Как выполняется расчет?
Чтобы разобраться с количеством пропилов, нужно выполнить простой расчет. Предположим, что требуется выполнить следующие условия:
- имеется труба размером 30·50 мм;
- необходим разворот под углом 180 ⁰;
- радиус полного разворота R = 100 мм;
- движение производится по стенке b = 30 мм.
Нужно определить наружную длину образующей половины окружности.
Lнар = π (R + b)/2
здесь π = 3,14 отношение длины окружности к радиусу.
Попутно определяется половина образующей по внутреннему радиусу.
Lвн = π R/2
Разница между значениями определяет общую ширину пропилов.
С = Lнар – L вн
Зная толщину пильного диска (h = 2 мм), нетрудно определить количество пропилов.
n = C/h
Остается подставить все данные в расчетную формулу и определить количество пропилов для поворота на 90 ⁰. Полное количество можно определить в виде.
N = 2n
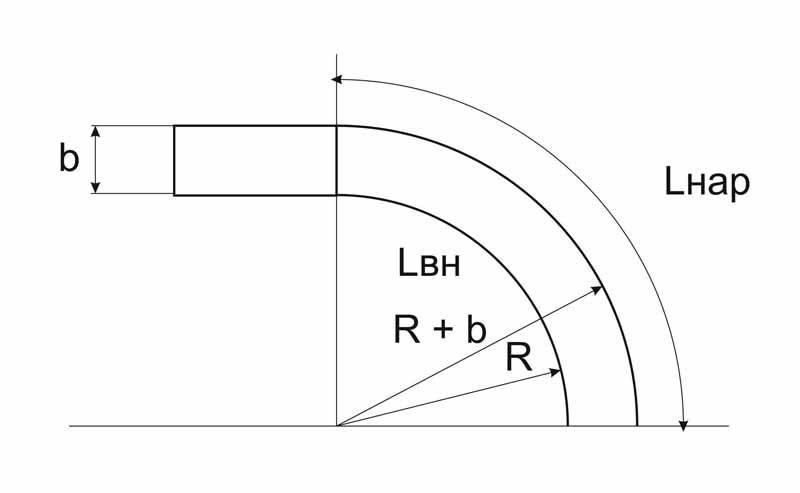
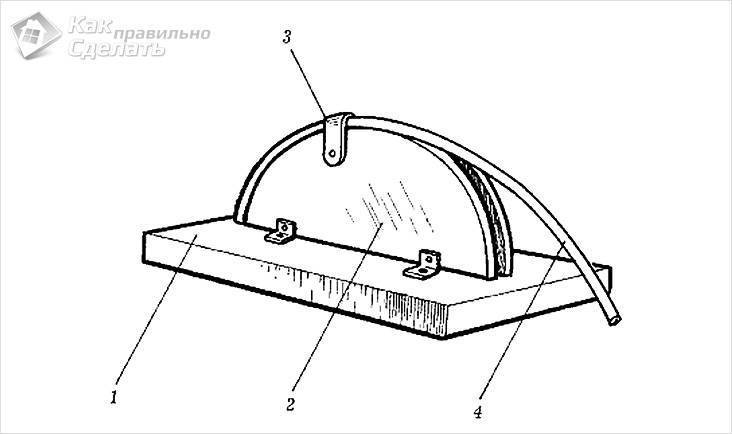
Расчетная схема для определения параметров пропилов
Расчет лучше оформить в виде таблицы 1
Таблица 1. Определение количества пропилов для начальных условий
| Ширина трубы b, мм | 30 |
| Радиус внутреннего слоя R, мм | 100 |
| Наружный радиус R нар, мм | 130 |
| Длина половины окружности по наружному слою Lнар, мм | 408,2 |
| Длина половины окружности по внутреннему слою Lвн, мм | 314 |
| Разница между длиной наружного и внутреннего слоя С, мм | 94,2 |
| Ширина пропила h, мм | 2 |
| Количество пропилов n | 47 |
| Полное количество пропилов N | 94 |
Часто вопрос о сгибании труб с помощью резов обращаются желающие построить теплицу. Их интересует: «Сколько раз нужно пропилить стенки для получения гиба с определенным радиусом образующей?» Пользуясь предложенными зависимостями, можно легко рассчитать пазы трубы для теплицы. В таблице 2 приведены расчеты для труб разного диаметра и радиусов внутренней образующей.
Таблица 2. Расчет для профильных труб теплицы
| № | Ширина трубы b, мм | Радиус внутреннего слоя R, мм | Наружный радиус R нар, мм | Длина половины окружности по наружному слою Lнар, мм | Длина половины окружности по внутреннему слою Lвн, мм | Разница между длиной наружного и внутреннего слоя С, мм | Ширина пропила h, мм | Количество пропилов n | Полное количество пропилов N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
Чтобы оценить эффективность подобной технологии, желательно оценить трудоемкость и затраты материалов (таблица 3).
Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
| Количество пропилов | Длительность одного пропила, мин | Общая длительность пропиливания трубы, мин | Расход отрезных дисков диаметром 125 мм, шт. | Общий расход отрезных кругов, шт. | Длительность сгибания по пазам, мин | Длительность заварки шва по пропилу, мин |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| — | — | — | — | — | — | — |
| Количество пропилов | Общая длительность заварки пазов, мин | Расход электрода 3 мм на один паз с трех сторон | Всего требуется электродов, шт. | Общая длительность процесса, мин | Общая длительность процесса, час | Приведенные затраты на приобретение дисков и электродов, руб. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |

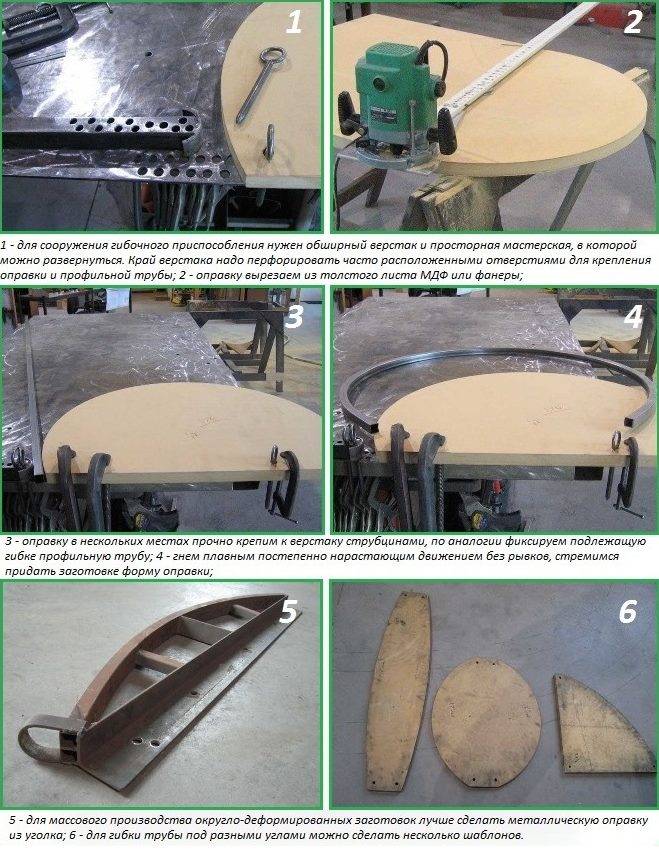
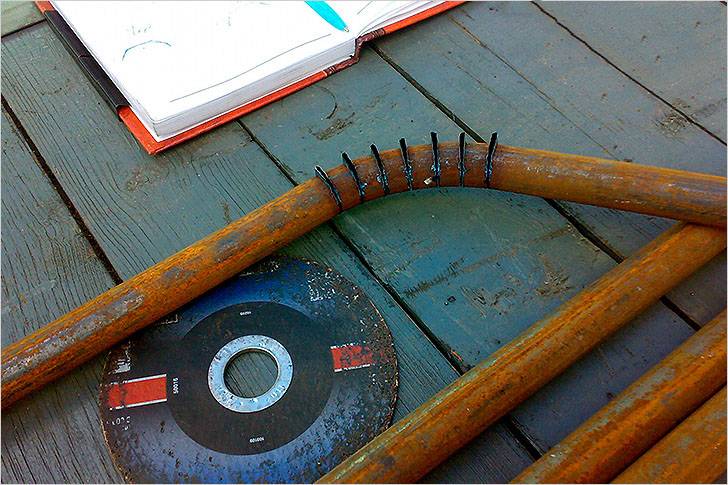
Вид гнутых изделий, полученных методом пропила пазов с последующей сваркой
Из представленных расчетов видно, что технология гибки труб по радиусу может быть оправдана только для выполнения изгибов профильных заготовок только в ограниченном количестве. Если требуется создать сложную пространственную конструкцию, то следует воспользоваться специальными приспособлениями для промышленной гибки.
При пропиливании пазов необходимо контролировать глубину пропила со всех трех сторон. Потребуется специальное приспособление, которое сможет ограничить вхождение инструмента по мере стачивания диска.
Методы гибки
Для сгибания применяются специализированные приспособления (трубогибы). Эти устройства позволяют качественно выполнить процесс. В домашних условиях можно согнуть трубу без трубогиба несколькими способами.
Холодная гибка
При использовании этого способа металл не поддается воздействию высокой температуры. Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.
Горячее сгибание
Заготовки, высота поперечного сечения которых составляет от 10 до 40 миллиметров, следует сгибать с применением нагрева. Участок, на котором будет сгиб, нагревается до высокой температуры. Таким образом удается уменьшить силу оператора.
ВНИМАНИЕ: Во избежание ожогов, при применении нагрева следует использовать индивидуальные средства защиты, такие как перчатки и очки.
