Преимущества системы отопления из меди: цена, качество и срок службы по ГОСТу
Упомянутые характеристики свидетельствуют в пользу медных труб для отопительных систем. Они не боятся ультрафиолета в отличие от полипропилена, не ржавеют и не зарастают внутри в сравнению со сталью. В плане долговечности они выигрывают у всех разновидностей отопительных труб. Выдерживаемое медью давление не уступает чугуну и стали и десятикратно превосходит металлопластик. При этом она полностью соответствует санитарным нормам для систем тепло- и водоснабжения, и даже больше — обладает бактерицидными свойствами.
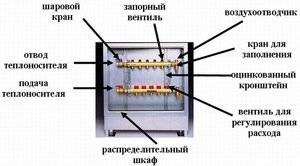
Монтаж трубопровода в квартире
Гидравлические характеристики, отсутствие технологических швов и шероховатостей позволяют использовать для монтажа трубы с минимальным сечением и экономить на мощности электронасосов. Отопительные медные системы целесообразны при схеме со сложной разводкой (при условии соединения пайкой и сгибания труб). Дополнительным плюсом является декоративность этого материала, медные трубы не нужно прятать.
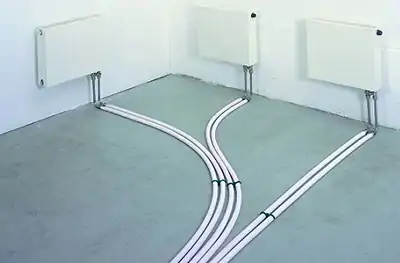
Монтаж медных труб отопления
Трубопроводы из меди могут прокладываться в конструкциях здания или выше пола. Независимо от варианта созданная система будет отличаться надежной герметичностью при правильном монтаже, который можно выполнить только с помощью специального набора инструментов и расходных материалов. В процессе используются исключительно трубы без повреждений, пережимов, изломов. Сегменты необходимой длины нарезаются труборезом, а их крепление выполняется хомутами и кронштейнами из металла и пластика.
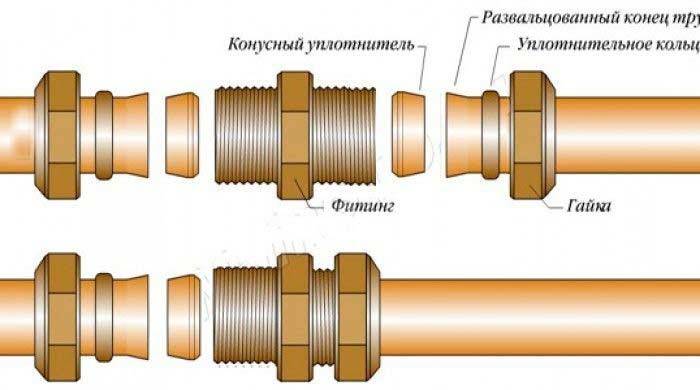
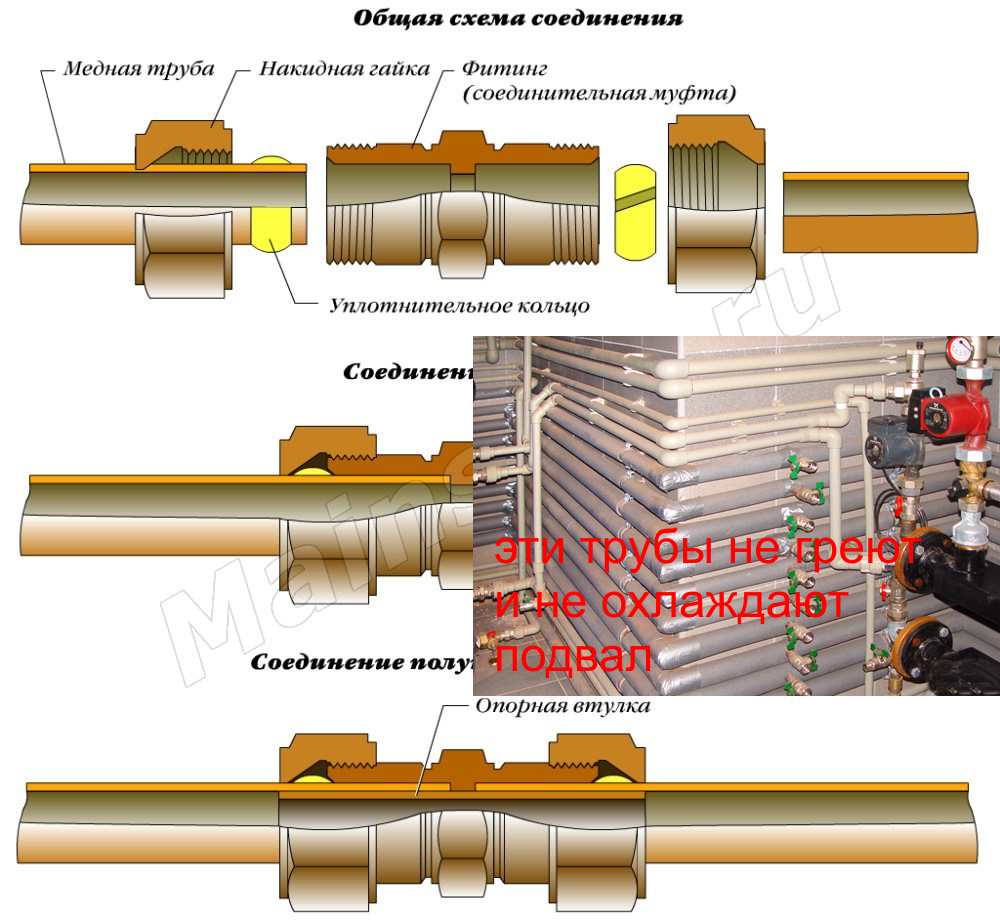
Разъемные соединения
Разборные стыки между сегментами медной трубопроводной системы создаются при использовании обжимных фитингов. Такие соединения необходимо периодически потягивать при эксплуатации сети. Поэтому их нельзя создавать в конструкциях здания.
Каждое из соединений монтируется путем надевания гаек и обжимных колец на трубы. Потом выполняется затяжка. Она проводится путем закручивания гаек. По ходу выполнения этой операции происходит прижим колец к трубам.

Протяжка соединения
Затяжку необходимо проводить без лишнего усилия, так как форма концов трубных сегментов не должна измениться. В противном случае не получится создать герметичный стык.
