Ход работы
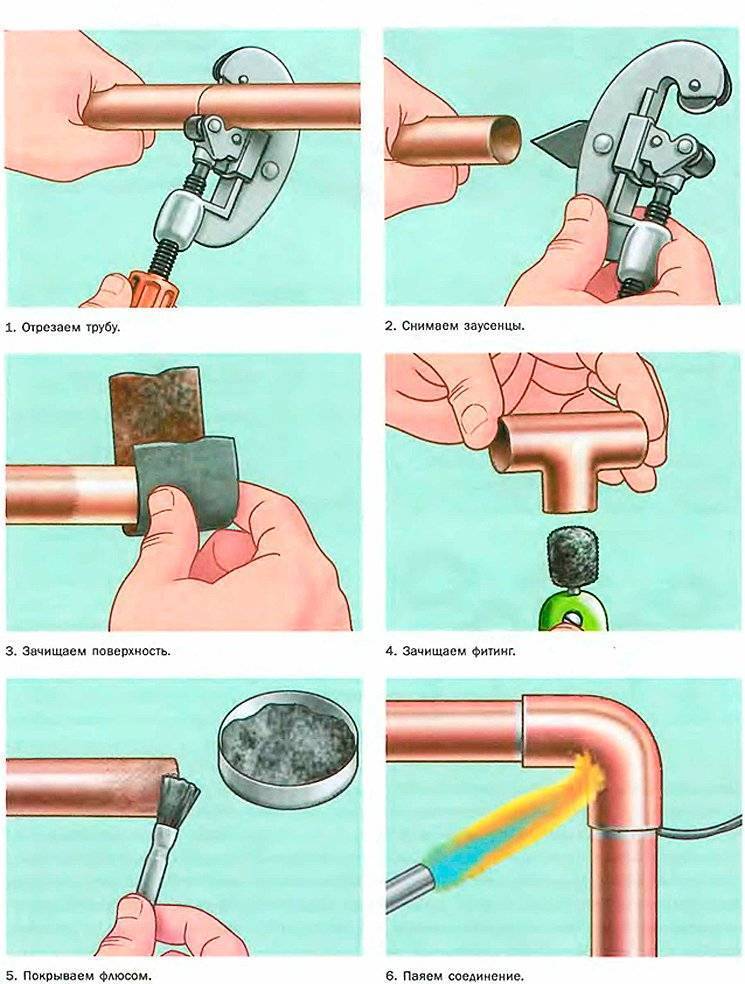
Сварка медных труб проходит следующим образом:
Отрезаем деталь нужной длины. Лучше всего с этим справиться труборез, который несколько раз прокручивается вокруг арматуры, при этом каждый раз немного подкручивается зажимной болт. При таком способе разрезания срез получится ровным, а задиры будут только на внутренней поверхности. Лучше приобрести качественный инструмент, чтобы края были идеально ровными, это сэкономит время и силы при дальнейшей работе с деталью;
В результате резки должен получиться идеальный срез без зазубрин, поэтому далее потребуется фаскоснимателем снять излишки металлической стружки со стенок. После этого внутренняя поверхность необходимо обезжирить и проделать те же манипуляции со следующей деталью.
Берется труборасширитель, который легко увеличивает разъём одной из деталей, чтобы при соединении нескольких получить литую конструкцию.
Далее следует нанести флюс для пайки медных труб. Делать это лучше с особой аккуратностью, так как излишки флюса могут привести к нарушениям технологии и герметичности спаиваемых поверхностей. Берется специальная кисточка и паста для пайки, которая наносится на вставляемую деталь. Излишки сразу необходимо убрать.
Если соединение проводится с использованием фитингов, то нужно соединить детали максимально быстро. Быстрота требуется для того, чтобы не попали пыль и грязь на флюс. После соединения, нужно закрутить фитинги до упора. В процессе прокручивания флюс равномерно распределяется между поверхностями соединения.
