Способы сваривания
Возможна ли качественная сварка ПНД труб своими руками? Возможна, но при одном условии: при монтаже должно использоваться специальное оборудование.
Сварочные работы выполняются двумя способами:
- Встык – соединяемые элементы разогреваются до температуры плавления по торцам и стыкуются под давлением;
- Применяется электросварная муфта, которая одевается на совмещённые торцы и оплавляется.
Рассмотрим каждый из перечисленных способов подробнее.
Современное оборудование для сварки труб ПНД встык состоит из следующих элементов:
- станина (центратор) применяется для фиксации стыкуемых труб в требуемом положении;
- торцеватель (триммер) необходим для механической обработки стыкуемых торцов;
- нагревательный элемент применяется для разогрева торцов до температуры плавления;
- гидравлический блок приводит в движение совмещаемые трубы и обеспечивает оптимальную плотность шва.
Разбираем центратор, освобождая место под трубы (стыкуемые детали), для этого снимаем фиксирующее зажимы;
Устанавливаем стыкуемые детали в центратор и фиксируем их в верхней части зажимами;
Посредством регулировочного клапана выставляем необходимое давление подвижной части центратора;
Очищаем поверхность торцов от грязи и пыли, используя специальные салфетки или безворсовую ветошь и спирт в качестве растворителя;
- Устанавливаем торцеватель между стыкуемыми деталями на станину;
- Включаем гидравлику и сдвигаем стыкуемые элементы, а затем включаем торцеватель;
- Демонтируем центратор и удаляем остатки пластиковой стружки из труб;
Проверяем стыкуемые детали на соосность;
- Устанавливаем на станину нагревательный элемент;
- Выставляем на таймере время и температуру, необходимые для оплавления полиэтиленовых стенок;
Включаем гидравлику и сводим стыкуемые элементы к нагревателю под давлением;
- Запускаем нагрев, который прекратится после срабатывания таймера;
- После того как таймер подал звуковой сигнал, отключаем давление и вынимаем нагревательный элемент;
- Вновь сводим стыкуемые торцы под давлением для получения прочного и аккуратного шва;
Запускаем таймер на остывание полиэтилена;
После звукового сигнала отключаем давление, разбираем оборудование и освобождаем сваренную конструкцию.
Инструкция проведения сварочных работ следующая.
Рассмотрим подробнее этапы, перечисленные на схеме.
Посредством торцовочной пилы режем торцы труб под необходимым для углом;
Удаляем стружку и срезаем заусеницы, после чего протираем стыкуемые поверхности ветошью, пропитанной в спирте.
Стыкуемые детали укладываются на ровную поверхность, присоединяются друг к другу под нужным углом и удерживаются вручную;
На экструдере выставляем температуру плавления гранул ( 220°С);
Далее экструдером делаем прихватки по стыку труб;
После того как прихватки сделаны, ждём 5-7 минут чтобы пластик остыл;
Наносим пластик по всей окружности свариваемых деталей;
После того как пластик нанесён, оставляем конструкцию остывать в течении 7 минут, после чего сварка считается выполненной.
Теперь несколько слов по поводу прочности сварного шва. В плане эксперимента, после того как остыл пластик, была выполнена деформация собранного отвода.
Монтажник давил на область шва своим весом до тех пор, пока поперечное сечение труб из круглого не стало овальным. Разумеется, аналогичные опыты с трубами, сваренными встык путем нагревания торцов продемонстрируют меньшую прочность шва.
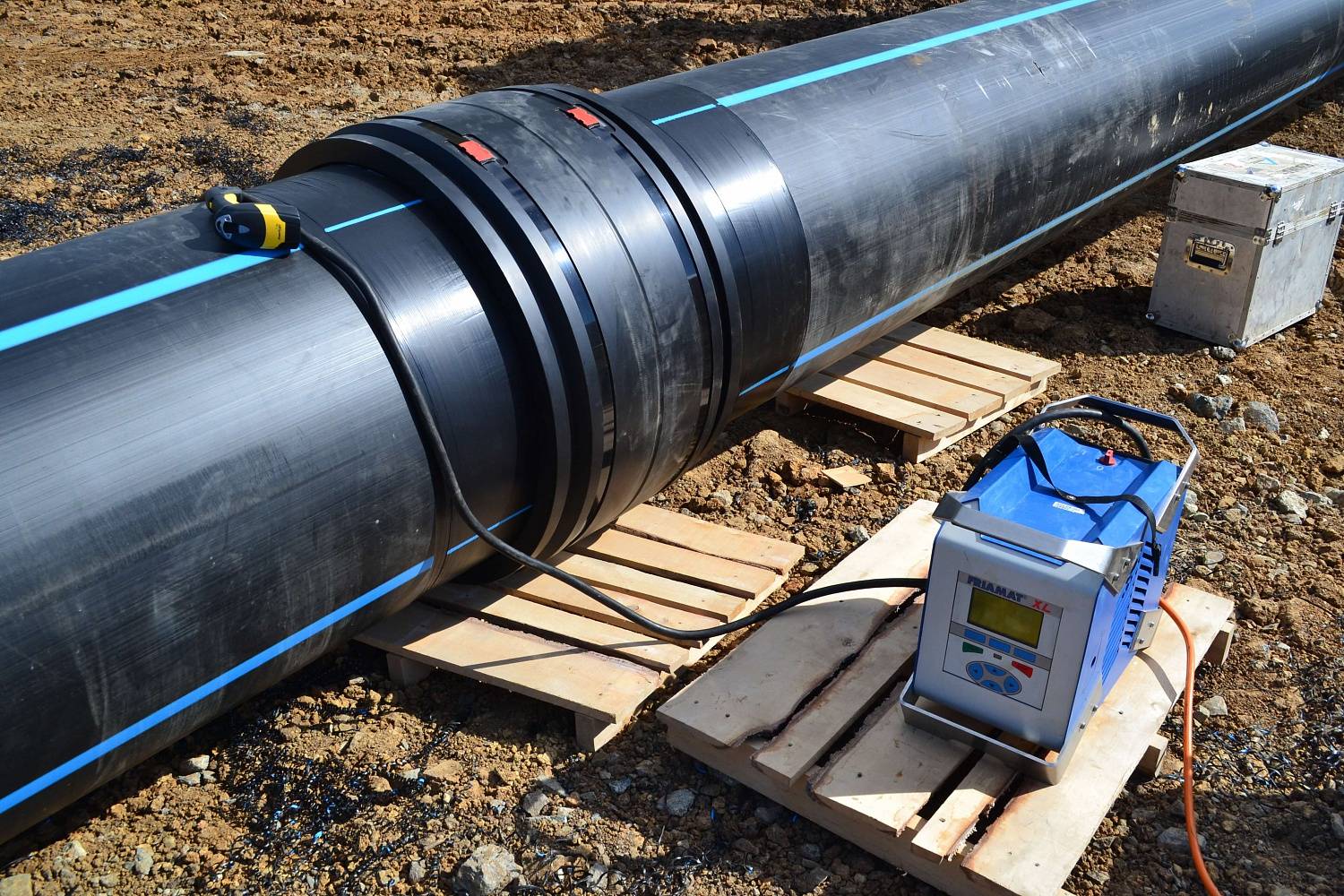