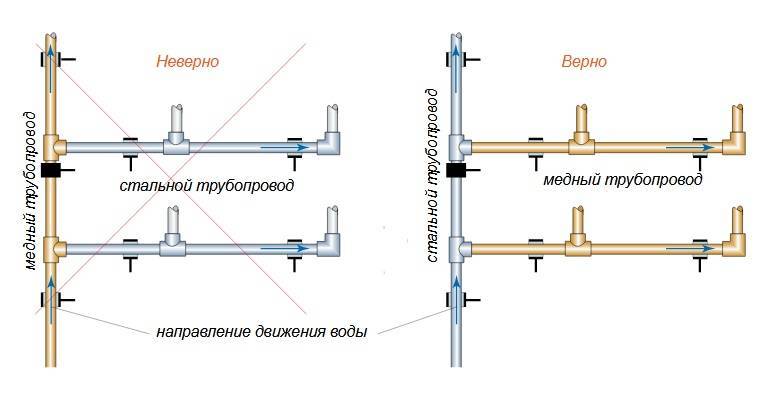
Если необходимо соединить медный элемент системы с устройствами из другого металла, применяется переходной фитинг и фум лента. При этом движение теплоносителя в сети должно выполняться в направлении меди.
Паяные соединения
Этот тип стыков создается при использовании фитингов, у которых размер сечения больше диаметра применяющихся труб примерно на 0,1 мм. Пайка медных деталей основана на капиллярном эффекте. Это значит, что нагретый припой легко проникает в зазор между элементами.
Во время соединения толстостенных изделий используется исключительно высокотемпературная пайка. В этом случае применяются твердые припои. Пайка также может выполняться при меньших температурах. Этот процесс проводится следующим образом:
- места стыка на трубном элементе и фитинге защищаются мелкой наждачной бумагой;
- соединяемые участки обрабатываются флюсом;
- элементы вставляются друг в друга;
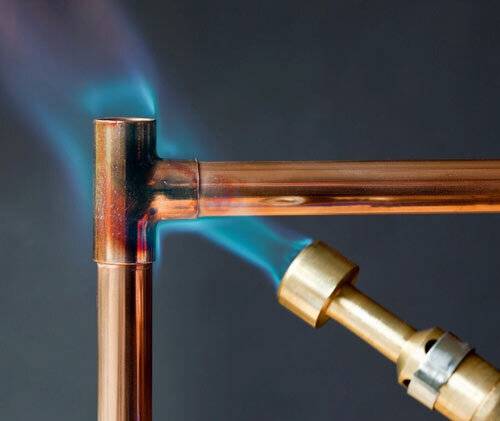
- место стыка нагревается горелкой и прикладывается припой.

Пайка трубопровода Действия позволяют получить прочное соединение. Оно обязано остывать естественным образом. Пока этого не произошло, стык не должен подвергаться никаким воздействиям.
Если отсутствует горелка и требуемый припой, тогда можно использовать пресс инструмент и специальные фитинги. Одним из таких приспособлений являются клещи. С их помощью создаются герметичные стыки без нагрева деталей.
Особенности отопления из медных труб
Для создания отопительных систем применяются трубы из меди исключительно круглого сечения. Хотя производители еще изготавливают прокат с прямоугольным и квадратным профилем. Изделия также выпускаются в толстостенном и тонкостенном исполнении.
Первый вариант трубной продукции производится с толщиной стенки от 0,8 мм до 10 мм при помощи сварки и бесшовного метода. У второго этот параметр равен 0,15-0,7 мм. При установке отопления медными трубами в основном применяется прокат, диаметр которого составляет минимум 3/8 дюйма. Независимо от размеров изделий системы отопления из меди имеют плюсы и минусы.
Преимущества
Медные элементы теплового контура здания эффективно обогревают строения с минимальными энергетическими затратами. Именно материал обеспечивает отопительным сетям существенные преимущества:
- Большой срок службы, превышающий 50 лет.
- Длительные временные периоды эксплуатации без ремонта и технического обслуживания.
- Высокая коррозионная устойчивость, потому что стенки трубопроводов не способны пропускать воздух.
- Способность выдерживать давление минимум в 30 атм.
- Устойчивость перед ультрафиолетом.
- Отсутствие взаимодействия с химическими элементами, в централизованной отопительной сети. При перемещении теплоносителя, в составе которого хлор. На внутренних медных поверхностях образуется тонкая защитная пленка, увеличивающая эксплуатацию.
- Минимальная вероятность накоплений отложений внутри трубопровода, так как его стенки не имеют явной шероховатости. Эта особенность также влияет на снижение гидравлического давления. Поэтому для создания теплового контура применяются трубопрокат меньшего диаметра и используются менее мощные насосные агрегаты.
- Не надо выполнять монтаж компенсаторов из-за небольшого коэффициента теплового расширения. Метровый отрезок трубопровода удлинится на 1 мм при увеличении температуры с 20⁰C до 90⁰C.
- Высокая степень экологической чистоты.
- Прекрасные антибактериальные свойства.
- Привлекательная внешняя поверхность, позволяющая использовать системы из медных труб в качестве дизайнерских элементов интерьеров.
- Небольшая масса благодаря минимальной толщине стенок медных труб. Метровый отрезок изделия диаметром 20 мм весит не более 0,6 кг. Небольшая толщина стенок повлияла также на увеличение внутреннего сечения. Оно больше по сравнению с аналогичными изделиями из других материалов.
Когда система создана из пластичных труб, то она способна выдерживать 6-кратное размораживание. Если же при ее монтаже использовались жесткие изделия, тогда сеть перенесет 3 цикла замерзания и оттаивания.
Высокая теплопроводность металла позволяет устанавливать меньшее количество радиаторов, если монтаж трубопроводов выполняется открытым способом.
 Монтаж отопления
Монтаж отопления
Пластичность меди способствует снижению количества фитингов, потому что прокат можно согнуть на требуемый угол руками при использовании специального инструмента.
Недостатки
Система отопления из медных трубопроводов также имеет целый ряд недостатков:
- Вероятность появления коррозии на внешней поверхности.
- При монтаже в стенах и в других конструкциях требуется применять теплоизоляционные материалы, чтобы снизить потери тепла.
- На стенки трубопроводов могут негативно воздействовать блуждающие токи из-за высокой электропроводности материала.
- Большая вероятность образования электрохимической коррозии, если медный прокат соединяется с трубами из других материалов.
- Сложность монтажных работ особенно при использовании пайки.