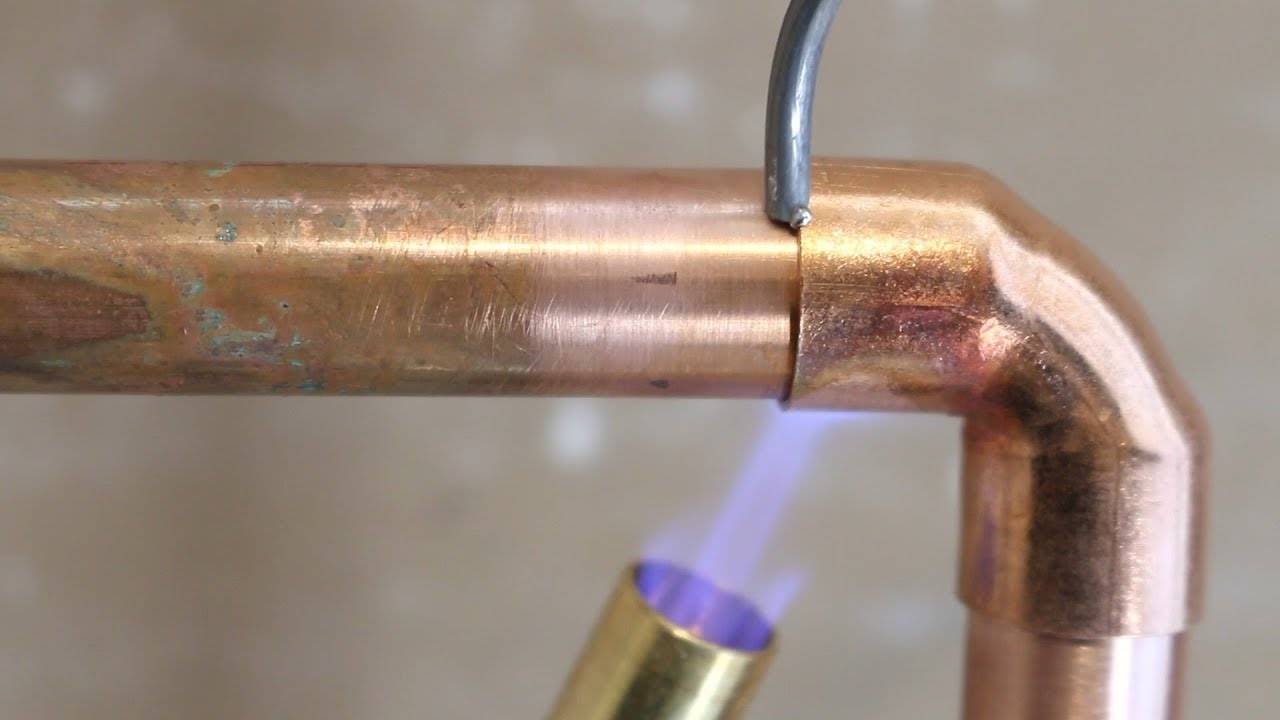
После всех проведенных манипуляций приступают непосредственно к сварке. Берется горелка, включается и прогревается. Далее пламя направляют на стык медных изделий. Прогревание поверхности проводят по всей площади стыка, чтобы нагрев поверхности проходил равномерно
Затем к разогретой поверхности подносится проволока, которая начинает от прикосновения к разогретой поверхности плавиться.В процессе низкотемпературной сварки важно не расплавить оловянную проволоку (или другой используемый состав для пайки), а разогреть поверхности свариваемых труб. В качестве припоя могут использоваться различные металлы с температурой плавления ниже, чем у меди (температура плавления меди 1083,4 °С).
После остывания получившаяся конструкция будет готова к использованию.
Методы пайки
Пайка труб медных осуществляется двумя методами:
- Высокотемпературный — используется для трубопроводов с большой нагрузкой или при высоких температурах. Плавление припоя происходит при температуре 600-900 градусов.
- Низкотемпературный, применяемый для бытовых систем. В зависимости от используемого припоя, температура достигает 450 градусов для мягкого, и более 450 градусов для твердого.
Инструменты для пайки
Для получения качественного результата необходим инструмент для пайки медных труб:
Труборез для получения разреза перпендикулярно оси трубы.
Труборез
- Фаскосниматель – для удаления заусенцев и закруглений места реза вовнутрь. Фаскосниматель
- Труборасширитель – поможет во многих случаях обходиться без фитингов. Конец трубы необходимо расширить, чтобы туда вошел другой.
Труборасширитель с комплектом насадок разных диаметров
Правильная установка соединяемых труб должна иметь такой вид, а глубина обработки трубы труборасширителем должна равняться диаметру трубы:
Соединяемые трубы
- Ершики и щетки для зачистки окиси с паяемых участков труб.