Обзор способов соединения полиэтиленовых труб был бы неполным без применения электросварных муфт. На сегодняшний день этот метод получает все большее распространение благодаря высокой прочности и долговечности готового результата.
Инструкция выполнения соединений с использованием электромуфты на следующей таблице.
Рассмотрим перечисленные моменты подробнее.
Стыкуемые торцы обрезаются специальным труборезом для того чтобы получить оптимальную соосность при стыковке;
При помощи ручного скребка снимаем оксидный слой с поверхности прилегающей к участку стыковки (примерно 20 см от торца);
Снимаем образовавшуюся стружку, используя тот же скребок;
Наружную поверхность труб и внутреннюю поверхность муфты обезжириваем специальными салфетками или безворсовой ветошью, смоченной в спирте;
Размечаем трубы по размеру муфты для более простого позиционирования в центраторе;
По сделанным отметкам крепим трубы и муфту в центраторе;
Электромуфтовая сварка
Электромуфтовое соединение большого диаметра
Этот технологический процесс позволяет собирать полиэтиленовые трубы в единые системы с учетом высокой прочности соединения. Инструкция сварочных работ несложна и допускает возможность выполнения своими руками, без необходимости в услугах профессиональных специалистов.
Принцип соединения двух труб в единое целое заключается в подаче напряжения на спираль, вплавленную в муфту для труб. За счет этого, муфта нагревается до требуемой температуры и плавится. Для того чтобы оплавить полимерную муфту, применяется специальный аппарат, подающий на фасонный элемент требуемое напряжение.
Среди преимуществ технологии следует отметить следующее:
- простота процесса реализации сварки в сравнении со станками, паяющими встык;
- более высокая устойчивость к механическим деформациям в сравнении со стыковым соединением;
- малые типоразмеры и вес станка, что позволяет проводить работы в полевых условиях;
- возможность пайки стыков с небольшим промежуточным зазором.
Химическая сшивка под высоким давлением с обработкой лазером.
К химическим способам сшивки относится также сшивка пероксидами, при которой полиэтилен предварительно равномерно смешивают с пероксидом
.Сшивка происходит в экструдере в расплавленном состоянии посредством воздействия лазерного света под высоким давлением. Этот способ дает 85% сшивки. И самое главное – свойства материала одинаковы в любом месте, независимо от его толщины. Такой полиэтилен обозначаютРEХ-A . Заломы у такой трубы можно с легкостью восстановить строительным феном, но показатель выдерживаемого давления чуть ниже чем PEX-B. По свойствамтруба PEX-A самая эластичная и гибкая.
Соответствие диаметров
Для фитингов из металла, и для соединения с металлической трубой ¾ дюйма (внутренний диаметр 20 мм, внешний примерно 25 мм) подойдет ПНД труба 25 мм. Соответственно резьбовые соединения металла совпадут с комплектующими ПНД трубы.
Металлическим трубам и фитингам диаметром ½ дюйма (внутренний диаметр 15 мм, внешний примерно 20 мм) соответствует ПНД труба 20мм.
Не стоит забывать, что всегда возможно использование переходников для уменьшения и увеличения диаметра комплектующих водопроводной системы, однако с ущербом давлению в системе.
Муфтовой способ сварки ПНД труб своими руками
Сварка, выполняемая этим методом, требует наличия специального сварочного аппарата – паяльника, укомплектованного набором специальных насадок. Диаметры насадок соответствуют стандартным значениям этого параметра арматуры.