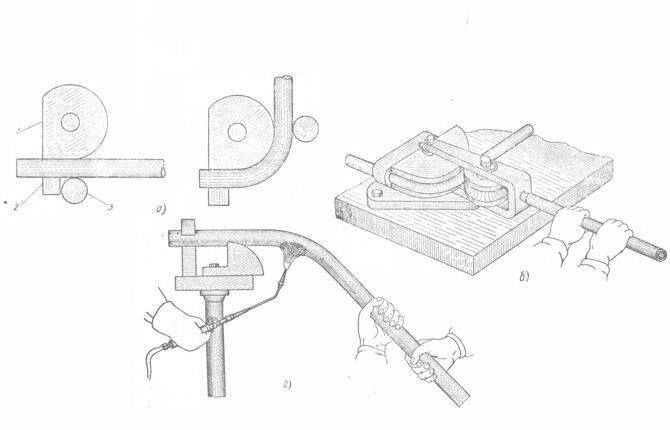
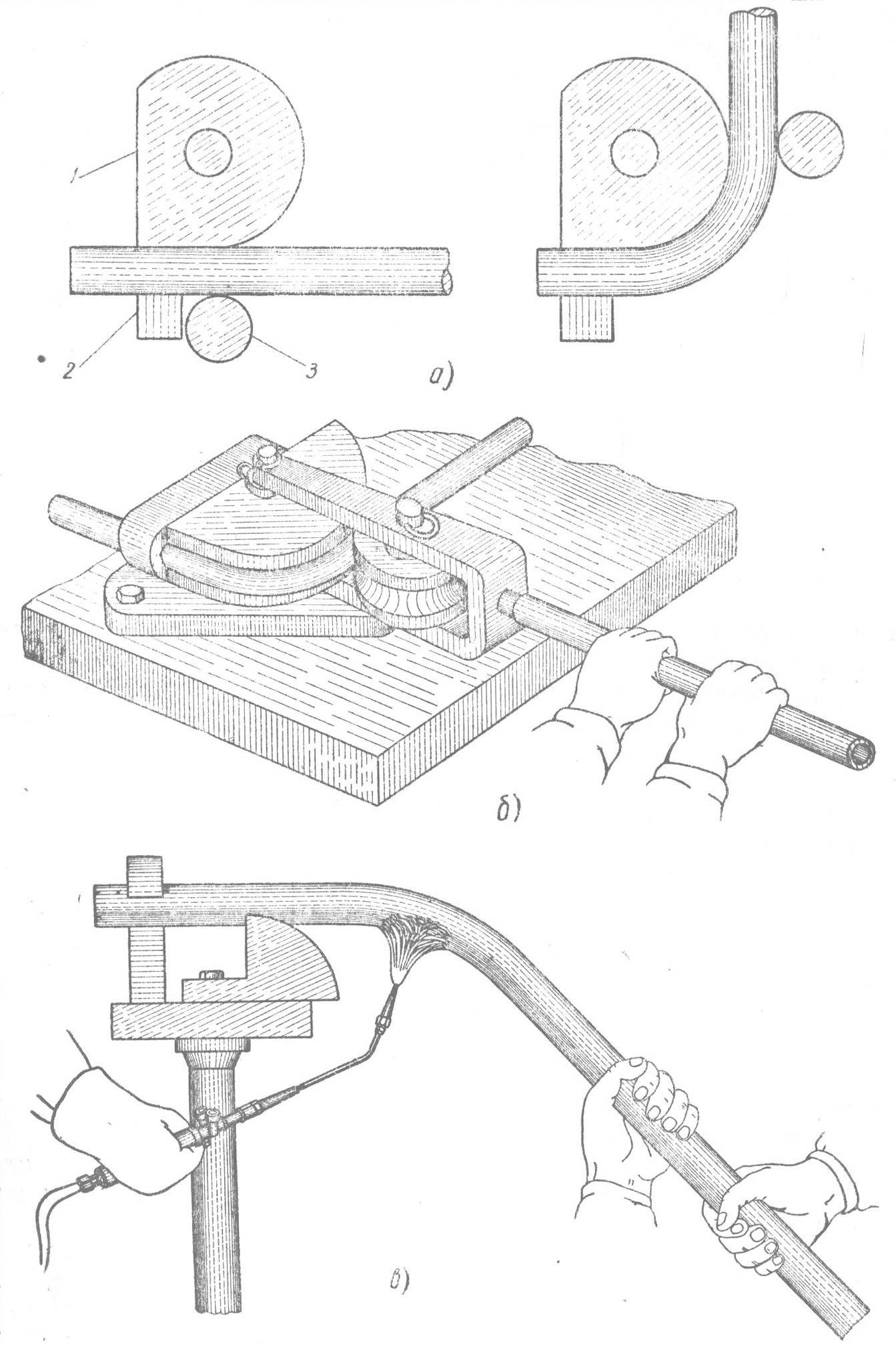
Рычагом
Чтобы сгибать без специализированных приспособлений, оператор использует физическую силу. При небольших размерах изделия больших усилий от оператора не требуется. Если обрабатываемый предмет имеет высоту сечения более 10 миллиметров, для увеличения давления используется рычаг. Работа выполняется следующим образом:
- Подготавливается шаблон нужной формы. Он должен быть изготовлен из прочного материала;
- Шаблон и заготовка крепятся в тисках;
- На свободный край трубы надевается рычаг. Длина рычага должна быть достаточной для повышения усилия;
- Воздействием на рычаг осуществляется сгибание.
