Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
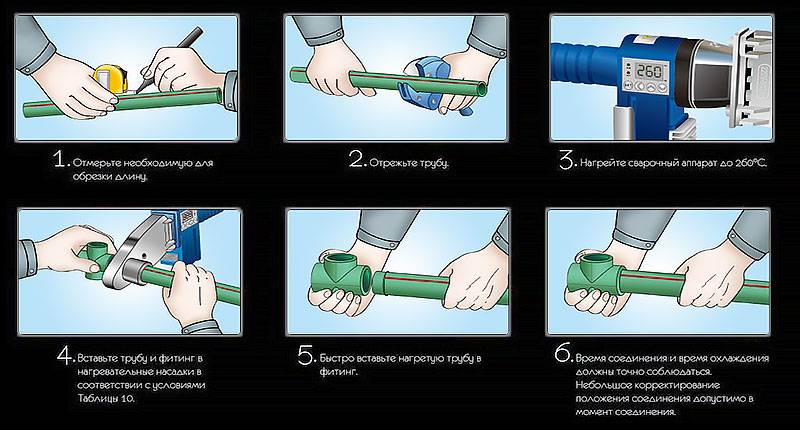
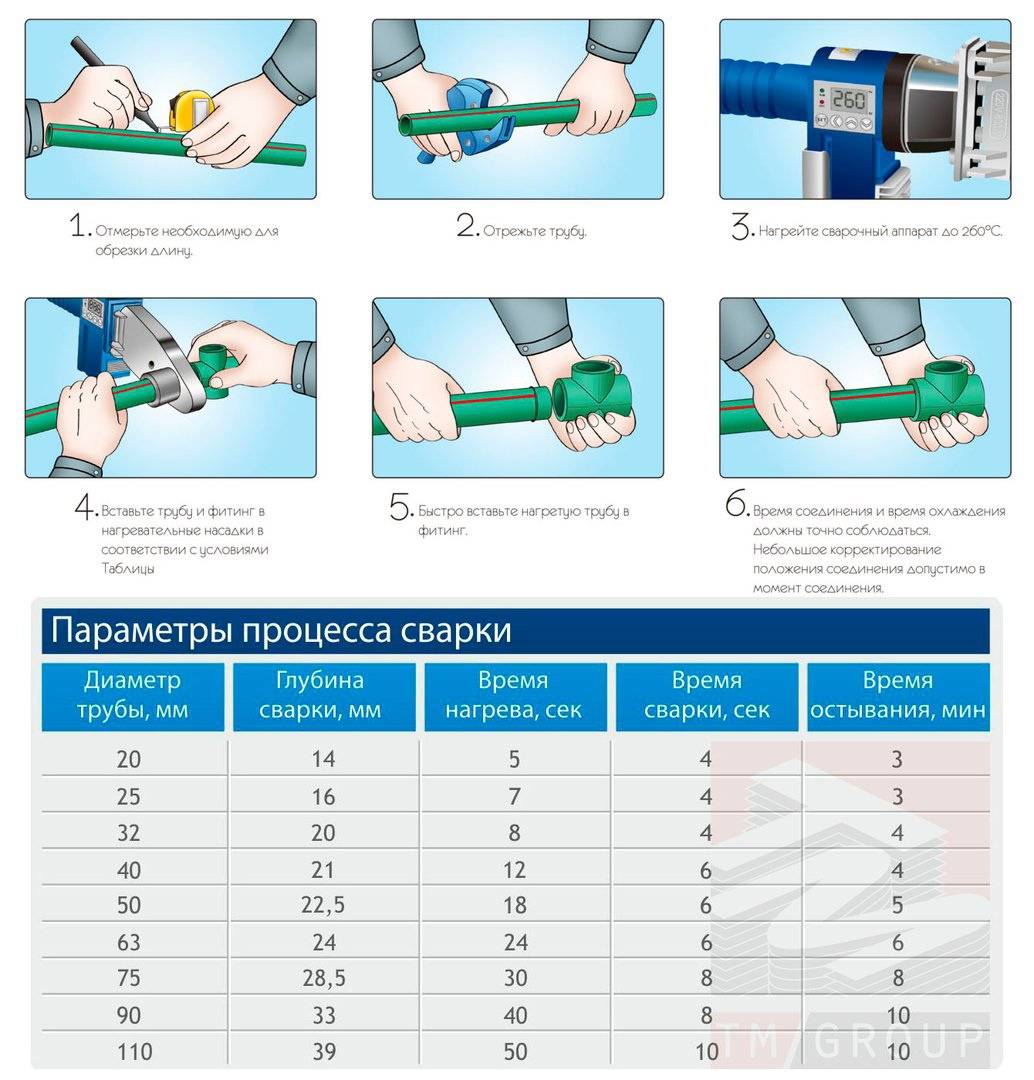
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Галерея изображений
Фото из
Швейер — инструмент для подготовки армированных ПП труб
Удаление двух наружных слоев
Подготовленная к пайке полипропиленовая труба
Обработка перед пайкой неармированной ПП трубы
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Ещё одно приспособление – торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Это интересно: Работа газосваркой — пошаговые инструкции по замене батарей отопления
6 грубых ошибок при сварке полипропилена
Сначала напомню, что в одном из своих видео я рассказывал о 6 недостатках полипропилена:
Однако я все же отметил в одной из своих статей, что .
1. Можно ли проворачивать полипропилен при соединении?
Даже опытные монтажники, которые очень редко нарушают технологию сварки, часто допускают эту ошибку.
Нельзя проворачивать трубу в фитинге! Понимаете? Нельзя!
Никто не запрещает немного корректировать трубу — но не на 90–180 градусов! Нужно изначально вставлять трубу в фитинг правильно, чтобы не деформировать полипропилен.