Комплект ершиков и щеток
- Отражатель (рефлектор) пламени горелки устанавливается на сопло горелки. Помогает защитить расположенные вблизи горючие материалы, предотвратить потери тепла, обеспечивает равномерный прогрев трубы. Отражатель пламени
- Газовая горелка для пайки медных труб — бывает нескольких разновидностей горелок от бытовых до высокопроизводительных моделей:
- с баллоном одноразового использования;
- со стационарным баллоном;
- горелки ацетилен-кислородные, отличающиеся своей конструкцией и представляющие собой аппарат для пайки медных труб.
Горелка газовая для пайки медных труб с одноразовым баллоном
Мощность выбираемой горелки выбирается в соответствии с температурой плавления припоя.
Газовые горелки для пайки медных труб производятся:
- для пайки твердым припоем (профессиональные);
- для пайки мягким и твердым припоем (полупрофессиональные);
- для пайки мягким припоем и разогрева труб.
Кроме этого, различие имеет состав газовой смеси в баллоне, предназначенный для того или иного вида пайки.
- Легкоплавкий припой можно разогревать термофеном, работающим от электропитания и дающим струю горячего воздуха до 650 градусов.
Термофен
Основное достоинство этого инструмента – способность регулировать температуру, а также удерживать постоянное значение температуры подаваемой струи воздуха. Дополнительное оснащение насадками позволяет сконцентрировать горячую струю в нужном месте.
Рекомендации по выбору горелки
В продаже можно встретить просто огромное количество самых различных вариантов исполнения газовых горелок. Производителей также довольно много, больше всего внимания уделяется продукции брендов Rems и Rothenberger. Диапазон цен довольно широкий, все зависит от особенностей конкретной модели.
Некоторые модели горелок предназначены не только для пайки, но и резки металла и разморозки, а также обработки поверхностей высокой температурой. Выбор устройства проводят по нижеприведенным критериям:
Какой именно материал требует обработки. Каждый металл обладает определенной температурой плавления. Некоторые сплавы, к примеру, медь или алюминий следует нагревать до меньшей температуры. Обработать другие сплавы намного сложнее. Некоторые устройства горелок могут нагревать поверхность до высоких температур, могут применяться на протяжении длительного периода. Следует помнить о том, что газовая горелка, предназначенная для расплавки металла и последующей пайки, плохо себя проявит при резке. Именно поэтому выбор проводится по предназначению. В качестве топлива применяются самые различные виды газа. Примером назовем пропан или ацетилен. Стоит учитывать, что некоторые модели могут использоваться с другими газами. Рекомендуется применять инструмент, работающий от одного типа топлива. Большое распространение получила пропановая горелка, применяемая в промышленности. Различают два типа конструкции: инжекторная и безинжекторная. Этот элемент конструкции предназначен для смешивания топлива с кислородом. Мощность устройства может варьироваться в достаточно большом диапазоне. Следует учитывать, что с увеличением показателя мощности повышается и эффективность применения устройства. Мощные газовые горелки применяются для работы с толстостенными трубами, которые сложны в обработке. Следует определиться с тем, как часто будут проводится работы
При выполнении пайки медных труб следует соблюдать определенную технику безопасности. Для этого требуется:
- Защитные перчатки. Поверхность может нагреваться до весьма высокой температуры, при касании можно обжечься. Для того чтобы исключить вероятность появления ожогов на руках следует использовать перчатки с плотной тканью.
- Работы рекомендуется проводить исключительно в проветриваемом помещении с хорошей вентиляцией. Это связано с тем, что могут появляться газы и другие продукты горения. Кроме этого, не стоит забывать о том, что применяемый газ взрывоопасен. Именно поэтому появление даже небольшой утечки может привести к повышению концентрации газа.
- Перед тем как проверять качество соединения следует убедиться в том, что оно остыло. Это связано с тем, что поверхность может нагреваться до достаточно высокой температуры.
В заключение отметим, что использовать газовые горелки следует с соблюдением мех безопасности. Самодельные конструкции должны проходить проверку перед применением. Что касается приобретения готовых горелок, то следует сразу определиться с бюджетом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
На полках хозяйственных магазинов представлено широкое разнообразие газовых горелок, предназначенных под бытовое использование. Причем в ассортименте много конструкций миниатюрного исполнения, оснащенных баллонами малой емкости, что обеспечивает удобство выполнения различных видов работ.