Использование рычага при сгибании может применяться как при холодной, так и при горячей гибке.
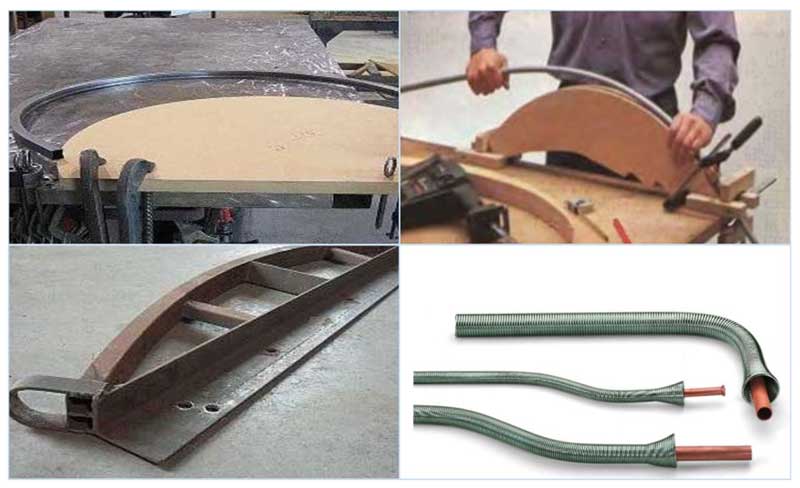
Использование пружины
При небольших размерах изделия используется пружина. Она оказывает внутреннее противодействие, и предотвращает деформацию металла. Перед выполнением работ необходимо изготовить пружину из стальной проволоки (толщиной от 1 до 4 миллиметров). Форма пружины должна соответствовать форме поперечного сечения заготовки. По размеру пружина должна быть немного меньше диаметра трубки.








Пружина для гибки профильной трубы
Пружина помещается вовнутрь детали на место сгиба. После этого, процесс сгибания может быть выполнен как холодным, так и горячим методом. В процессе сгибания пружина, создавая внутреннее противодействие, не допускает повреждения внутренней и наружной поверхности сгиба. По окончании работ необходимо извлечь пружину из детали.
Вместо пружины можно использовать чистый и сухой песок. Один край трубы закрывается деревянной пробкой. Через открытый край деталь полностью заполняется песком. После заполнения, вторая сторона закрывается деревянной пробкой. Песок внутри обрабатываемого предмета дает возможность сохранить форму профиля и снижает степень деформации при сгибании.
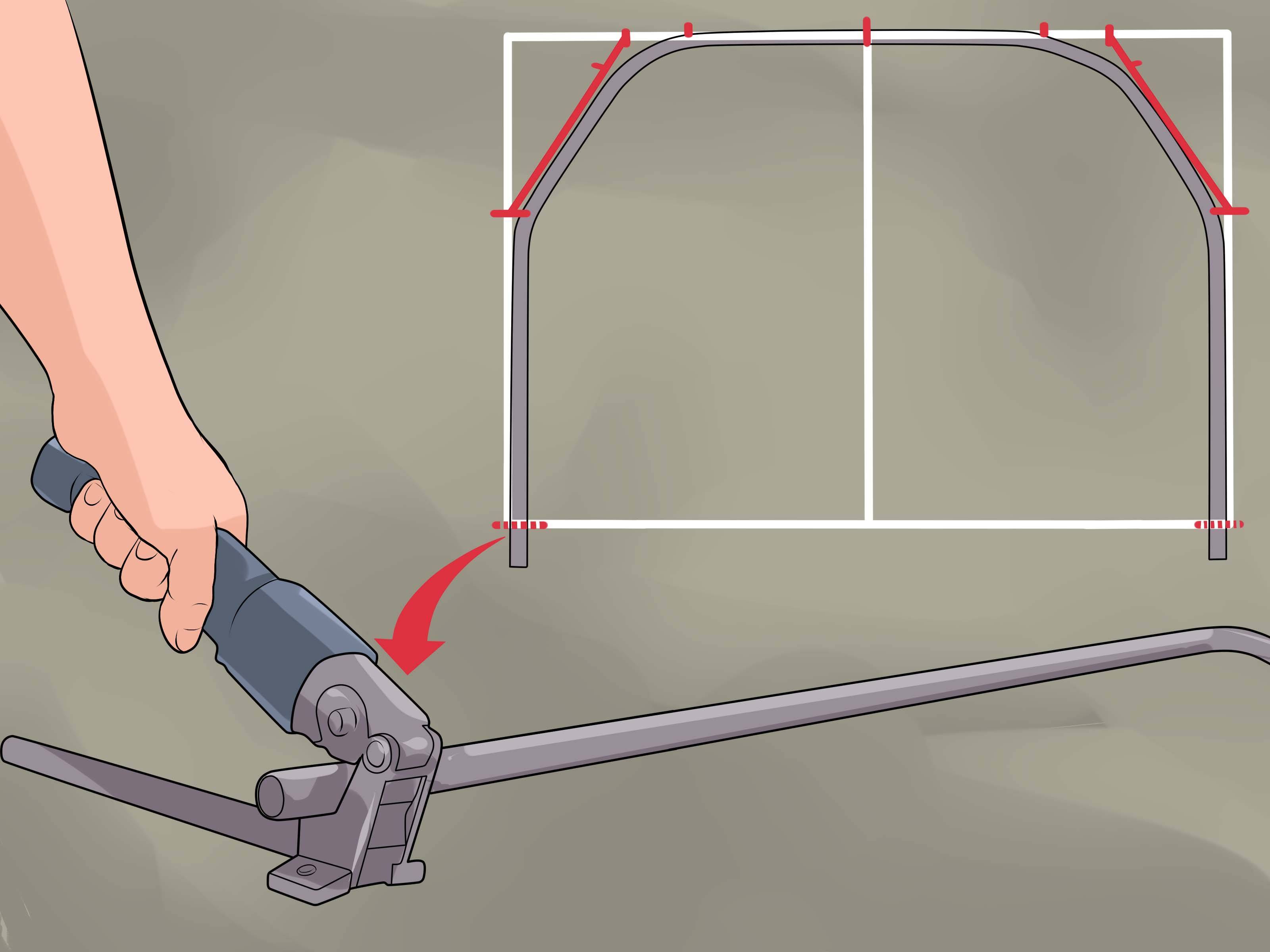
Резка и сварка
При этом способе внутренняя и боковые стороны сгиба надрезаются болгаркой, после чего обрабатываемый предмет можно легко согнуть. Процесс происходит следующим образом:
- На внутреннюю сторону профиля наносится разметка;
- Согласно разметке, внутренняя и боковые поверхности надрезаются углошлифовальной машиной;
- Заготовка сгибается до тех пор, пока стыки пропилов не соприкоснутся друг с другом;
- Соединенные стыки свариваются между собой;
- Сварочные швы шлифуются.
Горячая гибка
Данный способ позволяет придать профтрубе необходимую форму без риска образования трещин и сплющиваний. Линии изгиба получаются плавными. Данный метод нельзя использовать только для труб из цинка, так как в процессе накаливания выгорает оцинкованный слой, который выполняет функцию защиты конструкции от коррозии.
Необходимые инструменты и материалы
- кварцевый песок;
- деревянные заглушки — 2 шт;
- газовая сварка (горелка);
- дрель.
Инструкция:
- Профтрубу затыкают деревянным колышком с одной стороны, затем насыпают кварцевый песок и забивают противоположную сторону аналогичным способом. Это необходимо для того, чтобы избежать деформации в процессе гибки трубы. Без использования песка материал конструкции будет испорчен.