2. Трубу нельзя перегревать и переохлаждать?
Я уже рассказывал в одном из своих видео, почему полипропиленовая труба не должна дымить в паяльнике:
Например, потому, что в дыме содержаться ядовитые вещества, и если вы на протяжении 20 лет работы будете им дышать каждый день, серьезные заболевания вам обеспечены.
Просто страшно смотреть на «мастеров» с ютуба, которые прямо советуют ставить сварочный аппарат на 300°C! Если полик дымит — это означает, что он перегрелся!
Такая «технология» сварки — прямой путь к завариванию стыка. Так делать запрещено! Если я вижу подобных «мастеров» на объекте — увольняю без разговоров.




Кстати, производители не рекомендуют сваривать трубы при температуре ниже 5°C в помещении или на улице. Полипропилен при низких температурах вообще легко деформируется, так что его не то что сваривать, но даже переносить или хранить в холоде запрещено!
3. Можно ли сваривать пыльные и грязные трубы?
Полипропиленовые трубы часто сваривают на стройке или при ремонте, когда вокруг разведена грязь. Попадание частиц грязи, пыли, песка или цемента в соединение ни к чему хорошему не приводит.
Мастер обычно просто берет трубу, фитинг, вставляет в сварочный аппарат и крепит соединение. Как вы думаете, это правильный подход к делу? Нет!
Трубы следует подготавливать к сварке — очищать их от пыли и грязи. Без подготовки вероятность того, что соединение потечет — вырастает в разы. А ведь в доме таких соединений — сотни и даже тысячи! Может потечь уже через 2-3 года.
Я рекомендую всем сварщикам приобрести тряпочку, чтобы очищать трубы и фитинги от пыли и грязи перед сваркой. Кстати, производители вообще рекомендую обезжиривать соединение перед сваркой. Вы так делаете?
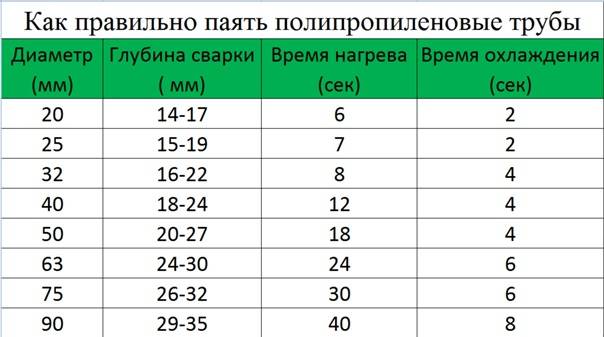
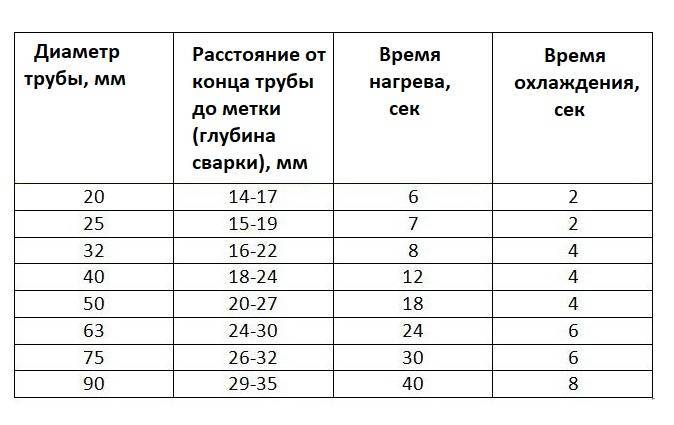
4. Сколько держать в сварочном аппарате полипропилен?
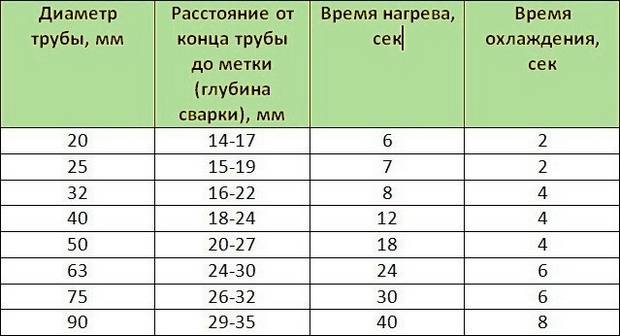
Многие мастера, даже опытные, заблуждаются на счет того, сколько времени нужно греть полипропилен при сварке. Получается так, что мало кто вообще соблюдает какие-то нормы по времени.
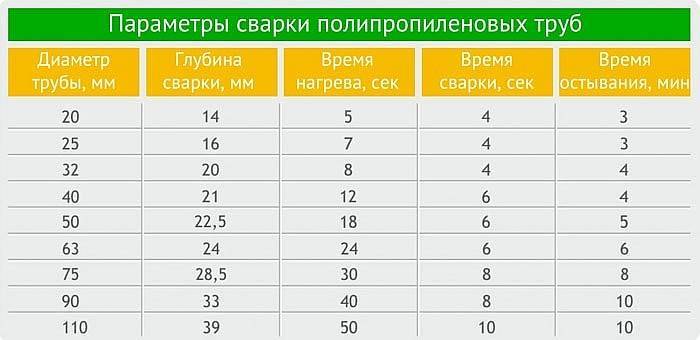
Если вы регулярно производите сварку полипропилена, потрудитесь заглянуть в справочную литературу и узнать, сколько нужно держать в сварочном паяльнике полипропиленовые трубы диаметром 20, 25, 30 и 40 мм.
В лучшем случае трубы дадут сбой при опрессовке, а в худшем — через 3-5 лет. Время сварки нужно соблюдать, есть технология, и правила нужно блюсти. Это все к той же истории, что . Конечно, плохо работает, если используется труба без армирования алюминием и не соблюдаются технологии сварки!