 Коррозия меди
Коррозия меди Теплоизоляция трубопровода
Теплоизоляция трубопровода
К трубопроводам из меди нужно бережно относиться и обеспечить для них защиту от механических воздействий. В противном случае изделия потеряют свою форму, потому что металл представляет собой мягкий материал.
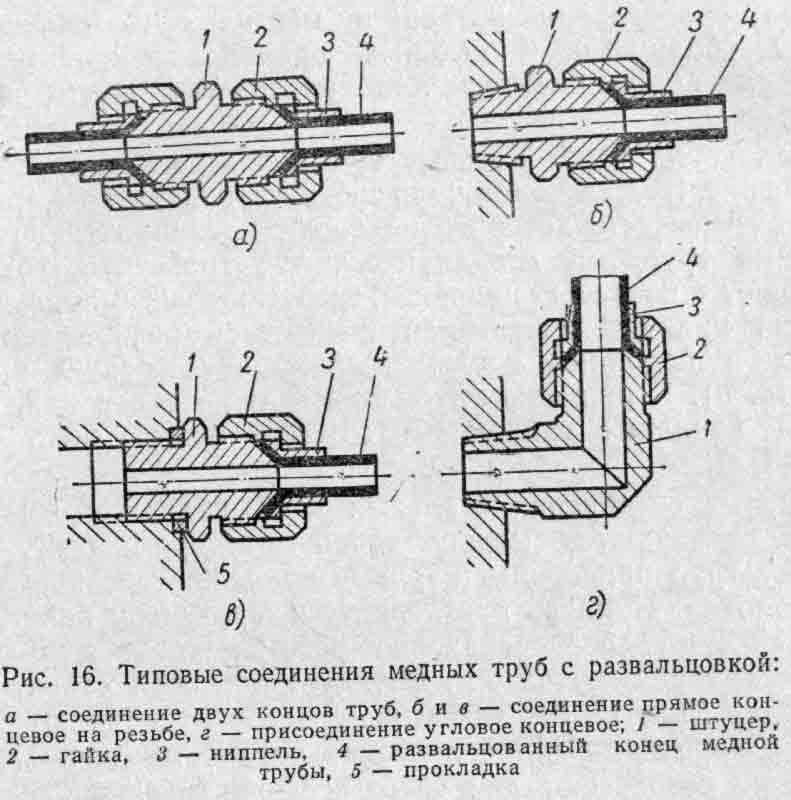
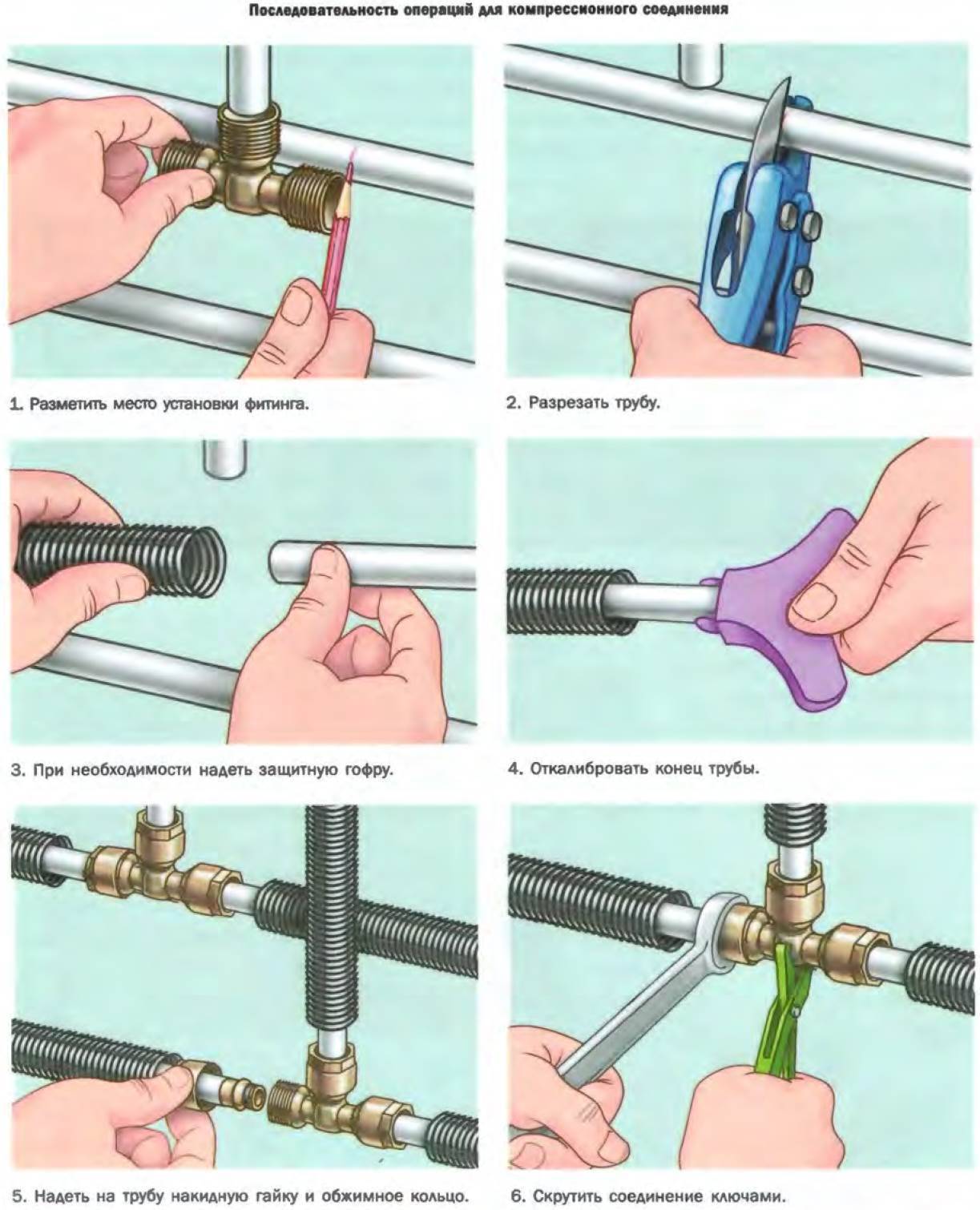
Механические разъёмные соединения медных труб
Сантехническая и другая практика отмечается использованием целого ряда способов создания разъёмных соединений, которые по надёжности и прочности не уступают паяным. При эксплуатации водопроводных и прочих систем, где используются медные трубы, встречаются монтажные фрагменты, где пайка меди невозможна в принципе. Для таких ситуаций как раз и применимы разъёмные механические соединения:
- Конической развальцовкой.