- В одном из концов профтрубы делают отверстие, через которое в процессе накаливания будет выходить воздух.
- То место, которое нужно согнуть, разогревают с помощью газовой сварки или горелки, а затем придают профтрубе нужную форму. При работе с газовой сваркой необходимо соблюдать все меры пожарной безопасности. Нужно избегать перегрева металла, которое может привести к появлению окалины и ухудшению эксплуатационных показателей изделия.
- Как только трубное изделие приобрело желаемый изгиб, необходимо вынуть деревянные клинья и высыпать песок. Заглушки можно легко вытащить, нагрев концы профтрубы горелкой.
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу под любым углом, мы тем самым деформируем структуру металла. Происходит сжимание внутреннего слоя профиля, и растягивание внешнего. Для алюминия характерна довольно низкая степень плотности, поэтому в результате сгибания данные изделия травмируются довольно незначительно. Что касается легированного алюминия, то по причине большей плотности процедура сгибания изготовленных из него труб отличается большей сложностью.
Благодаря гибкости алюминиевые трубы хорошо подходят для изготовления самых замысловатых конструкций, при сохранении их сечения и целостности. Сгибать такие изделия можно ручным способом, для чего применяются нехитрые механизмы или специализированные приспособления. Заготовка при этом может разогреваться или оставаться холодной. Обычно на этот фактор влияет размер, вид и структура сгибаемой трубы, толщина ее стенок и сложность выбранной конфигурации.
Гибка алюминиевых труб в одной плоскости может иметь вид отвода, скобы, утки и калача. Заготовки, имеющие два сгиба в 135 градусов, называются уткой, три сгиба – скобой (параметр центрального угла – 90 градусов, крайнего – 135 градусов). Изгиб в виде полуокружности называется калачом, а сгиб в 45-135 градусов – отводом.
Осуществляя сгибание, важно придерживаться следующих рекомендаций:
- При наличии у алюминиевой трубы сварного шва во время сгибания он не должен попасть ни на вогнутую, ни на выпуклую линию изгиба, перпендикулярно деформируемой поверхности.
- На изделиях диаметром 15-20 мм при выборе величины радиуса сгиба за ориентир берется показатель наружного диаметра, который удваивают.
- Заготовки, обладающие диаметром более 25 мм, оснащаются радиусом сгиба, равной величине наружного диаметра, умноженного на 3.