5. Полипропилену нужно дать остыть?
Тут, наверное, удивятся даже опытные монтажники. Они скажут:
Да, по нормативам трубу с фитингом после соединения нужно плотно держать вместе. Полипропилен не схватывается в мгновение ока — должно пройти некоторое время, прежде чем соединение можно отпустить.
6. Можно ли сваривать трубы от разных производителей?
Разумеется, нельзя. Если у вас закончились фитинги одного производителя, купите ещё, а не сваривайте трубы N с фитингами M. Производители запрещают подобное категорически!
Вывод: не случайно сварку полипропилена считают почти искусством — слишком многое нужно предусмотреть, чтобы получилось качественное соединение; даже опытный монтажник может совершить ошибку и нарушить технологию.
Напомню, в одной из своих статей я рассказывал, почему .
Ответьте на несколько вопросов и узнайте стоимость монтажа вашей идеальной системы отопления: перейти на сайт с интерактивной анкетой.
Бесплатная консультация: +7 (495) 369-31-97WhatsApp FB ВК Подробнее об услугах на моем сайте
Муфтовая сварка ПНД труб
Муфтовая сварка
Муфтовая сварка имеет другой порядок действий и иной набор материалов. Для проведения работ обязательно понадобится паяльник для ПНД труб, а также набор насадок. Часто в таких соединениях используется дополнительная аппаратура, такая как уголки и эксцентрики. Соединение торцов изделий проводится после того, как к ним будут присоединены фитинги.
В работе используется паяльник для полипропиленовых труб, который содержит несколько металлических деталей. Эти детали и нагревают пластиковые агрегаты. Одна из них представляет собой дорн – специальный элемент, который вставляется во внутреннюю часть фитинга. Другая же, гильза, служит для нагрева самого участка.