Предлагаем разобраться, какая газовая горелка для пайки медных труб и прочих целей может стать лучшим инструментом среди существующего ассортимента оборудования. В статье мы подробно рассмотрели устройство и виды таких приборов. Кроме того, привели советы по выбору газовых горелок и их применению для пайки медных изделий.
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.

Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.







Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках. Установкой кранов с резьбой, стоит заниматься после запайки
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.
Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
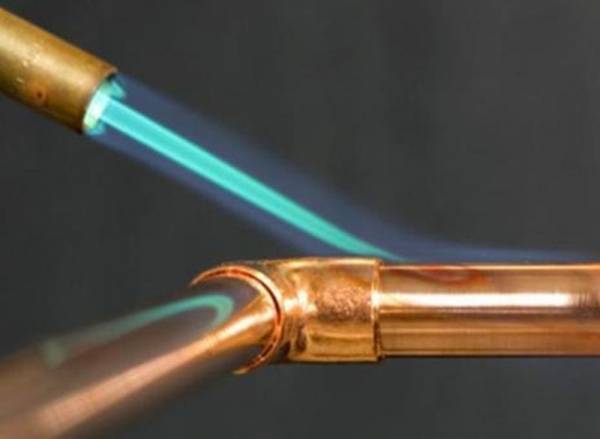
 Технология пайки медных труб мягким способом с помощью газовой горелки
Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
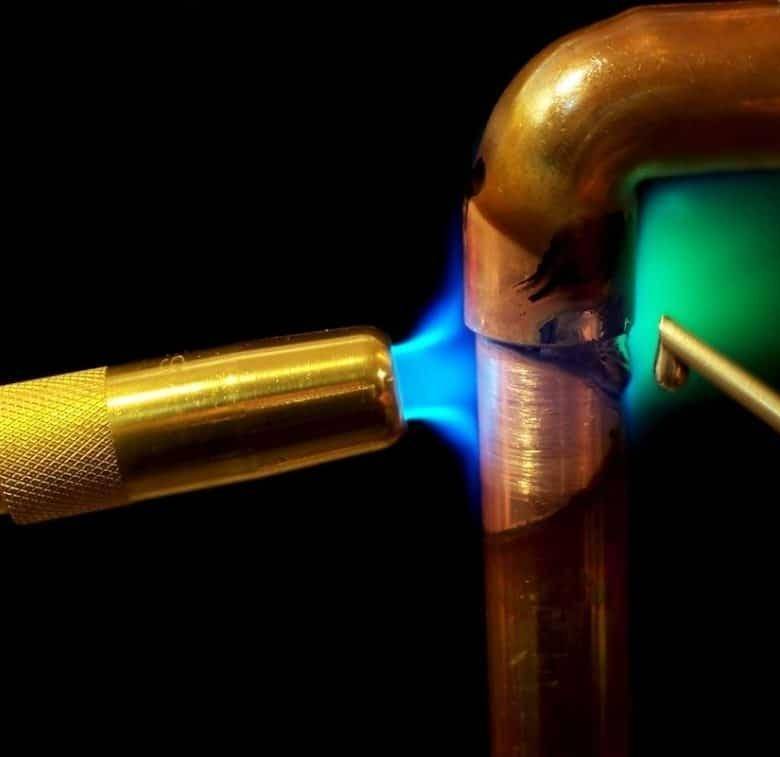
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
Соединение нужно разогреть по всей окружности равномерно.

Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Сборка самодельной
Обладая минимальными слесарными навыками, можно попробовать изготовить горелку самостоятельно. Если использовать качественные материалы, технические характеристики не будут уступать изделиям заводского производства.
Процесс сборки самодельного устройства:
- Ручку необходимо изготавливать из материала с низкой теплопроводностью. Лучше всего подойдут твердые сорта древесины. Также можно использовать ручку от старой горелки.
- Из стали, толщиной 2 мм, необходимо сделать трубку, диаметром 10 мм. Специалисты рекомендуют использовать не нержавейку, а низколегированные сорта стали. Готовую трубку крепят к ручке.
- Корпус и рассекатель делают из латуни. Необходимо заранее позаботиться об отверстиях в рассекателе, для поступления кислорода. При стыковке корпуса с рассекателем возле внутреннего фланца следует оставить небольшой зазор.