Сваривать трубы из данного материала можно и при помощи специального паяльника
При муфтовой сварке ПНД труб используются фитинги. Они могут иметь различную конфигурацию: муфты, уголки, тройники. Свариваемыми поверхностями являются части трубы и фитинга. Если работа выполняется своими руками впервые, могут случиться неудачные соединения или перекосы.
Муфтовая сварка может выполняться в стеснённых условиях, там, где осевое перемещение труб ограничено. Нагрев полиэтиленовых компонентов осуществляется контактом с нагретой выполненной из металла сварочной насадкой. В её конструкцию входят 2 свинчивающиеся части. Внутренняя поверхность фитинга нагревается частью насадки, получившей название дорн. Другая половина называется гильзой. В неё вставляется труба. Для того чтобы вставить насадку в отверстие паяльника, дорн и гильзу необходимо свинтить. Технология муфтовой сварки предполагает выполнение следующих действий.
Методы сгибания квадратного металлопрофиля
Изгибание профиля квадратного или прямоугольного сечения хотя и применяется в промышленности, гнутый металлопрофиль более востребован в быту. При сооружении перекрытий теплиц требуется арочный профиль, который можно сделать с использованием несложного устройства. Принцип действия этого приспособления заключается в прокатке профильной заготовки через систему из трех вращающихся валков, два крайних из которых являются неподвижными, а третий перемещается в продольном направлении, задавая угол изгиба.
Если необходимо получить в прямоугольном профиле меньший радиус закругления, используют термический нагрев металлопрофиля паяльной лампой или газовой горелкой с одновременным физическим воздействием.
Рис. 6 Рычажные гибы в ручных приспособлениях
Стандартные способы
Разогреть трубу можно:
- горячим воздухом;
- горячей водой;
- разогретой мелкой сыпучей субстанцией.
Способов много, а выбираются они в зависимости от условий проведения работ и длины деформированного участка трубы.
Горячим воздухом
Проще всего работать с трубами в жаркую безоблачную погоду. Солнечные лучи быстро нагревают и размягчают их черные стенки. Достаточно оставить бухту на часок под палящим солнцем, а затем растянуть её на ровном участке и закрепить, прижав трубу местами к земле шпильками или кирпичами.