- Накатными канавками.
- Связывающим обжимом.
- Вставкой нажимом.
Рассмотрим технологические моменты каждого способа на случай применения для строительства систем медных трубопроводов.
Прокладка труб отопления в полу
Способы прокладки в полу:
- внутри стяжки;
- в пространстве между лагами (при обустройстве деревянного пола).
Требования:
- Укладка осуществляется после монтажа радиаторов и до выполнения стяжки.
- Если пол деревянный, действия производятся после установки лагов.
- Укладываются все виды труб, кроме стальных (из-за возможной коррозии).
Технология:
- Выполнить чертеж разводки системы по полу.
- Просчитать количество материала, необходимое для укладки цельных отрезков (без соединений).
- Уложить заготовки в рукав, закрепить к основе пола (при стяжке). При креплении учитывать температурное расширение материала.
- Если пол на лагах, заготовки в рукаве проложить в отверстиях между ними, ближе к их основанию.
- Выполнить монтаж соединений начала и конца отрезков заготовок, которые должны находиться вне пола.
- Опрессовать систему.
- Уложить стяжку или деревянный пол.
Резьбовое соединение медных труб
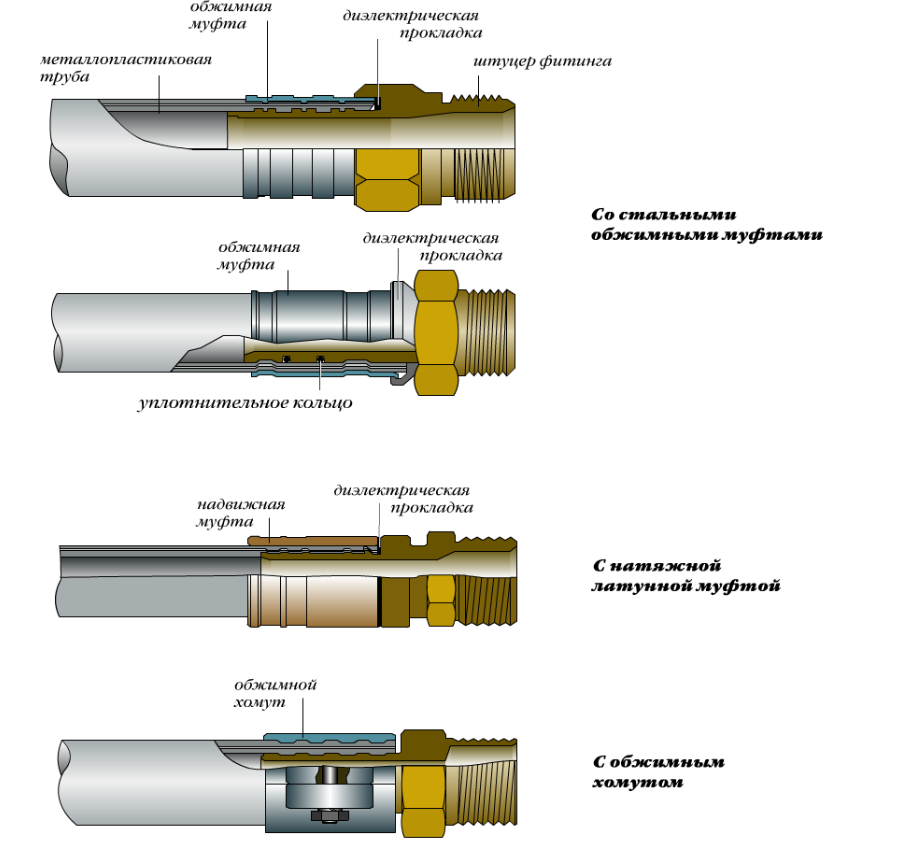
При монтаже медных труб обжимными фитингами получаются разборные соединения, которые не отличаются абсолютной надежностью и требуют контроля при эксплуатации. Такое соединение рассчитано на более низкое допустимое давление и нуждается в периодическом подтягивании. Для начала отрезается часть трубы необходимой длины. Если производится монтаж медных труб с изоляционным слоем, то он удаляется с конца изделия. Для этого делается надрез острым ножом и изоляция снимается. Далее, с торца трубы снимаются напильником заусенцы.
На трубу сначала надевается накидная гайка, а затем обжимное кольцо. После состыковки гайки и обжимного фитинга резьбовое соединение затягивается. Сначала необходимо это делать плавно, потом использовать ключ. Во время этого процесса кольцо обжимает медную трубу и стык герметизируется.


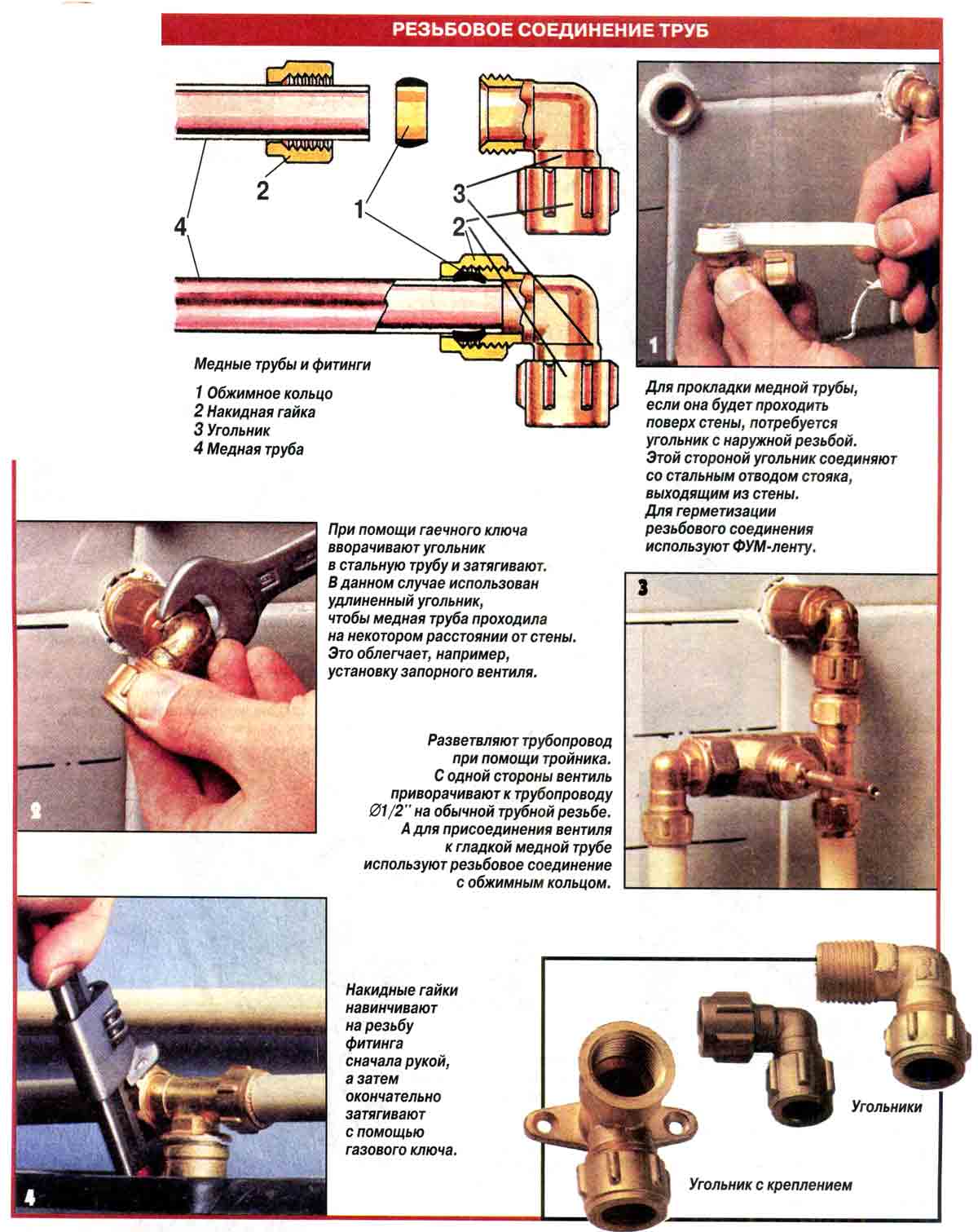

Резьбовое соединение можно применять в легкодоступных местах трубопровода
В случае, если используются переходные фитинги от стальных труб на медные, герметизация производится применением фум-ленты. Она накручивается на резьбу, а потом вворачивается фитинг.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Маркировка труб из меди
Трубы для отопления медные имеют специальную маркировку, которая позволяет идентифицировать их по физическим и химическим параметрам.
Они отличаются по следующим параметрам:
- Плотности. Этот фактор не оказывает влияния на работу системы, однако имеет значения при монтаже и установке. Чем меньше плотность труб, тем меньше их все, и легче транспортировка и монтаж. Средняя плотность составляет около 10 грамм на кубический сантиметр.