Проведение муфтовой сварки требует особой подготовки. Нужно осуществить ряд действий, помогающих повысить качество соединения:
- Заготовки должны быть подрезаны и выставлены ровно друг напротив друга.
- Края нужно очистить от загрязнений и остатков пластика.
- Те трубы, которые сейчас не используются, необходимо заткнуть пробками во избежание засорений.
- Нужно осмотреть паяльный прибор на наличие загрязнений или остатков пластика от прошлых работ. В случае необходимости очистить.
После проведения всех подготовительных работ можно со спокойной душой взяться за реализацию данного метода сварки. Порядок реализации:
- Соединяемые детали нагреваются паяльником до определенной температуры. Обычно за этой температурой следит сам прибор, который в нужный момент подаст сигнал об остановке нагрева.
- Труба с усилием вставляется в гильзу, а фитинг насаживается на дорн. Часто для выполнения этих операций потребуется довольно большое усилие. Вставлять детали необходимо до упора.
- Лишняя часть пластика будет выдавлена наружу и создаст валик в виде кольца.
- Затем обе детали необходимо снять с инструмента и плотно соединить между собой.
- После полного остывания можно продолжать работу по подключению трубопровода.
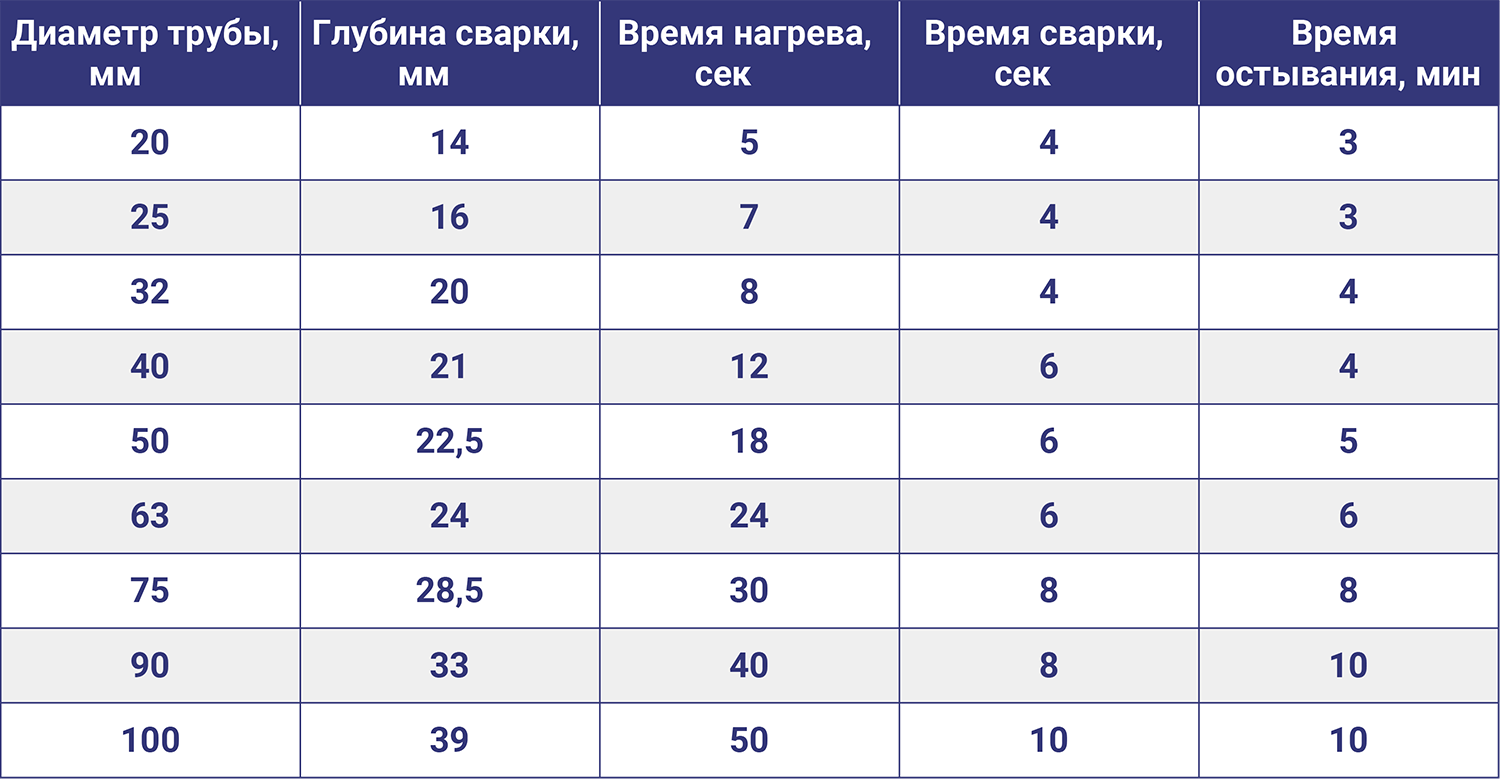
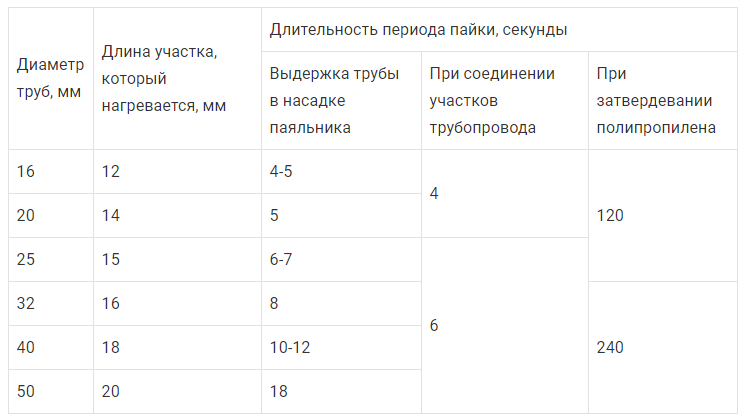
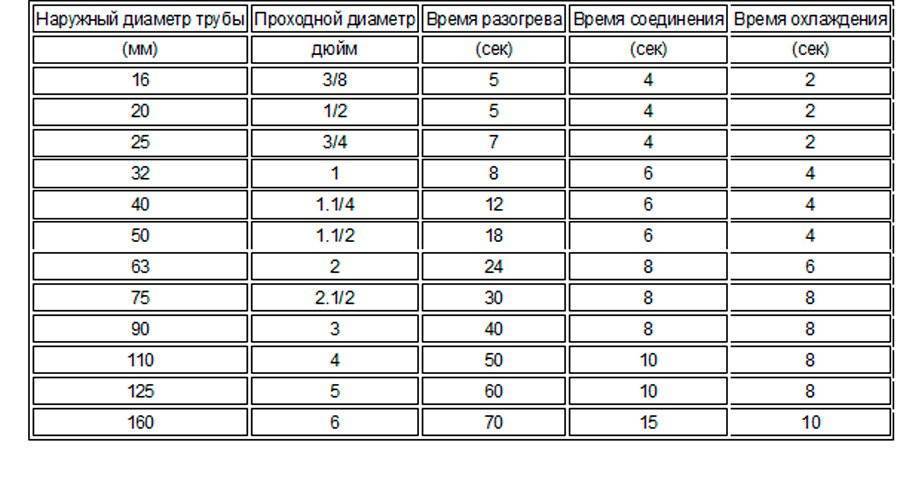
Продолжительность пайки можно узнать из нормативов, в которых это время указано в зависимости от диаметра деталей.
Соединение с фитингом
Также необходимо помнить, что прикладывать усилия при соединении трубы и фитинга необходимо только до тех пор, пока детали не уперлись. Если продолжить воздействие, можно нарушить целостность соединения, что вызовет негативные последствия в будущем.