Вне зависимости от выбранного варианта гибки, главная задача — не допустить, чтобы в процессе гибки появились какие-то дефекты
Решая задачу, как согнуть алюминиевую трубу в домашних условиях, важно понимать, что в этом случае все зависит от правильности выбора способа и инструмента, а также соблюдении правил безопасности
Трубогиб профильной трубы: виды
Существует несколько классификаций профилегибов: по мобильности (стационарные, переносные, носимые), типу передаточного механизма и типу привода. Последнее разделение является наиболее важным для того, чтобы понять устройство станка для гибки профильной трубы и сделать его своими руками.
Ручное устройство с валиками
Сложный гибочный станок, сделанный своими руками
Гибочный станок для профильной трубы может быть исполнен с одним из трех видов привода: ручным, гидравлическим или электрическим.
Гидравлический трубогиб для профильной трубы
Профилегиб данного типа широко распространен в промышленности за счет способности обрабатывать детали любых размеров быстро и качественно. Кроме того, такое устройство часто применяется при работе с трубопроводами водоснабжения и канализации.
Ручной гидравлический профилегиб
Несмотря на сложность устройства гидравлического трубогиба, своими руками его сделать вполне возможно. Необходимо лишь наличие небольшого опыта работы с промышленным оборудованием.
Гидравлический трубогиб своими руками: чертеж
Трубогиб для профильной трубы с электрическим приводом
Данное оборудование те очень большое и тяжелое, однако требует стационарной установки. Профилегибы с электрическим приводом способны выполнять точные работы без потери качества. Они могут быть полностью электрическими или электромеханическими. Второй тип дешевле, но требует частичного ручного управления. Электрические устройства могут быть оборудованы автоматикой для длительной автономной работы (правда, стоимость таких трубогибов довольно высока).
Электромеханическое устройство способно гнуть изделиялюбого сечения, достаточно лишь купить ролик для трубогиба профильной трубы необходимого размера
Используются устройства данного типа в основном на предприятия и в частных мастерских. Для гибки профильных труб в домашних условиях лучше подойдет ручной трубогиб.
Ручной профилегиб
Наиболее популярный вариант среди владельцев небольших мастерских и людей, занимающихся гибкой труб в домашних условиях.
Фото трубогиба для профильной трубы с ручным приводом
Достоинства данного устройства:
- Низкая стоимость. Ручной профилегиб можно купить по весьма привлекательной цене из-за простоты устройства и небольших затрат на производство.
- Малый вес и мобильность. Его легко переносить с места на место, так как конструкция не предусматривает основания.
- Редкие поломки. Благодаря отсутствию электроники, ручной профилегиб редко выходит из строя. А если это произошло, ремонт не отнимет много времени и денег.
- Возможность сборки самодельного трубогиба. Станок для гибки профильной трубы можно сделать в домашних условиях (например, трубогиб из домката).
Небольшой ручной профилегиб всегда можно взять с собой для облегчения монтажных работ по отоплению или газоснабжению
Недостатки:
- Относительно невысокая точность работ. В ручных приспособлениях нет аппаратного управления, поэтому точность гибки зависит только от ваших навыков.
- Необходимость приложения физических усилий.
- Невозможность работы с большими размерами. С помощью ручного устройства можно гнуть детали с максимальным размером 4х4 см.
- Затрата большого количества времени для максимально точного исполнения.
Небольшое ручное устройство в действии
Таким образом, для работы дома ручного устройства вполне достаточно. Если же вы будете проводить большой объем работ, и использовать при этом заготовки большого размера, стоит присмотреться к электронным или гидравлическим трубогибам.






Гибка труб в домашних условиях
Профильную трубу согнуть своими руками можно и без помощи специальных станков и инструментов. Причем в большинстве случаев можно добиться изгиба действительно неплохого качества.
Выполнение гибки с применением болгарки и сварки
Станок для пропила профильных труб болгаркой
Перед тем, как согнуть профильную трубу, потребуется вооружиться болгаркой и обычным сварочным аппаратом.
Гибку выполняют в следующей последовательности:
- Рассчитывают радиус закругления трубы.
- По длине изгибаемого участка выполняют равномерно поперечные пропилы трех сторон.
- После этого с легкостью гнут трубу.
- Сваривают пропиленные места.
- Обрабатывают и шлифуют место сварки.
Таким способом можно достичь впечатляющего внешнего результата при нужном радиусе изгиба трубы.
Гибка с использованием средств внутреннего противодействия
Одним из таких средств может стать специально изготавливаемая пружина. Перед тем, как согнуть трубу профильную, из стальной проволоки толщиной в 1-4 мм (в зависимости от толщины изгибаемой трубы) навивают пружину квадратного сечения.
Величина каждой из сторон сегмента пружины должна быть на 1,5-2 мм меньше внутренних величин сечения трубы, чтобы пружина могла без каких-либо усилий внедриться внутрь трубы.
После установки трубы в месте предполагаемого сгиба, непосредственно перед тем, как гнуть профильную трубу, изгибаемый участок разогревают паяльной лампой. Далее производят изгиб трубы на болванке, радиус которой равен требуемому внутреннему радиусу гнущейся трубы.