- Теплопроводности. Чем ниже его значение, тем меньше составляют потери тепла при движении горячей воды в неизолированных системах отопления, а при самых низких показателях теплопроводности трубы вообще не требуют теплоизоляции. Однако в большинстве случаев медь имеет высокие коэффициенты теплопроводности.
- Температуре плавления. Чем выше этот показатель, тем более высокую температуру может иметь проходящая по трубам вода. Примерная температура плавления меди составляет около 1000 градусов.
- Шероховатости и пористости внутренней поверхности трубы. Чем меньше значения коэффициента пористости, тем более гладкой будет внутренняя поверхность. Это способствует снижению сопротивления ходу воды, уменьшению количества оседающих загрязнений и снижает риск возникновения коррозии.
- Термическому расширению. При воздействии высокой температуры в течение долгого времени медная труба может удлиняться. В среднем, труба длиной в пять метров при прохождении через нее воды с температурой в девяносто градусов удлиняется на полсантиметра.
Особенности монтажа системы отопления с использованием медных труб
Монтаж медных труб для системы отопления начинается с подготовительных работ. Материал можно легко гнуть и резать, однако делать это необходимо правильным образом. Основные рекомендации:
- Перед монтажом необходимо порезать трубы на отрезки необходимой длины.
- Резать трубы для отопления лучше труборезом или ножовкой по металлу.
- Внутренняя поверхность трубопроводов должна быть очищена от заусениц и металлической стружки. Для выполнения этой задачи потребуется напильник и шабер.
- Место отреза необходимо выровнять, особенно в тех случаях, когда резка осуществлялась ножовкой по металлу, что немного деформирует трубу.
- Гнуть трубное изделие можно вручную или с использованием специального инструмента.
- Если в системе отопления предусмотрены изогнутые участки особенно сложной формы, рекомендуется использовать трубогиб. Такой изгиб убережет материал от нежелательного залома, который впоследствии может стать местом образования коррозии.
- Гнуть изделия следует с минимально допустимым радиусом.
- Радиус изгиба при выполнении работы труборезом должен составлять не менее 3, 5 диаметра трубопровода. Если гнуть трубы вручную, следует выполнять радиус изгиба не менее 8 диаметров.

Система отопления с медными трубами
Соединение элементов системы отопления из меди осуществляется двумя уже известными способами:
- Обжимными фитингами;
- Методом пайки.
Благодаря тому, что медь можно легко гнуть, монтаж выполнять несложно и потребуется небольшое количество фитингов. Однако необходимо помнить о некоторых правилах комбинирования материалов в системе отопления.
Медные трубы нельзя подключать к алюминиевым радиаторам.
Если использования алюминиевых радиаторов невозможно избежать, необходимо выполнять переход через стальную трубу. Это поможет избежать начала образования коррозии при стыковке меди и алюминия. Что касается радиаторов из других материалов, к примеру, стальных или чугунных, подобных проблем не возникает.