- Для изготовления форсунки лучше всего обратиться к знакомому токарю, поскольку самостоятельная работа требует точности и аккуратности. В качестве заготовки используют стальную болванку круглого сечения.
- Соединительный газовый рукав должен соответствовать типу используемой смеси. В качестве крепежного элемента используют обычный стяжной хомут.
Готовое изделие проверяют на наличие люфтов и утечек
Особое внимание следует уделить форсунке – она должна хорошо накручиваться на трубку. В случае необходимости можно уплотнить резьбу с помощью ФУМ ленты
Чистоту пламени регулируют путем движения форсунки по резьбе трубки до получения ровного потока без копоти.
ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. К выполнению работ с использованием газовой горелки допускается работник не моложе 18 лет, прошедший медицинский осмотр и не имеющий противопоказаний по состоянию здоровья, имеющий необходимую теоретическую и практическую подготовку, прошедший вводный и первичный на рабочем месте инструктажи по охране труда и обучение по специальной программе, аттестованный квалификационной комиссией и получивший допуск к самостоятельной работе. 1.2. Работник, выполняющий работы с использованием газовой горелки (далее — работник), должен периодически, не реже одного раза в год проходить обучение и проверку знаний требований охраны труда и получать допуск к работам повышенной опасности. 1.3. Работник, независимо от квалификации и стажа работы, не реже одного раза в три месяца должен проходить повторный инструктаж по охране труда; в случае нарушения работником требований безопасности труда, а также при перерыве в работе более чем на 30 календарных дней, он должен пройти внеплановый инструктаж. 1.4. Работник, не прошедший своевременно инструктажи и проверку знаний требований охраны труда, к самостоятельной работе не допускается. 1.5. Работник, выполняющий работы с использованием газовой горелки, допущенный к самостоятельной работе, должен знать: меры безопасности при использовании газовых баллонов и горелок. Правила, нормы и инструкции по охране труда и пожарной безопасности. Правила пользования первичными средствами пожаротушения. Способы оказания первой помощи при несчастных случаях. Правила внутреннего трудового распорядка организации. 1.6. Работник, направленный для участия в несвойственных его профессии работах, должен пройти целевой инструктаж по безопасному выполнению предстоящих работ. 1.7. Работнику запрещается пользоваться инструментом, приспособлениями и оборудованием, безопасному обращению с которым он не обучен. 1.8. Во время выполнения работ с использованием газовой горелки на работника могут оказывать воздействие, в основном, следующие опасные и вредные производственные факторы: — возможность возникновения пожара при пользовании газовой горелкой; — возможность взрыва газового баллона; — нагретые до высокой температуры поверхности газовой горелки; — неудобная рабочая поза. 1.9. Работник, выполняющий работы с использованием газовой горелки, должен знать о том, что при производстве работ наиболее вероятной причиной травматизма могут быть ожоги от открытого пламени газовой горелки. 1.10. Для защиты от воздействия опасных и вредных производственных факторов работник должен пользоваться спецодеждой, спецобувью и другими средствами индивидуальной защиты. 1.11. Для предупреждения возможности возникновения пожара работник должен соблюдать требования пожарной безопасности сам и не допускать нарушения этих требований другими работниками; курить разрешается только в специально отведенных для этого местах. 1.12. Работник обязан соблюдать трудовую и производственную дисциплину, правила внутреннего трудового распорядка; следует помнить, что употребление спиртных напитков, как правило, приводит к несчастным случаям. 1.13. Если с кем-либо из работников произошел несчастный случай, то пострадавшему необходимо оказать первую помощь, сообщить о случившемся руководителю и сохранить обстановку происшествия, если это не создает опасности для окружающих. 1.14. Работник, при необходимости, должен уметь оказать первую помощь, пользоваться медицинской аптечкой. 1.15. Для предупреждения возможности заболеваний работнику следует соблюдать правила личной гигиены, в том числе, перед приемом пищи необходимо тщательно мыть руки с мылом. 1.16. Не допускается выполнять работу, находясь в состоянии алкогольного опьянения либо в состоянии, вызванном потреблением наркотических средств, психотропных, токсических или других одурманивающих веществ, а также распивать спиртные напитки, употреблять наркотические средства, психотропные, токсические или другие одурманивающие вещества на рабочем месте или в рабочее время. 1.17. Работник, допустивший нарушение или невыполнение требований инструкции по охране труда, рассматривается, как нарушитель производственной дисциплины и может быть привлечен к дисциплинарной ответственности, а в зависимости от последствий — и к уголовной; если нарушение связано с причинением материального ущерба, то виновный может привлекаться к материальной ответственности в установленном порядке.