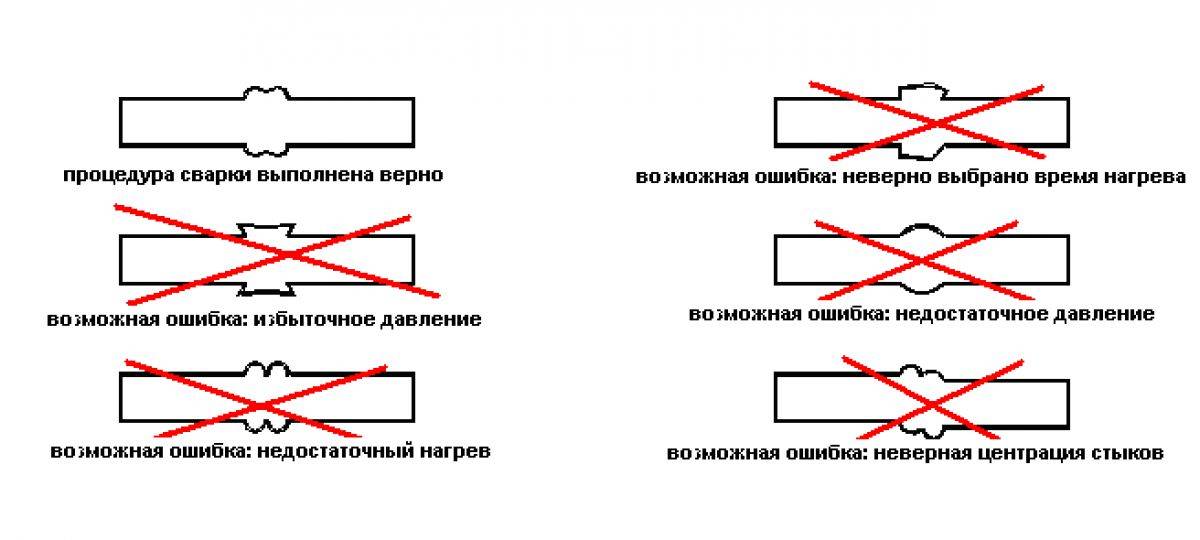
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
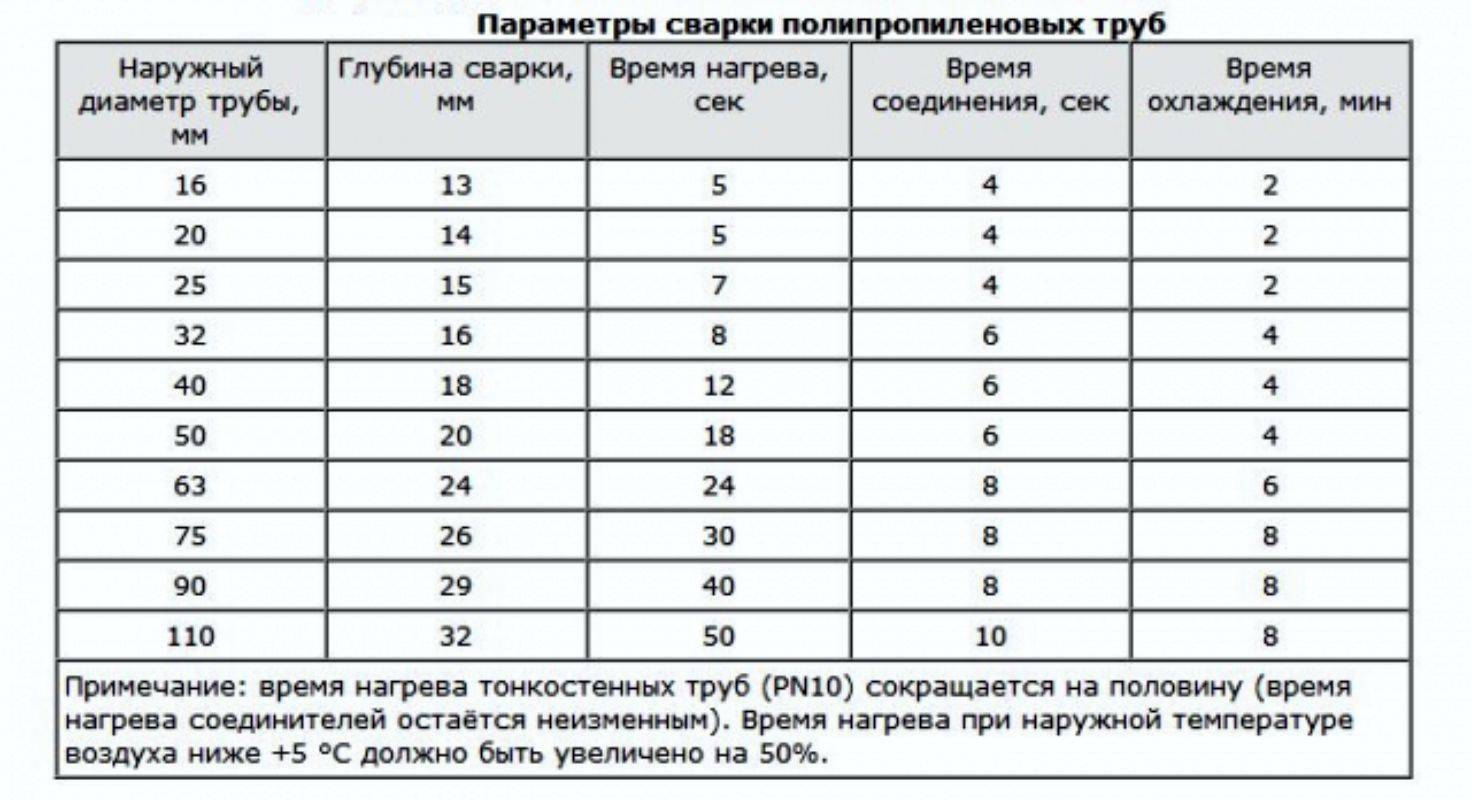
нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения
Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
Способы соединения полипропиленовых труб
Сборка трубопровода из полипропиленовых заготовок осуществляется двумя способами: прямой и посредством дополнительных соединительных элементов различного назначения. Первый вариант актуален для элементов, диаметр которых превышает 40-63 мм, так как изделия имеют достаточно толстые стенки
Здесь важно соблюдать несколько условий:
- идентичные размеры в поперечном сечении, толщине;
- точное совпадение торцевых кромок;
- строгая соосность.
 Технология стыковой сварки
Технология стыковой сварки
Метод муфтовой сварки применяется для тонкостенных (до 4,5-5 мм) изделий с наружным диаметром от 16 до 40-63 мм. Подобные заготовки актуальны для устройства водопровода и отопительной системы в жилом секторе. Здесь для сборки магистралей применяются дополнительные соединительные фитинги, один или все патрубки которых изготовлены из термопластичного полимера. Стоит отметить, что внутренний и наружный диаметр используемых деталей должны быть близки по значениям, но отличаться в большую сторону в пользу второго размера.





 Шов по технологии муфтовой сварки в разрезе
Шов по технологии муфтовой сварки в разрезе
Муфты по назначению классифицируют на несколько основных групп:
- переходники по размерам;
- соединители под разным углом;
- разветвители от одного на несколько каналов;
- элементы с резьбовым наконечником для формирования разборных узлов;
- краны, запорная арматура.