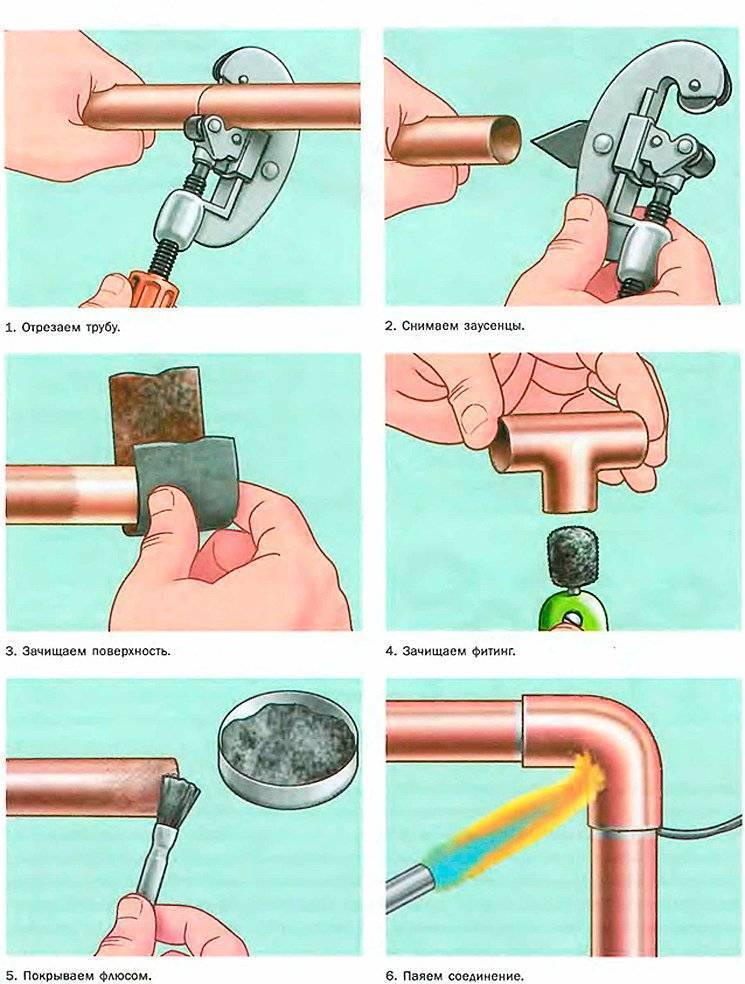
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.




Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой
После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
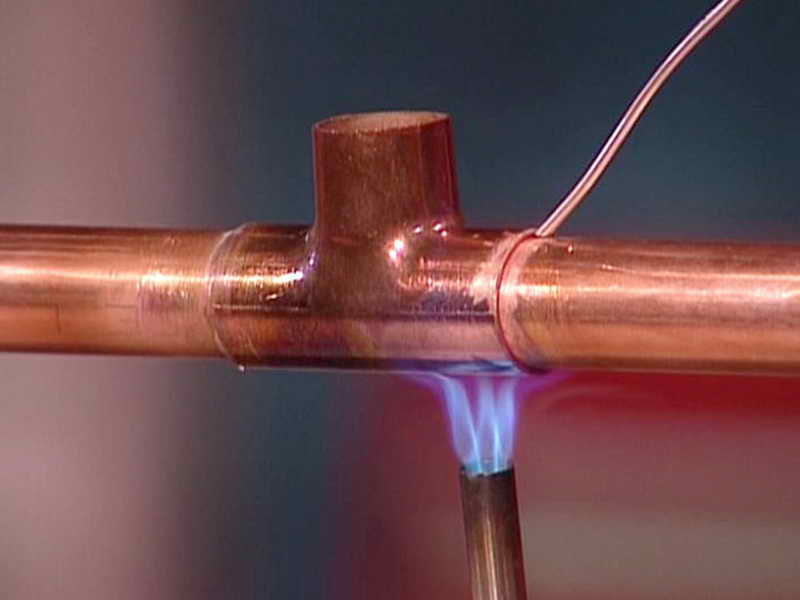
Образование соединения при низкотемпературной пайке
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
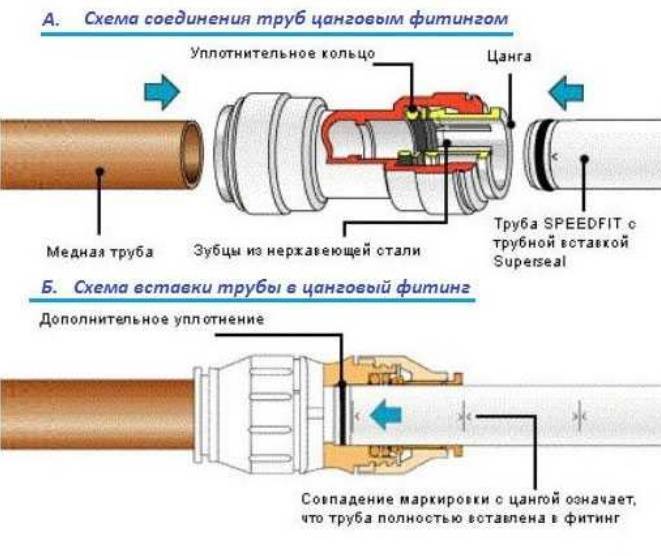
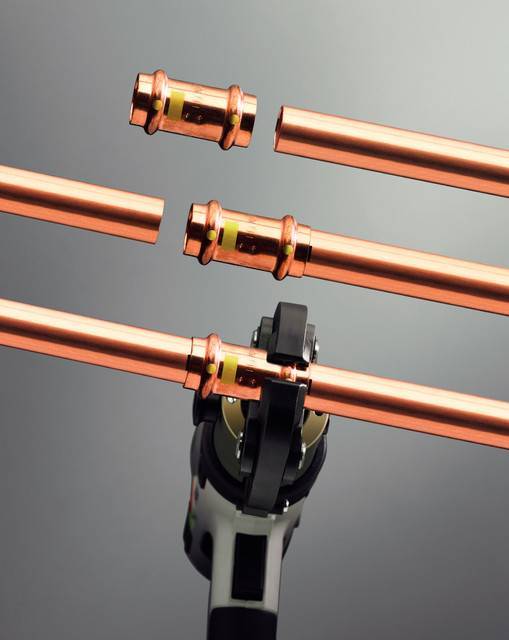
Самофиксирующийся тип
Фитинги, способные самофиксироваться, представляют собой механизмы. Устройство состоит из внутреннего кольца, одно кольцо оснащено зубцами. Придавливая устройство при помощи ключа съемника, они цепляются за соседнее кольцо.
Метод стыка имеет надежное и прочное крепление. Фитинг можно применять много раз, потому что его легко демонтировать и снова установить.
Устройства изготавливают из меди для стыковки труб разного диаметра и материала. Метод самый удобный для использования в больших магистралях из различных труб.
Особенности монтажа на медный трубопровод фитинга под обжим.
Внимание! Данный фитинг не требует применения специального оборудования, их легко установить самостоятельно. В европейской маркировке различают обжимы двух типов, обозначая их буквами А либо В. В европейской маркировке различают обжимы двух типов, обозначая их буквами А либо В
В европейской маркировке различают обжимы двух типов, обозначая их буквами А либо В.
Фитинги А можно использовать для трубопровода, проведенного над землей, они изготовлены из меди полу твердого типа, либо при помощи нержавеющей стали.
Фитинги В можно применять в системах, проложенных над землей и под землей, их изготавливают при помощи мягкой либо полутвердой меди с толстыми стенками.