Чтобы решить задачу, как согнуть ПНД трубу под 90 градусов или под любым другим углом, нужно подготовить шаблон и закрепить в нем тот участок, который подлежит изгибу. Нужную форму она будет держать после остывания. Можно оставить на ночь, если спешить некуда, либо пропустить через неё холодную воду.

Этот способ одновременно и самый дешевый (вернее – бесплатный), и самый оптимальный для длинных труб. Если нужно выпрямить короткий отрезок, быстрее это получится сделать с помощью строительного фена. Он же незаменим и в прохладную погоду, когда на солнце надежды нет. Поток горячего воздуха направляется внутрь трубы, если её диаметр позволяет вставить в неё сопло и не обжигать руки. Тонкие трубы обдуваются снаружи, при этом их нужно постоянно вращать для равномерного разогрева. Далее действуют по стандартной схеме – растягивают трубу либо изгибают её и фиксируют в этом положении до полного остывания.
Как загнуть ПНД трубу под 90 градусов, чтобы на внутреннем радиусе не образовались заломы, смотрите в этом видео:
Если вы заметили, в видеоролике использован не фен, а газовая горелка. Я бы не рекомендовал этот способ нагрева, так как он:
- травмоопасен – легко получить ожоги;
- при неправильно выбранном режиме нагрева (расстояние от пламени до трубы, время выдержки) можно расплавить стенки.
Если фена у вас нет, а горелка или паяльная лампа в наличии, лучше поступить по-другому: взять стальную трубу такого диаметра, чтобы полиэтиленовая труба проходила сквозь неё. Нагревать горелкой стальной футляр, а ПНД постепенно протягивать через него.
Горячей водой
Ещё один способ, как выпрямить трубу – залить в неё горячую воду. Не кипяток, но чем горячее, тем легче и быстрее пойдет процесс размягчения стенок. Если есть большой широкий чан, в который поместится вся бухта – отлично. Если нет, то один конец нужно заглушить, а во второй вливать жидкость из чайника или лейки.
Пример выпрямления трубы с помощью горячей воды – в видеоролике:
Горячим песком
Самая доступная сыпучая субстанция – обычный просеянный песок. Хотя можно взять и соль. Разогреть его можно в духовке или на костре, предварительно насыпав в тканевый мешок и уложив его на стальной лист или противень. Засыпать удобно с помощью воронки.
Песок дольше держит тепло, чем вода, с его помощью проще формировать толстостенные трубы.
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. Главная проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:
- Труборез – приспособление для резки.
- Неплохо воспользоваться электроторцевателем для точного выравнивания торцов труб.
- Для больших диаметров неплохо бы использовать фаскосниматель.
- Аппарат для муфтовой сварки. Конструкционно он напоминает паяльный аппарат для полипропилена.
- Соответствующие насадки.
- Для торцевого соединения применяют специальный центровочный станок и нагревательный элемент.
Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали. Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала. Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.
Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.
Контроль качества швов
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.
Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:
Крепежные элементы
Эффективную работу трубопровода обеспечивают крепления. Они предотвращают смещение магистрали, ослабление разъемных узлов и деформацию нагруженных элементов.
Фиксация компонентов при монтаже системы происходит двумя способами:
- формирование неподвижного соединения при помощи специальных хомутов;
- формирование подвижного соединения посредством крюков.
При прокладке трубопровода обязательна фиксация каждого стыка. Компоненты, удерживающие линейные участки, размещаются с шагом, равным десятикратному диаметру трубы. Применение хомутов подразумевает установку резиновых прокладок, исключающих механическое повреждение линии.

Как согнуть или выпрямить изделие
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем, как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.
При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.






Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем, как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку. Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.
Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Важный момент: разогревая трубу, необходимо придерживаться «золотой середины». При недостаточном нагреве поверхности в момент сгиба труба может сломаться. Если же в момент разогрева слишком близко поднести к изделию нагревательный элемент, полимер может воспламениться.
Как выпрямить или согнуть трубу ПНД?
Полиэтиленовые трубы продаются прямыми отрезками (12м) или бухтами, на которые намотаны по несколько сотен метров. При необходимости с катушки можно отмотать нужную часть трубы и отрезать, но вопрос в том, как распрямить накрученную кольцами трубу ПНД, чтобы не испортить ее?
Если постройка или замена трубопровода осуществляется летом, согнутую трубу лучше всего оставить полежать на солнце. Полиэтилену не страшен ультрафиолет, но под теплыми летними лучами труба размягчится немного и тогда ее легко можно будет уложить в траншею или закрепить вдоль стены. При экстренной замене водопровода в зимнее время трубу можно прогреть горячей водой. Часто идут в ход всякие подручные средства, как, например, кирпичная кладка, металлические перила и т.д. Чем короче отрезок выпрямляемой трубы, тем легче выпрямить его до нужного состояния.
При монтаже трубопроводов часто возникает обратная ситуация, когда нужно знать, как правильно согнуть ПНД трубу, чтобы не повредить ее. Применять грубую физическую силу не стоит. Для этого следует обдать кипятком место предполагаемого изгиба трубы или прогреть место сгиба строительным феном или газовой горелкой.
При выборе способа соединения труб важно учитывать условия эксплуатации будущего трубопровода (какая среда будет транспортироваться, давление в трубопроводе, диаметр трубы и пр.). От правильности выбора и качества выполнения соединения будет зависеть надежность и долговечность трубопроводной системы
(1 голос, среднее: 5 из 5)
Сборка на компрессионных (обжимных) фитингах
С одной или двух сторон фитинга (иногда и с трех) устанавливается целая система, которая обеспечивает соединение. Сам фитинг состоит из:
- корпуса;
- прижимной гайки;
- цанги — пластиковое кольцо с косым разрезом, обеспечивающее плотный охват трубы;
- упорного кольца;
- прокладки, которая отвечает за герметичность. Из чего состоит компрессионный фитинг для полиэтиленовых труб
Насколько надежно соединение
Несмотря на кажущуюся ненадежность, соединение полиэтиленовых труб на компрессионных фитингах надежно. Правильно сделанное, оно выдерживает рабочее давление до 10 атм и выше (если это изделия нормального производителя). В доказательство смотрите видео.
Хороша данная система легкостью самостоятельного монтажа. Вы, наверное, оценили это уже по видео. Просто труба вставляется, затягивается резьба.
Дачников, кроме возможности сделать все своими урками нравится она тем, что при необходимости все можно разобрать, спрятать на зиму, а весной снова собрать. Это на случай, если разводка сделана для полива. Разборная система также хороша тем, что всегда можно подтянуть подкапывающий фитинг или заменить его на новый. Недостаток — фитинги громоздки и внутреннюю разводку в доме или квартире из них делают редко — внешний вид не самый приятный. Но для участка водопровода — от колодца к дому — лучше материал найти сложно.
Порядок сборки
Трубу отрезают строго под 90°. Срез должен быть ровный, без заусенец. Также недопустимо наличие грязи, масел или других загрязняющих веществ. Перед сборкой со срезов соединяемых участков снимают фаску. Это надо для того, чтобы острый край полиэтилена не повредил уплотнительное резиновое кольцо.
При монтаже соединение полиэтиленовых труб на обжимных фитингах затягивают руками

На подготовленную трубу надеваются запчасти в таком порядке: натягивается обжимная гайка, затем цанга, следом — упорное кольцо. Резиновую прокладку устанавливаем в корпус фитинга. Теперь корпус и трубу с надетыми на нее деталями соединяем, прилагая усилие — надо вставит до упора. Подтягиваем все запчасти к корпусу и при помощи обжимной гайки соединяем. Полученное соединение полиэтиленовых труб закручиваем с усилием руками. Для надежности можно дотянуть специальным монтажным ключом. Использование других инструментов для подтяжки нежелательно: можно повредить пластик.
Стыковая сварка ПНД труб своими руками