Понадобится
Газовый резак не обязательно должен быть профессиональным. Подойдет обычная горелка из газового баллона или другое сопло.
Я расскажу более подробно о специальном клее, который вам необходимо приобрести. Это порошкообразный клей в виде тюбика, специально разработанный для сварки алюминия (почему порошкообразный? — порошок находится в тюбике). Он состоит из двух компонентов: оболочки и порошковой основы внутри. Мы не будем подробно останавливаться на химическом составе, нам это не нужно.
Он продается в специализированных магазинах и используется в автосервисах. Самый дешевый способ для всех — купить его на Ali Express — ссылка на сварку.
Стоит он недорого, советую сразу купить пачку — пригодится в жизни.

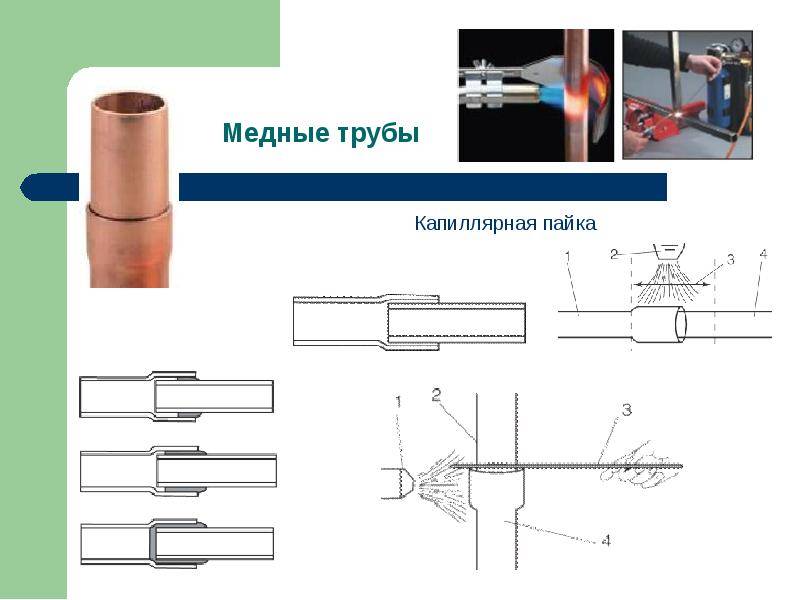
Способы паяния деталей из меди
При помощи сварки надежно скрепляются две медные детали, сохраняя шов герметичным и долговечным. Существует несколько способов, самыми распространенными из которых представляются высокотемпературная и низкотемпературная.






Особенности высокотемпературных соединений
 Высокотемпературное соединение
Высокотемпературное соединение
Высокотемпературная пайка медных трубок с помощью газовой горелки включает в себя работу при температуре от 450 градусов. Для скрепления используется припой из тугоплавких металлов. Часто используют серебро или ту же медь. Высокотемпературные соединения называют твердыми.
После сварки между деталями остается очень надежный шов, который с легкостью выдержит высокие температуры, а также практически не подвергается механическим повреждениям.
Процесс основан на повышении температуры металла до его размягчения. В таком состоянии детали очень легко совместить. Стоит отметить, что при таком способе противопоказано искусственное охлаждение металла. Если этим правилом пренебречь, неизбежна потеря прочности.
Способ подходит для деталей с диаметром от 12 до 159 мм. Используется не только для водных, но и для газовых труб. Чаще всего, такое соединение будет полезно для случаев перемещения жидкости с температурой, превышающей 120 градусов. Это позволяет использовать тип для создания отопительных систем.
Низкотемпературная пайка в деталях
 Низкотемпературное соединение
Низкотемпературное соединение
Второй вид соединений часто называют мягкой пайкой. Тут используются относительно невысокие температуры до 450 градусов. Припоем являются мягкие металлы, типа свинца или олова.
Шов, полученный в процессе низкотемпературной пайки, менее прочный. Но это компенсируется тем, что на металл в процессе соединения не оказывается сильное температурное воздействие. Таким образом, прочностные характеристики детали остаются на первоначальном уровне.