Внимание! Для надежного соединения элементов, надо придерживаться инструкции
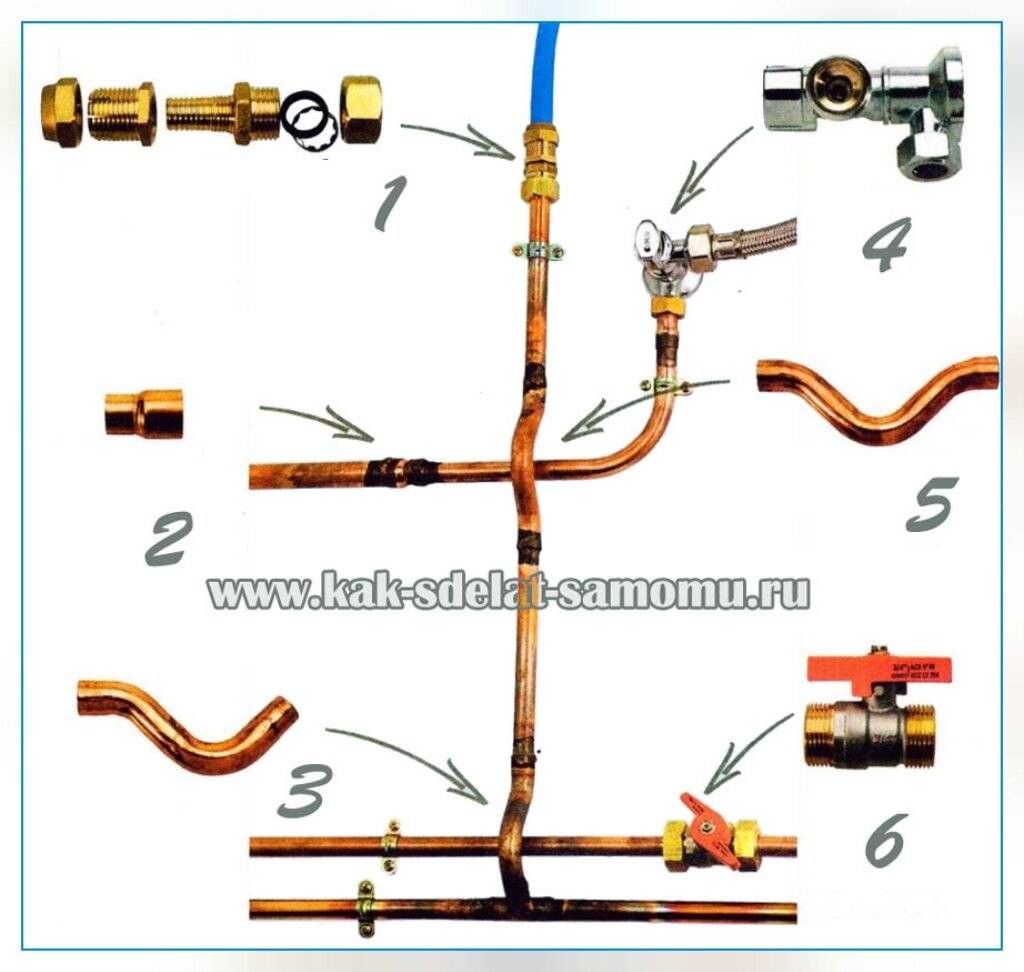
Монтаж медных труб и фитингов своими руками
Прежде чем мы поговорим о конкретном примере, мы расскажем о возможных альтернативах. Так монтаж медных труб можно производить двумя способами. Первый это механическим креплением, с помощью обжимки фитингов или стягивания накидными гайками, а второй вариант это пайка.
Прокладки являются обособленными деталями, не обеспечивающими молекулярное соединение. Они могут растрескаться, лопнуть, не обеспечить должного прижимания. Все это является недостатками обжимки. Пайка, если она проведена качественно, обеспечивает намного лучшую изоляцию, а значит предпочтительна. Именно о пайке медных труб мы и расскажем в нашем конкретном примере.
Особенности установки труб для водопровода
Монтаж медного водопровода для холодной и горячей воды не отличается по технологии
Однако следует обратить внимание на внешний вид трубопроводов и соответствующих фитингов: на детали, предназначенные для горячей воды, наносится теплоизоляция из ПВХ пленки. Монтаж медных труб для водоснабжения может быть осуществлен одним из следующих способов:
- С использованием резьбовых фасонных элементов.
- С применением пайки.
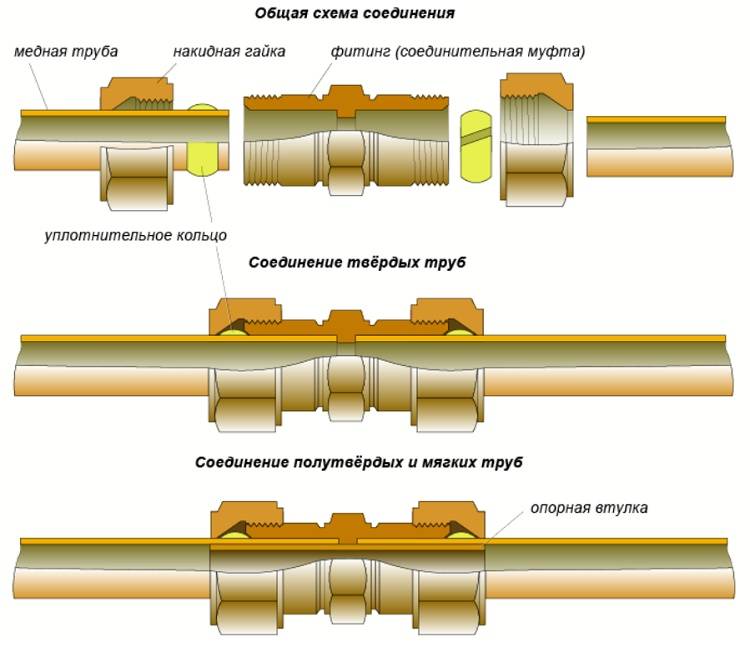
Цанговые соединение резьбовыми фитингами – самый легкий и доступный для установки своими руками способ подключения.
Резьбовые фитинги создают разъемные соединения, которые можно многократно откручивать или закручивать при необходимости. Для того чтобы осуществить монтаж, необходимо:
- Надеть на трубы обжимную гайку.
- Надеть сверху обжимное кольцо.
- Соединить элементы между собой.
- Затянуть гайку.

