемой по разным технологиям;
- строительный уровень;
- рулетка;
- маркер;
- ершик для очистки внутренних поверхностей труб;
- молоток.
Заключение
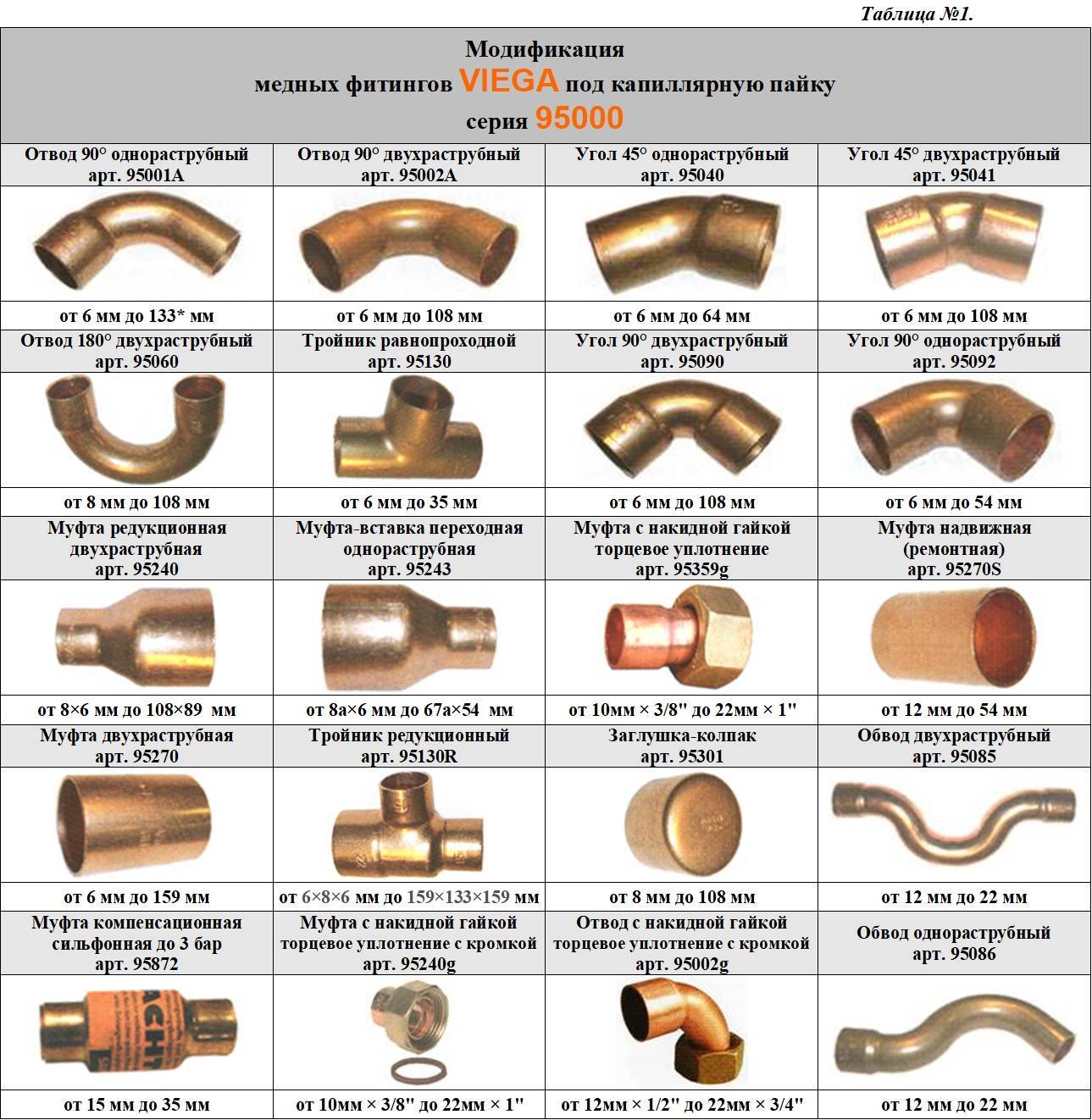
Подведем итоги. Для разведения, соединения и поворота труб применяются медные фитинги. Они отличаются друг от друга по форме, конструкции, характеру соединения с трубопроводом. Медь является прочным материалом, обладающим неплохими антикоррозийными свойствами. Фитинги для медных труб по характеру соединения делятся на виды — резьбовые, обжимные, прессовые, под пайку. Для применения прессовых запчастей понадобится пресс-ключ, который будут выполнять обжим запчасти на трубе (без ключа сделать обжим трудно)
При выборе детали обратите внимание на ее вес и марку
- Справочник снабженца №98. Металлопрокат. Трубопрокат: моногр. . — М.: Торговый Дом Металлов, ЛТД, 2016.
- Соединения с натягом: Расчеты, проектирование, изготовление / Е.С. Гречищев, А.А. Ильяшенко. — М.: Машиностроение
- Справочник по МУФТАМ / В.С. Поляков, И.Д. Барбаш, О.А. Ряховский. — Москва
- Статья на Википедии