Такая пайка считается более безопасной для работника, так как шанс получить увечья меньше. Применяется в водопроводных сетях, а также в отопительных. Однако во втором случае температура проходящей жидкости не должна быть выше 130 градусов.
Пошаговая инструкция
Резка
Перед резкой труб необходимо наметить места размещения фитингов. При разделке лучше всего использовать специальный труборез. В этом случае место среза будет ровным и гладким, с минимальным количеством зазубрин, что облегчит процесс дальнейшей подготовки.
Снятие фасок
Срез трубы должен быть идеально ровным. Малейшие отклонения повлияют на качество соединения. Для снятия заусенцев и подготовки среза рекомендуют использовать фаскосниматель, а при его отсутствии – наждачную бумагу.
Подготовка поверхности
Контактная поверхность должна быть сухой, без следов масла, грязи и оксидных отложений. Это относится не только к трубам, но и соединительным фитингам. Для механической обработки использует щетки и ершики.
Покрытие флюсом
Флюс наносится на внутреннюю поверхность фитинга и нужную часть трубы
Важно, чтобы состав был равномерно распределен по плоскости. После этого выполняют стыковку элементов, оставляя небольшой для присадочного материала
Нагрев и пайка
Индикатором нагрева является состояние флюса. Появление темных оттенков говорит о том, что поверхность нагрелась до заданной температуры. При подаче припоя необходимо следить за интенсивностью нагрева.Расплавленный припой должен заполнять все пространство между фитингом и трубой. Это достигается за счет капиллярного эффекта, при котором жидкость прилипает к поверхностью, благодаря высокой силе притяжения.
Длительность рабочего цикла не должна превышать 5 минут. В противном случае медная труба начнет деформироваться от перегрева.
Особенности и советы
Не важно, какая труба будет расширяться. Понятно, что при разных диаметрах под расширение идет труба, которая имеет больший диаметр
Это делает процесс менее трудоемким, а сам металл подвергается меньшему деформированию, что позитивно сказывается на его характеристиках
Это важно для всех металлов, в том числе для меди, пластичной и податливой
Это делает процесс менее трудоемким, а сам металл подвергается меньшему деформированию, что позитивно сказывается на его характеристиках
Это важно для всех металлов, в том числе для меди, пластичной и податливой
Лучше выбирать конусные насадки, которые при вращении постепенно проникают в отводок, расширяя его.
Нужна ли калибровка? Все зависит от того, насколько аккуратно пользовались расширителем. При некачественных действиях калибровка потребуется.
Специалисты советуют нанести припой не менее двух раз, исключая неверное убеждение, что и так будет хорошо держаться. При пайке нужно следить за температурой. При сильном нагреве или наоборот охлаждении, первыми будут реагировать стенки трубы, делая уже расширенный диаметр большим или меньшим. Соответственно нарушается весь процесс с применением расширителя.
Советы по использованию
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации. Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе. Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.







При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса. Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов. В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.
Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура. Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса. Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.
Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу. Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки. Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.
Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.
В процессе пайки медных деталей могут возникнуть различные ситуации, справиться с ними помогут советы опытных мастеров.
В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов.
Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва.
Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 7 до 50 мм.
Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках.
При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность
В местах, куда флюс не попал, стыковочный шов разрушится.
Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства.. В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников
В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Выводы и полезное видео по теме
Неопытным монтажникам рекомендуется провести цикл тренировок, используя отходы труб. После выполнения тестовых 5-6 швов допускается браться за выполнение соединения на трубопроводе. Поскольку при недостаточном опыте существует риск ошибки в разметке, то трубопровод собирается на полу помещения. После проверки корректности габаритов производится последовательное соединение стыков твердым или мягким припоем для пайки медного трубопровода.
Видео #1. Особенности высокотемпературной пайки меди:
Видео #2. Какие бывают флюсы для пайки:
В видеороликах, снятых монтажными бригадами, показано, как правильно паять медные трубы в домашних условиях. Начинающий монтажник не всегда точно определяет степень прогрева деталей, поэтому рекомендуется прибегнуть к помощи опытного наставника. Поскольку медные трубопроводы и технологические компоненты водопроводных сетей из цветных металлов имеют большую стоимость, то выполнение монтажных работ своими силами позволит сэкономить деньги (даже с учетом необходимости покупки инструмента).