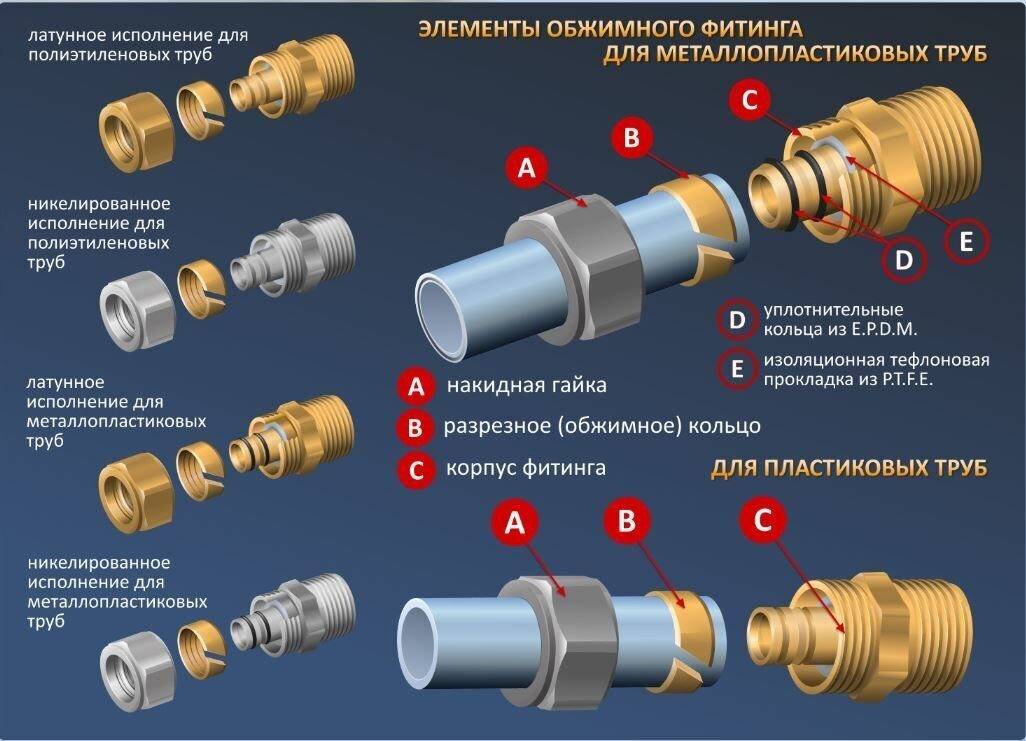
Медные фитинги
Обжимное кольцо отвечает за герметичность соединения, поэтому не подлежит повторному использованию. Если соединение пришлось раскрутить, резиновое кольцо стоит поставить новое. Трубы из меди можно гнуть в любом направлении, а поэтому есть возможность сэкономить на количестве фитингов.
Соединение методом пайки – несколько более сложный способ монтажа, тем не менее, вполне выполнимый своими руками. Необходимо быть осторожным и соблюдать все меры безопасности при работе с открытым огнем. Само соединение состоит из таких этапов:
Очистка концов трубы и фасонного изделия наждачной бумагой до чистого металла.
Кисточкой тонко наносится слой паяльного флюса.
Труба вставляется в фитинг до максимальной отметки.
Место соединения нагревается газовой горелкой или строительным феном.
Очень важно равномерно разогреть соединяемые элементы, для этого рекомендуется пользоваться паяльной лампой с двумя горелками.
Когда температура разогрева будет достаточной для плавления припоя, его вводят в место соединения.
После затвердевания можно удалить излишки флюса.
В продаже представлены медные фитинги с заранее предусмотренным припоем в специальном желобе. Это упрощает монтаж своими руками: достаточно только ввести конец смазанного флюсом трубопровода и нагреть до необходимой температуры. Припой расплавится и затечет в щель между трубой и фитингом, создавая надежное соединение.






Фитинги для медных труб
Монтаж медных труб для систем водоснабжения и отопления своими руками
- Перед монтажом необходимо порезать трубы на отрезки необходимой длины.
- Резать трубы для отопления лучше труборезом или ножовкой по металлу.
- Внутренняя поверхность трубопроводов должна быть очищена от заусениц и металлической стружки. Для выполнения этой задачи потребуется напильник и шабер.
- Место отреза необходимо выровнять, особенно в тех случаях, когда резка осуществлялась ножовкой по металлу, что немного деформирует трубу.
- Гнуть трубное изделие можно вручную или с использованием специального инструмента.
- Если в системе отопления предусмотрены изогнутые участки особенно сложной формы, рекомендуется использовать трубогиб. Такой изгиб убережет материал от нежелательного залома, который впоследствии может стать местом образования коррозии.
- Гнуть изделия следует с минимально допустимым радиусом.
- Радиус изгиба при выполнении работы труборезом должен составлять не менее 3, 5 диаметра трубопровода. Если гнуть трубы вручную, следует выполнять радиус изгиба не менее 8 диаметров.
Система отопления с медными трубами
Соединение элементов системы отопления из меди осуществляется двумя уже известными способами:
- Обжимными фитингами;
- Методом пайки.
Благодаря тому, что медь можно легко гнуть, монтаж выполнять несложно и потребуется небольшое количество фитингов. Однако необходимо помнить о некоторых правилах комбинирования материалов в системе отопления.
Если использования алюминиевых радиаторов невозможно избежать, необходимо выполнять переход через стальную трубу. Это поможет избежать начала образования коррозии при стыковке меди и алюминия. Что касается радиаторов из других материалов, к примеру, стальных или чугунных, подобных проблем не возникает.
Монтаж медных труб — это процесс, который может осуществляться по-разному. Существует несколько вариантов соединения таких изделий, которые включают в себя сборку, сварку и пайку. Разрешается применение фитингов других производителей, что может в определенных случаях уменьшить финансовые затраты.
Подсчет фитингов
Для того чтобы осуществить монтаж медных трубопроводов обязательно применяются фитинги. Они могут быть либо обжимными, либо паечными. В первом случае соединение будет разъемным, во втором — неразъемным.
Выбор фитингов будет также оказывать влияние на крепление всех элементов.

Сборка
После подсчета нужного количества фитингов начинается сборка труб. Для начала края изделий покрываются тонким слоем флюса. Процедура необходима для того, чтобы предотвратить процесс окисления, который обязательно возникает в момент нагревания элементов. Этот способ обработки предотвращает оседание на соединении посторонних веществ, негативно влияющих на прочность.
Обжатые фитингами концы труб при помощи специальных клещей зажимаются. Именно это давление осуществляет фиксацию.