При необходимости согнуть медную профильную трубу (для водопровода или отопления) в зимний период, может быть применен несколько оригинальный метод.
Итак, как загнуть трубу профильную:
- Трубу из меди заполняют водой, закрыв предварительно один из ее концов пробкой.
- Выставляют трубу на мороз до полного замерзания жидкости.
- Гибка медной трубы после этого может быть выполнена по шаблону соответствующего радиуса практически без потери сечения и без усилий.
Пример используемой для гибки болванки
Как согнуть профтрубу без трубогиба? Подготовьте несколько ведер сухого и чистого песка. Если чистый песок достать не удалось, подойдет и обычный, пролежавший во дворе.
Его потребуется просеять и как следует высушить, прокалив его на костре или при помощи газовой горелки до той поры, пока песок не перестанет парить и дымить. После обработки и остывания песок ссыпают в сухую и чистую тару.
Перед тем, как согнуть квадратную трубу, в нее с одной из сторон забивают деревянный клин на глубину 10-20см, а далее насыпают в свободное отверстие трубы подготовленный чистый и сухой песок до полного заполнения трубы. Далее забивают аналогичный клин с другой стороны трубы и начинают, непосредственно, процесс гибки.
Операция, как и в предыдущих случаях, производится с применением болванки диаметром, соответствующим требуемому внутреннему радиусу изгиба. Если изгиб слишком крутой (малый радиус), место сгиба можно нагреть при помощи горелки. Песок, плотно забитый в трубу, не даст ей потерять целостность либо сильно деформироваться.
По окончанию гибки на костре выжигают одну из пробок, удаляют из трубы песок и выбивают либо выжигают из трубы вторую пробку. Времени на гибку таким способом уйдет не на много больше, в сравнении с тем, как загнуть профильную трубу с помощью трубогиба.
Представленные в статье методы гибки профильных труб будут эффективны при выполнении всех перечисленных условий, однако изгиба действительно высокого качества во всех смыслах слова можно достичь, только воспользовавшись помощью профессионалов, которые выполнят работы на специально предназначенном для этого оборудовании. Подходите к работе со знанием дела, только благодаря этому удастся достичь желаемого результата, затратив при этом минимум средств и усилий.
Гибка полипропиленовых труб в домашних условиях
Полипропилен (армированный и нет) соединяется при помощи специального паяльника, а для всевозможных поворотов и конструктивных элементов применяются фитинги. Их выпускают самых разных форм и направлений, даже когда нужно плавно обойти какой-то объект, существуют специальные «обводки», поэтому чаще всего при монтаже ПП водопровода можно обойтись без сгибания.
 Если же на свой страх и риск решите гнуть ПП:
Если же на свой страх и риск решите гнуть ПП:
- Место сгиба зафиксируйте, и очень медленно надавливайте на концы. Радиус «холодного» изгиба не должен превышать восьми Ø самой трубы.
- Когда нужен больший угол, внутрь помещают специальную пружину, затем отрезок нужно прогреть строительным феном до 150°C и после этого плавно сгибать. Когда труба остынет нужно тщательно проверить деформированный участок – здесь не должно быть трещин и вмятин.
Когда полипропилен нагрет – он становится очень податливым и эластичным. Согнуть его – полдела, нужно ещё и зафиксировать отрезок в этом положении до полного остывания. После того, как материал вновь станет твёрдым, из него извлекается пружина.
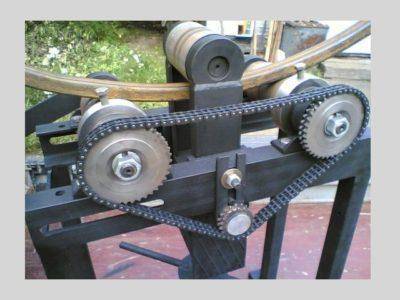
Изготовление гибочного станка своими руками
Человеку с навыками слесарной работы, вполне под силу самостоятельно собрать свой трубогиб. Необходимо заготовить:
- Три ролика или вала, выполняющих в устройстве функцию сгибания.
- Металлический швеллер или уголок для создания опорной рамы.
- Цепь.
- Приводной механизм.
 Последовательность сборки самодельного гибочного станка:
Последовательность сборки самодельного гибочного станка:
- Сборка опорной рамы. Для этого отдельные элементы металлопроката соединяются в единую конструкцию продольной конфигурации. Сборку производят методом сварки или болтовыми соединениями. Главная задача опоры станка заключается в его устойчивости и прочности. Чтобы обеспечить это условие, конструкцию прочно фиксируют к полу.
- Установку двух валов с осью вращения производят на необходимом расстоянии, немного выше уровня стола, третий вал закрепляют посредине немного выше. Валы закрепляют к опоре болтами с гайками.
- Валы или ролики, расположенные в горизонтальной плоскости, устанавливаются на расстоянии, определяющим радиус изгиба. Для регулирования углов деформаций устанавливают ограничительные ролики и стопор.