 Многообразие фитингов для полимерных труб
Многообразие фитингов для полимерных труб
Для осуществления пайки полипропиленовых труб в труднодоступных местах и в целом по муфтовой технологии применяется компактное оборудование, доступное для домашнего мастера. Здесь суть сварки заключается в том, что заготовки вставляют в дополнительный соединитель. Метод сравнительно с прямым (стыковочным) проще в реализации, поэтому нередко выполняется без привлечения профессиональной помощи.
Особенно сложные случаи
В практике строительства трубопроводов применяется еще один тип соединения – металлорукав. В случае использования такого элемента, трубы из полимерных материалов применяются крайне редко. Все дело в том, что металлорукав, как правило, целесообразен в трубопроводах с агрессивными средами и чрезвычайно высокими показателями давления. В частности, они применяются в химической промышленности, для прокладки газопроводов, при обустройстве внутренних коммуникаций судов, а также в атомной энергетике. Хотя противопоказания для применения их в жилищном строительстве нет.

Стыковка металлорукавов осуществляется либо резьбовым, либо фланцевым методом, если сечение достаточно велико.
Поскольку металлорукава, которые бы приваривались к трубам из пластика, не выпускают, соединение таких элементов будет выполняться с помощью фитинга. Он представляет собой стандартный фитинг с муфтой из полимера с одной стороны, и металлической резьбой – с другой.
Итоги