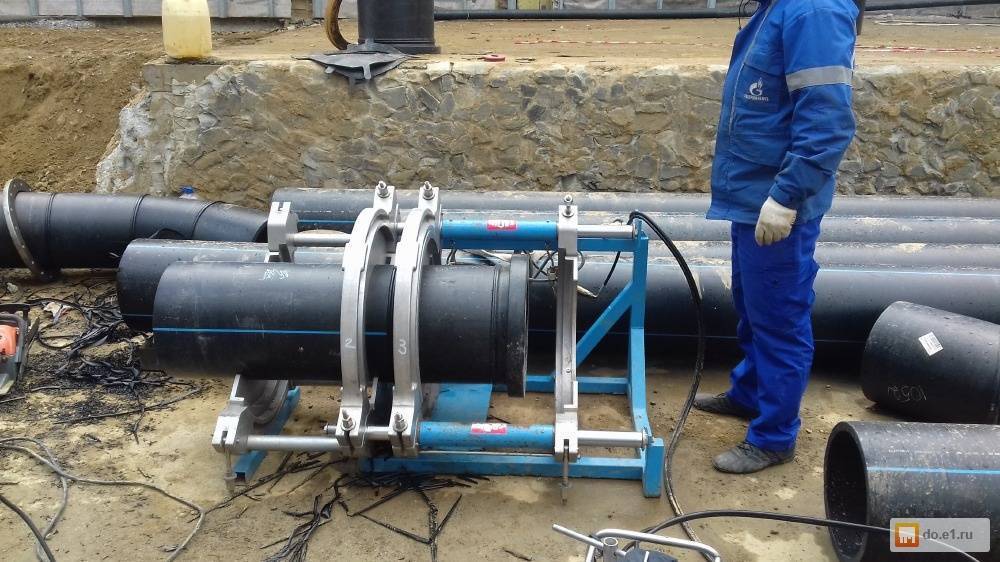
Оборудование для стыковой сварки труб ПНД
Стыковая сварка технологически более сложный процесс, нежели соединение ПНД труб электромуфтой. За работу можно браться, только имея квалификацию сварщика и соответствующий опыт работы.

Оборудование для стыковой сварки полиэтиленовых труб
При стыковой сварке образуется монолитный шов, не уступающий по техническим параметрам прочим поверхностям полиэтиленовых труб, не нарушающий гибкости конструкции. Таким способом соединяют трубы между собой, а также производят монтаж фитингов и других деталей.
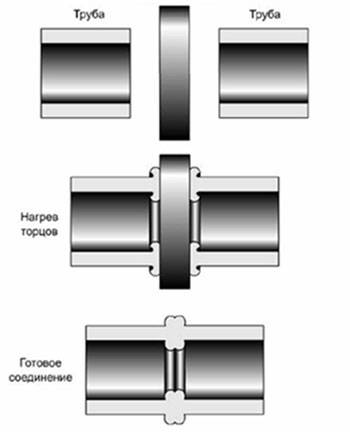
Схема стыковой сварки
Стыковая сварка применима только для соединения деталей одинаковой марки полиэтилена, диаметра, SDR с толщиной стенок более 4,5 мм и диаметром более 50 мм. Температурный режим для работы должен соответствовать диапазону от -15°С до +45°С.
Технология стыковой сварки полиэтиленовых труб
На подготовительном этапе проверяют овальность полиэтиленовых труб, сравнивают толщину их стенок, соответствие SDR свариваемых деталей. После этого с торцов ударяют сколы, неровности (можно использовать электроторцеватель, который обрежет трубы под углом 90°), очищают от загрязнений (пыли, песка, влаги и т.д.).
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см.
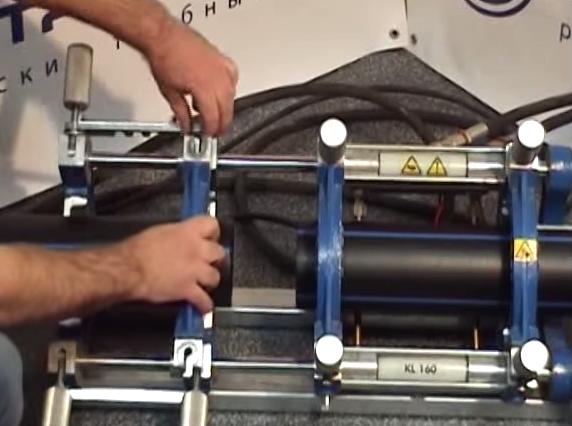
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см
После этого производят формирование первичного грата путем расплавления торцов труб на аппарате для сварки.
Нагревателем воздействуют на торцы ПНД труб. При этом тепло распространяется вглубь полиэтилена, начинается процесс его плавления.
После выдерживания нагревательной части сварочного аппарата на торцах труб в течение определенного времени, которое выбирается в зависимости от размера и толщины изделий, ее аккуратно удаляют, а нагретые трубы стыкуют между собой
Важно, чтобы время, затраченное на удаление сварочного аппарата и стыковку нагретых концов труб было минимальным
На горячем полиэтилене после стыковки образуется окончательный грат. Надлежащее давление обеспечивает машинка с гидродинамическим перемещателем.