- Для передачи вращательного момента станок оборудуется цепной передачей. Здесь возможно два варианта установки цепи: с помощью шестерен или монтаж непосредственно на валы.
Для создания крутящих усилий к станку прикрепляется ручка, выполняющая функцию ручного привода.
Альтернативные варианты сгибания труб в домашних условиях
Рассмотрим, как согнуть профильную трубу без применения специальных станков. Следует заметить, что гибка профильной трубы по радиусу должна удовлетворять следующим требованиям:
- желательная толщина стенки трубы должна быть более 2 см, в противном случае изгиб чреват разрушением целостности конструкции трубы;
- положим высоту профиля трубы Z > 2 см, тогда профильная труба, гнутая на отрезке длиной 3,5 х Z, не будет разрушена и не утратит надежности.
Немаловажной является температура изделия при сгибании. Не секрет, что в нагретом состоянии изменить кривизну металлического изделия легче. Но, если работы производятся в домашних условиях, то крайне необходимо соблюдать технику безопасности и следить за своими действиями
Но, если работы производятся в домашних условиях, то крайне необходимо соблюдать технику безопасности и следить за своими действиями.







Сгибание профильных труб при помощи болгарки
Еще одним способом достижения желаемого радиуса загиба своими руками является применение болгарки. В месте предполагаемого изгиба необходимо сделать несколько поперечных пропилов (обычно их необходимо три), далее просто согнем профильную трубу своими руками и сварим места пропилов сварочным аппаратом.
Поскольку профильная труба имеет сечение правильной формы, то итоговое изделие будет иметь вполне эстетичный вид (если аккуратно зашлифовать сваренные участки) с ненарушенными показателями прочности.
Способ с использованием пружины
Сгибание профильной трубы небольшого сечения с использованием пружины
Способ довольно прост и может быть реализован следующим образом: необходимо взять проволоку (желательно из стали) толщиной примерно 2 мм, сделать из нее квадратную пружину, которую вставить в трубу, далее стоит нагреть место, где будет изгиб и собственно согнуть трубу до того радиуса, который необходим. Стоит сразу отслеживать, как правильно согнуть профильную трубу, поскольку нагретая труба не долго будет сохранять свою пластичность.
Трубогиб для профильных труб любого сечения с электродвигателем
Сгибание труб с использованием песка
Когда нет возможности произвести работы в специализированных мастерских и дело ограничивается домашними условиями и своими руками, на помощь приходят самые разнообразные идеи того, как согнуть профильную трубу, не затратив больших финансовых и физических усилий. Рассмотрим подробнее, как выгнуть профильную трубу: в домашних условиях при этом можно использовать песок, обязательно просеянный и высушенный. А также деревянные клинья, которые соизмеримы со срезом трубы и могут быть в него забиты.
Порядок действий следующий:
- забить клин с одной стороны трубы;
- засыпать внутрь песок;
- забить клин с другой стороны, тем самым сделав своеобразную заглушку.
Далее, зафиксировав один конец, можно производить сгибание на нужный радиус. При этом место сгиба также можно нагреть для облегчения выполнения операции. Целостность и прочность трубы обеспечит засыпанный песок, который после успешного сгибания можно удалить, выбив предварительно деревянные клинья.
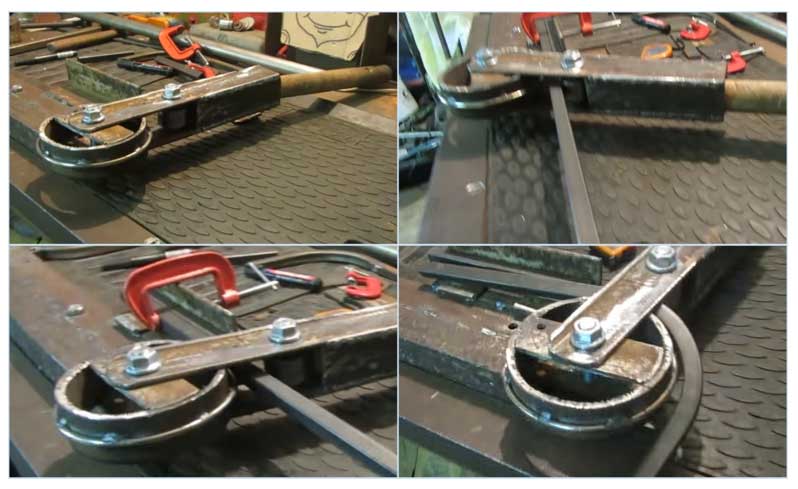
Самодельное приспособление для изгиба профильных труб
Как согнуть профильную трубу с помощью воды
Согнуть профильные трубы в домашних условиях, как необходимо по проекту, можно при помощи воды. При этом труба должна быть сделана из меди либо из любого иного цветного металла. Необходимо закрыть один из концов профильной трубы заглушкой и залить внутрь воду. Важным является обеспечение ее нахождения при отрицательной температуре для того, чтобы вода могла замерзнуть. В таком состоянии согнуть своими руками профильные трубы как прямоугольного, так и квадратного сечения не представляется сложной задачей.