Как видите, ничего особенно сложного в соединении труб из разных материалов нет. Выбор способа решения вопросов будет зависеть лишь от наличия в магазинах необходимых комплектующих, а также диаметров труб, с которыми приходится работать.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
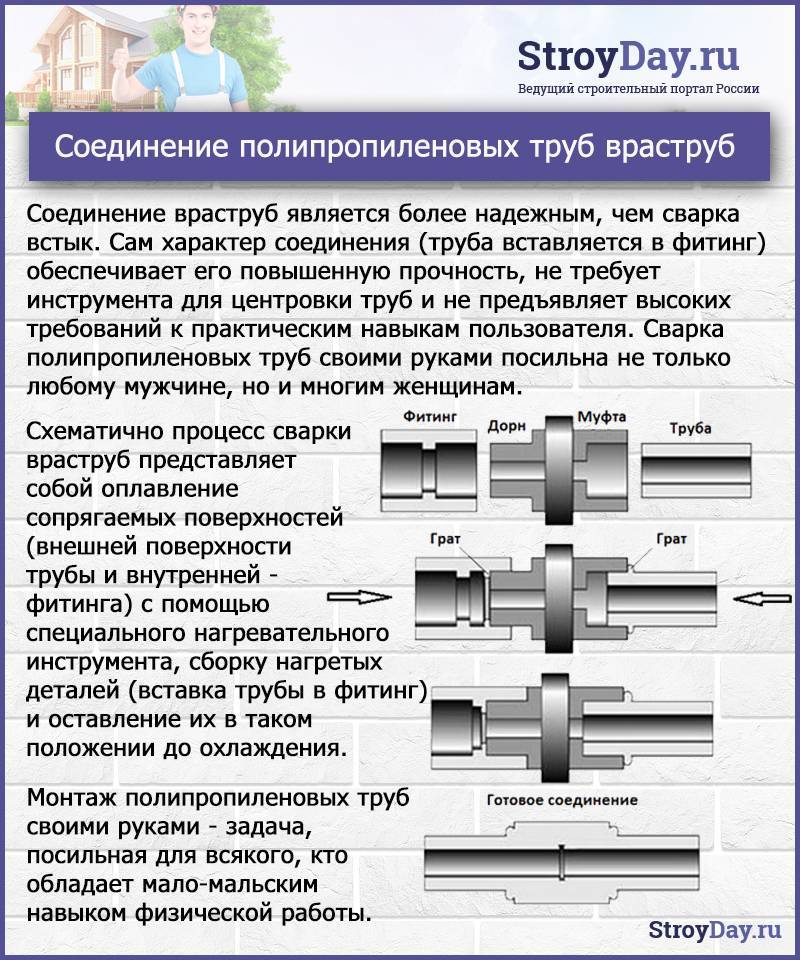
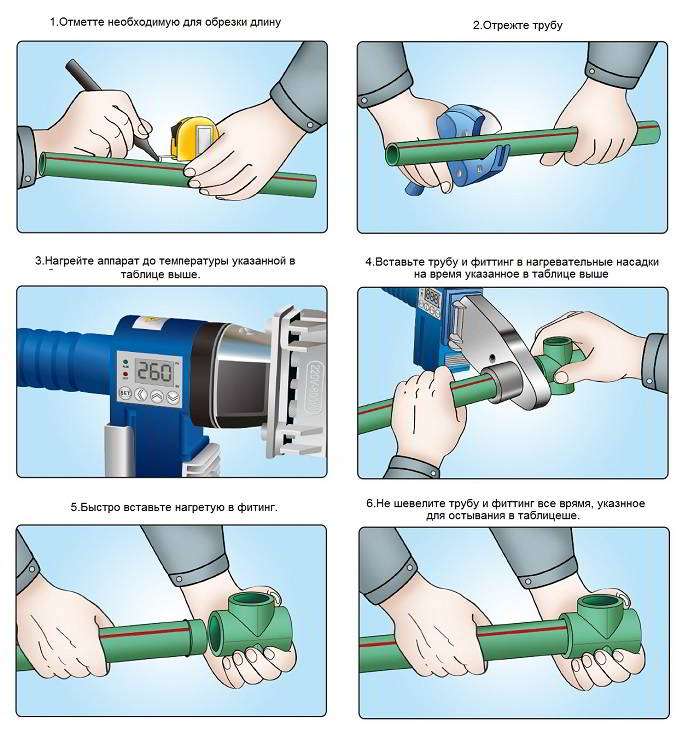
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
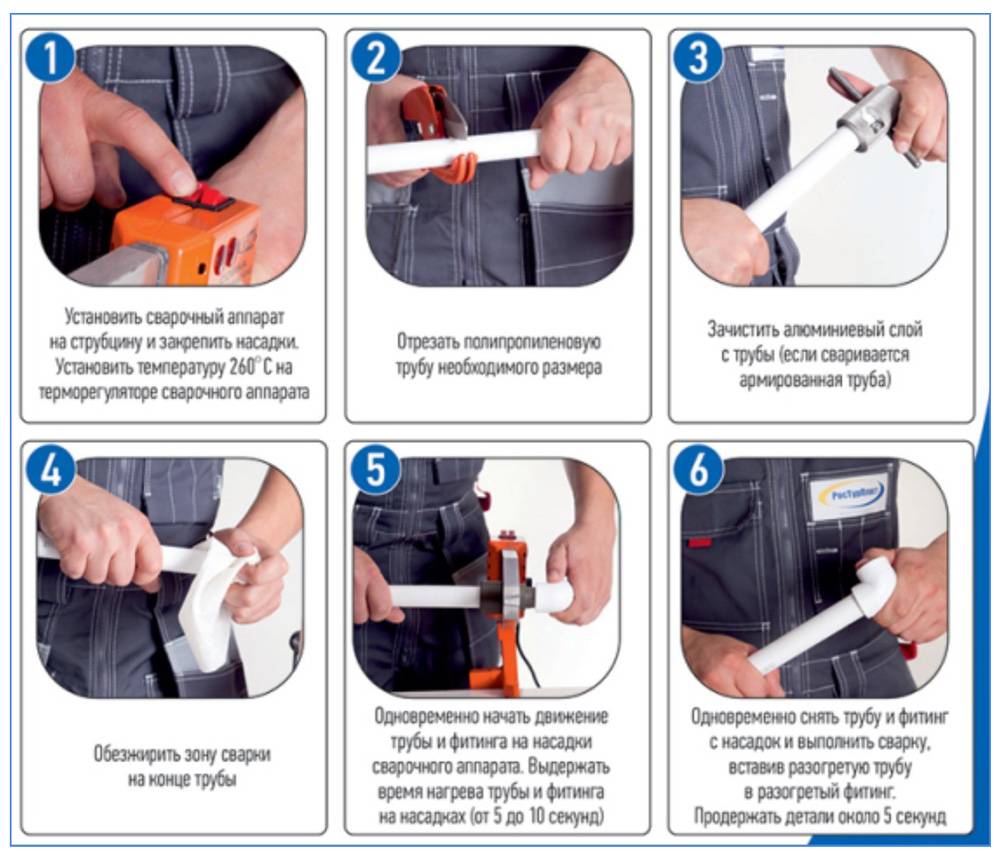
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
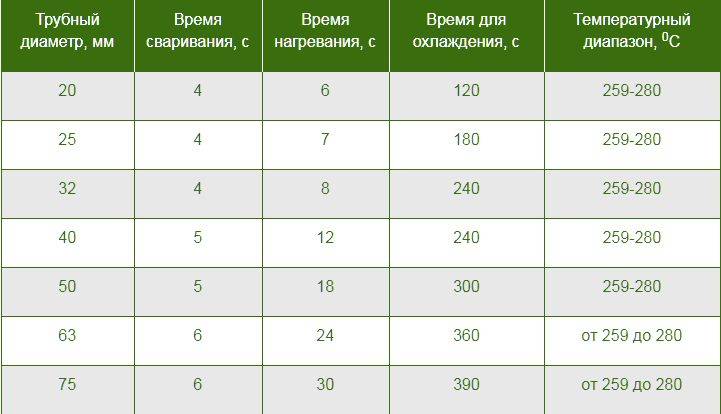
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
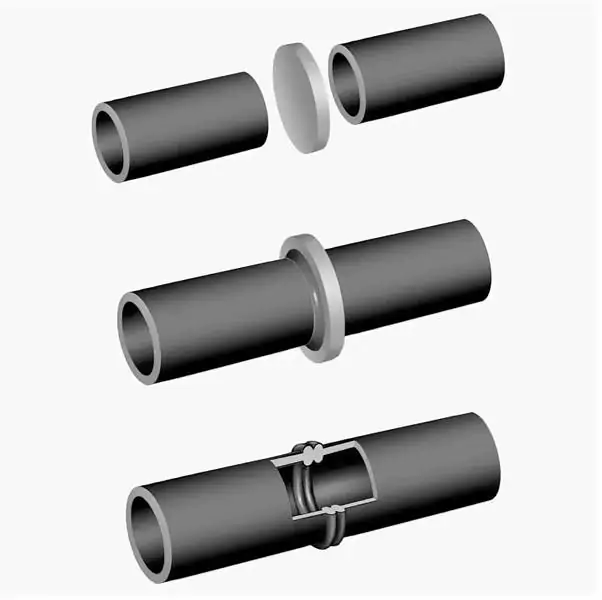
Стыковая сварка полиэтиленовых труб
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.
Стыковая спайка ПНД труб выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.
Помимо самого сварочного процесса, важно уделить повышенное внимание предварительным работам, перечисленным в начальных пунктах. Их следует тщательно выполнить до того, как паять трубы ПНД, поскольку от этого во многом зависит надёжность и прочность производимого соединения
Специфика работы в условиях отрицательных температур
Проведение монтажных работ в условиях низких температур предполагают внесение изменений в ключевые временные отрезки нагревания и фиксации заготовок. Но этим особенности монтажа не ограничиваются. Воздействие мороза на полимер отражается на показателях твердости материала – он становится хрупким, что осложняет раскрой, требует большего внимания во время транспортировки.