Когда полиэтилен остынет, получится равномерный герметичный шов — бурт. В случае допущения ошибок в технологическом процессе / монтаже, шов получается неоднородным или кривым
Важно не допускать сдвига стенок труб относительно друг друга более чем на 10% от толщины их стенок
Внешний вид верно и ошибочно сваренных встык труб ПНД
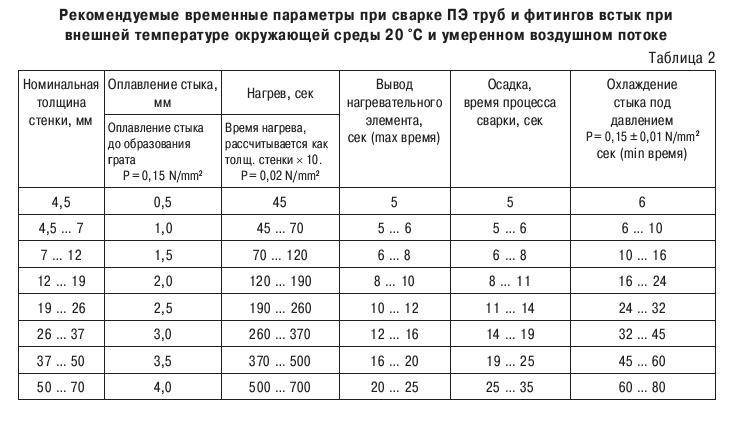
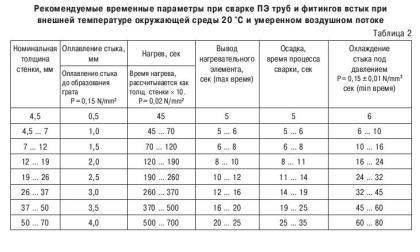
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см

Труба в разрезе после сварки электромуфтовым способом
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Схема стыковой сварки

Соединительные детали для монтажа полиэтиленовых труб

Сварка электромуфтовая

Сварка труб ПНД своими руками
Протокол сварки
Оборудование для стыковой сварки труб ПНД
Оборудование для стыковой сварки полиэтиленовых труб
Внешний вид верно и ошибочно сваренных встык труб ПНД

Особенности отделки
Поскольку ванная имеет специфический микроклимат с повышенной влажностью, отделочные материалы нужно выбирать особенно тщательно. Лучший вариант — старая добрая керамическая плитка, стоит только подобрать красивый дизайн.
Также можно оформить декоративные вставки из мозаики или искусственного камня. Более экономичными способами станут покраска водоотталкивающими составами и ПВХ-панели.
Попробуй скорректировать пространство своей маленькой ванной комнаты с помощью геометрических линий. Горизонтальные полосы на стенах способны их визуально расширять, а вертикальные – поднимать потолок. Плитка, уложенная на полу по диагонали, так же зрительно увеличит пространство и придаст интерьеру некую динамичность.
Оформи одну из стен помещения более темным цветом, например — в области душевой, ванны или раковины. Такой прием тоже визуально придаст объем малогабаритной комнате.
Таблица сварки
Дополнительным инструментом для выполнения правильного, высококачественного соединения трубопроводов ПНД существуют различные таблицы сварки. Они определяют необходимые параметры изделий для сварки, температурный режим, механические свойства, временной период плавления/охлаждения изделий.
Все эти моменты при выполнении работ обязательно необходимо учитывать, так как их выполнения будет зависеть надежность, прочностные характеристики сваренных трубопроводных коммуникаций.
Таблица временных интервалов сваривания изделий показывает не только время проведения работ, но под какие диаметры изделий оно характерно.