Вопрос хрупкости решается только аккуратностью проведения работ. Лучше производить нарезку в отапливаемом помещении. Предельные значения допустимых температур находятся в диапазоне 0-+5℃. Более низкие показатели приводят к процессам кристаллизации, которые не обходят стороной полимерные материалы. В таких условиях высок риск того, что трубы начнут крошиться.
 Раскрой заготовок в отапливаемом помещении
Раскрой заготовок в отапливаемом помещении
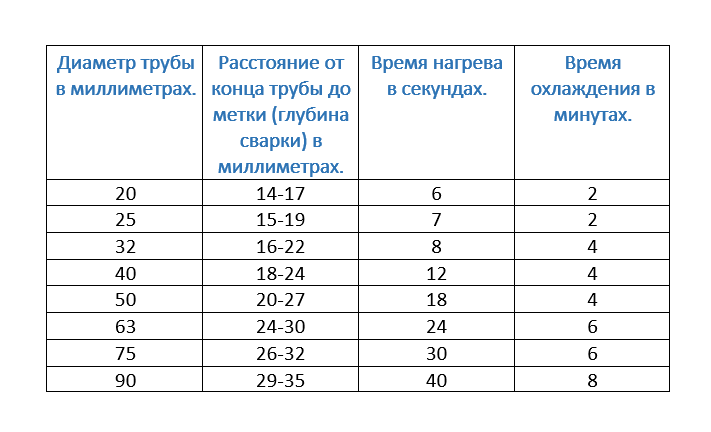
Нормативы относительно термического воздействия определены для комнатных условий. Чем ниже показания термометра, тем дольше нужно нагревать полипропилен. На основании практики мастера рекомендуют сначала довести материал до +20℃, затем пользоваться нормированным таймером. При этом нагревать прибор свыше +260℃ нельзя, так как это может негативно отразиться на качестве труб.
Существует мнение, что все нормативы при работе на морозе нужно увеличивать до 50%. Это абсолютно не применимо ко времени фиксации. Соединение элементов здесь необходимо проводить в ускоренном режиме, чтобы при быстром остывании был возможен полноценный процесс полимеризации. Промедление в этом случае приведет к тому, узел будет низкокачественным, прослужит недолго из-за ранней разгерметизации.
Необходимый инструмент
Основным преимуществом при использовании полипропиленовых труб всё же считается доступность изготовления трубопроводов своими руками. Имея некоторые навыки при работе с пластиковыми трубами, можно самостоятельно изготовить все инженерные системы в доме. Конечно, для пайки пластиковых труб понадобится специальный инструмент, но даже если приобретать его только для того, чтобы изготовить трубопроводы в своём строящемся доме, затраты с лихвой окупятся экономией от ненужного привлечения квалифицированных рабочих.



Для пайки обязательно понадобится следующий инструмент:
- паяльник с набором насадок;
- ножницы для резки полипропиленовых труб;
- острый нож;
- разводные ключи;
- сантехнический лен;
- упаковочная паста.
Как соединить?
В том случае, когда нужно соединить полипропиленовую трубу с металлической, можно использовать резьбовой метод соединения. Для этого понадобятся специальные фитинги, один конец которых гладкий, а на второй нанесена резьба под металлическую трубу. При таком виде соединения диаметр трубы не должен быть более 40 мм.
Резьба на фитинге может быть как внешней, так и внутренней. Гладкая поверхность, находящаяся с обратной стороны, нужна для приваривания пластиковой трубы. Для герметичности в основном используется льняная пакля, пропитанная олифой.
Последовательность действий при резьбовом способе монтажа:
- под прямым углом производят срез трубы, ее конец смазывают солидолом, а затем наносят резьбу при помощи резьбонарезного инструмента;
- с резьбы удаляют всю стружку и герметизируют стык паклей;
- на резьбу трубы прикручивают фитинг;
- противоположный гладкий конец муфты приваривают к полипропиленовой трубе.
Соединить полипропиленовые трубы можно как посредством сварки, так и холодным способом. Большее предпочтение отдают первому варианту, так как он считается самым надежным и долговечным.


Сварное соединение
До начала сварки полипропиленовые трубы и фитинги к ним нужно обработать обезжиривающим раствором, а затем дать им высохнуть – лишь после этой процедуры можно приступать непосредственно к сварке. Подобная подготовительная работа необходима для любого типа ПП-труб за исключением тех, что армированы фольгой. У армированной трубы зачистку среза делают специальным зачищающим инструментом (шейвером), в который вставляется нужный конец трубы и несколько раз проворачивается. После зачистки верхнюю часть трубы нужно обезжирить.


На трубе необходимо поставить метку маркером, отметив нужное расстояние для вдавливания ее в фитинг. Затем конец трубы нужно насадить на дорн и вставить фитинг в гильзу сварочного аппарата. Все действия следует делать очень быстро и четко. После этого греют соединяемые элементы строго отведенное время.
После того как свариваемые элементы расплавятся, их нужно снять с насадок и быстро вдавить трубу в фитинг. Для соединения требуются некоторые силы, так как свариваемые элементы нужно плотно вдавливать и держать их в таком положении некоторое время. Больше 20 секунд зажимать стыкующиеся элементы не стоит, так как этого времени вполне достаточно для их прочного схватывания. После соединения нужно обязательно дать остыть несколько минут.


Соединение полипропиленовых труб с металлопластиковыми вариантами
В этом случае надежным способом соединения считается муфтовый. Для монтажа дополнительно понадобятся два ключа разводного типа, герметик и пакля.
Последовательность действий при соединении полипропиленовой и металлопластиковой трубы:
- разъемный элемент разбирается на две части;
- на часть с наружной резьбой нужно намотать паклю и промазать ее силиконовым герметиком;
- на второй фитинг также наматывается пакля, и все смазывается силиконом;
- части соединения нужно скрутить между собой сначала вручную, а потом дотянуть разводным ключом.